Обозначение на болта
Дълго време конкурентните производители използваха свои собствени стандарти. Тази система е претърпяла редица големи промени, след което всички части започнаха да съответстват на определени параметри и се маркират според тях. Тази разпоредба е необходима в бързо развиваща се индустрия, в която липсата на стандарти усложнява производствения процес.

В момента има три унифицирани стандарта, според които маркировките се прилагат към болтовете за по -лесно използване:
- ГОСТ;
- ISO;
- DIN.
Препоръчителната схема за обозначаване на болтове и винтове съгласно GOST се използва в страните от ОНД. Изискванията за стандарти за качество се прилагат за храни, промишлени стоки, облекло и др. ISO е международна метрична система, приета през 1964 г. В момента този стандарт се използва в много страни по света. DIN се приема и използва в Германия. Тази система има няколко стандарта.
Описание
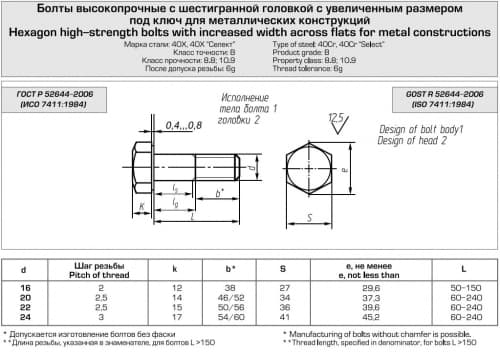
За болтове с висока якост има официално валиден ГОСТ 52644-2006. Този акт стандартизира:
-
размери на болта;
-
дължината на резбата на такъв крепеж;
-
вариации на конструктивни елементи и дизайн;
-
коефициенти на усукване;
-
теоретично тегло на всеки продукт.
Те също са обхванати от стандарта DIN 6914. По подразбиране този продукт има шестостенна глава за гаечен ключ. Предназначен е за стоманени фуги със силно напрежение. Диаметърът на закопчалката може да бъде от M12 до M36. Размерът им варира от 3 до 24 см.
Такива болтове могат да се използват в машиностроенето, в машиностроенето. Те са полезни и за райони, където са активни силни вибрации; накрая, те могат да се използват в строителни конструкции от различни видове. Правилният момент на затягане играе важна роля. Твърде малкото налягане често води до преждевременно разрушаване на връзката, твърде силното налягане може да повреди крепежните елементи или конструкциите, които ще бъдат свързани.


5 Как се опъват болтовете?
Силата на опъване на VPB може да се регулира по няколко начина. Ние ги изброяваме по -долу:
- По броя на ударите на гаечния ключ.
- Чрез аксиалното напрежение на крепежния елемент.
- По ъгъла на въртене на гайката.
- До момента на усукване.
Тук трябва да знаете, че независимо от опцията за затягане на крепежни елементи с висока якост, е задължително да се използват болтове за връзване. В началния етап на напрежение главата на VPB трябва да се задържи. Самият процес се извършва от най -трудната част на връзката или от средата й. Динамометричен ключ се използва за затягане на болта за определено усилие. Този инструмент ви позволява ясно да определите затягащия момент (коефициент) на връзката.
Процедурата за затягане на връзката с динамометричен ключ е както следва:
- опаковката се затяга с крепежни елементи;
- всички болтове (включително болтовете за затягане) се затягат с определена сила;
- щепселите са избити, VPB са монтирани на тяхно място.
След това монтираните крепежни елементи се затягат до повреда с гаечен ключ. Болтовете M24 често се затягат с гаечен ключ, който се калибрира чрез завъртане на гайката под определен ъгъл. Такъв инструмент позволява да се получи момент на затягане най -малко 1600 Nm. Калибрирането на устройството за болтове М24 се извършва преди започване на работа. Описаната гайка може да бъде оборудвана със сменяеми конусни глави. Те са с наднормено тегло. В резултат на това е възможно да се намали загубата на мощност поради усукване. Голямото тегло на главите не е единствената им характеристика. Освен това те задължително се подлагат на термична обработка. Освен това се извършва така, че сменяемите устройства да имат твърдост по скалата на HRC в диапазона от 35-45 единици.
 Затягане на болтовете с висока якост
Затягане на болтовете с висока якост
Болтовете M24 могат да бъдат затегнати не с един гаечен ключ, а с два наведнъж. Тази техника дава възможност да се получи най -точният въртящ момент. Използва се доста често. В този случай първият ключ (наречен малък ключ) създава въртящ момент не повече от 200 Nm. След това вземете втория инструмент (голям). И с този ключ се извършва окончателното затягане. Той осигурява въртящ момент от 1600 Нм. Напрежението на болтовете с висока якост М20, М16, М30 и така нататък (всички с изключение на М24) се извършва в повечето случаи по отношение на аксиалната сила. Операцията се извършва с електрически или пневматичен ключ. Тя трябва да се тарира преди сглобяването на металната конструкция.
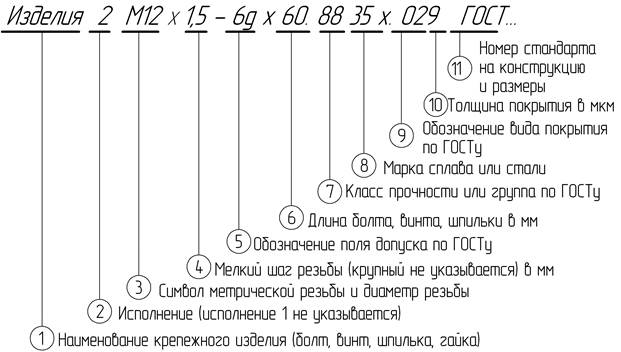

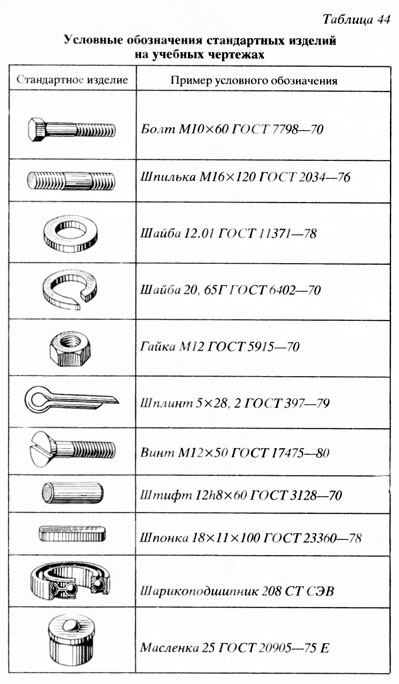
Продукт 2M12x1.50LH-5gx50.66.A.047 ГОСТ 7798-70
- Продукт. На това място те изписват името на частта: болт, винт, фиби и т.н.
- Класът на качество е продиктуван от GOST, поради което може да не бъде посочен. Има три класа - A, B и C, където обозначението A говори за най -високата точност на детайла.
- Номер 2 означава производителност. Има само четири вида изпълнение. Изпълнение 1 не е посочено по подразбиране.
- M е обозначението за типа на конеца. Посочена е първата буква от името му: метрична, конична или трапецовидна.
- 12 - диаметър на болта в милиметри.
- 1,5 - стъпка на резбата, може да не бъде посочена, ако е основна за резба с даден диаметър.
- LH - обозначение, че този болт има лява резба. Ако продуктът е направен с основната (дясна) нишка, това няма да бъде посочено.
- 5g показва каква степен на прецизност е отрязана нишката. Класовете могат да бъдат номерирани от 4 до 8, като 4 е най -точната оценка.
- 50 - дължина на болта (обозначение в милиметри).
- 66 - клас на якост на продукта. На главата на болта тези индикатори са поставени с точка между цифрите. Не поставяйте точка в легендата.
- А - характеристиката, използвана за производството на стомана. В този случай е посочено, че болтът е излят от свободно режеща стомана. Буквата С казва, че детайлът е направен от спокойна стомана. Този параметър характеризира класа на якост на болта. Това означава, че класът е по -висок от 8.8.
- 047 показва вида на покритието и неговата дебелина върху продукта. Има няколко вида покритие - от 01 до 13. В този случай видът на покритието е 04, а дебелината му е 07 µm.

Символът на крепежните болтове ви позволява да отговаряте на изискванията за конкретен продукт и дизайн възможно най -точно. Спазването на стандартите за качество е ключът към успешното изпълнение на изискванията на проекта. Забележка, че продуктът е в съответствие с GOST, ви позволява да проучите свойствата на детайла според тези документи и означава пълното му съответствие със стандартите. Стандартите на GOST съответстват на други унифицирани системи. За да прехвърлите от една система в друга, достатъчно е да използвате таблицата за преобразуване на показатели.
2
Символът за хардуер се появява в СССР в началото на миналия век. В пълното обозначение са посочени абсолютно всички параметри, като се започне от името на хардуера и неговия клас на якост и завърши с номера на стандарта. Състои се от 13 позиции. Името на продукта е посочено първо, последвано от класа на точност. Третата позиция е заета от изпълнението на продукта. В зависимост от държавния стандарт, той може да бъде в 4 версии. Ако се прилага версия 1, тя не е посочена. Продуктите от версия 2 имат отвор за щифт в края на резбованата част и 3 - чифт проходни отвори в главата. Хардуерна версия 4 няма допълнителни дупки.
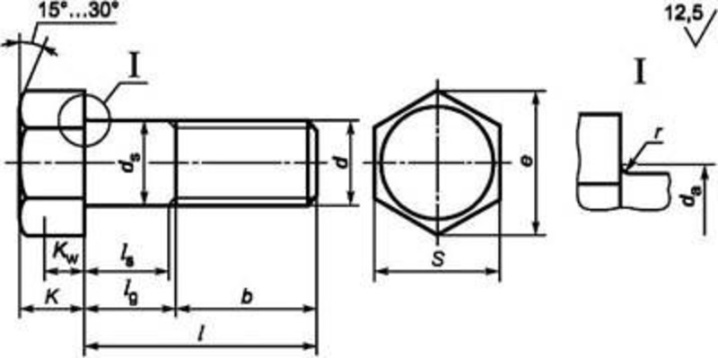
В чертежите, поставени в справочниците, са отбелязани такива параметри като дължината, диаметъра на пръта и резбата за всеки тип хардуер. Освен това обозначението определя номиналния диаметър, стъпка, посока и толеранс на резбата. Осмата позиция е заета от дължината на продукта. Класът на якост е посочен зад него. Освен това в този случай стойностите на номиналното крайно съпротивление и точката на добив не могат да бъдат ограничени с точка.По-долу е указание за използването на самостоятелна или тиха стомана. Следва степента на материала. Последните две позиции са заети от информация за покритие и номер на държавния стандарт.
С какво болтовете с висока якост се различават от обикновените болтове?
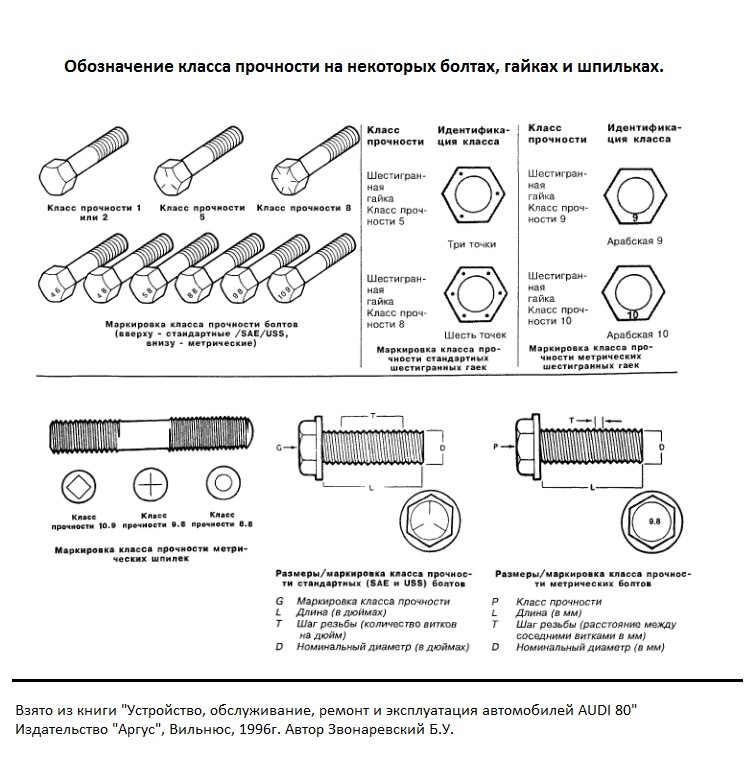
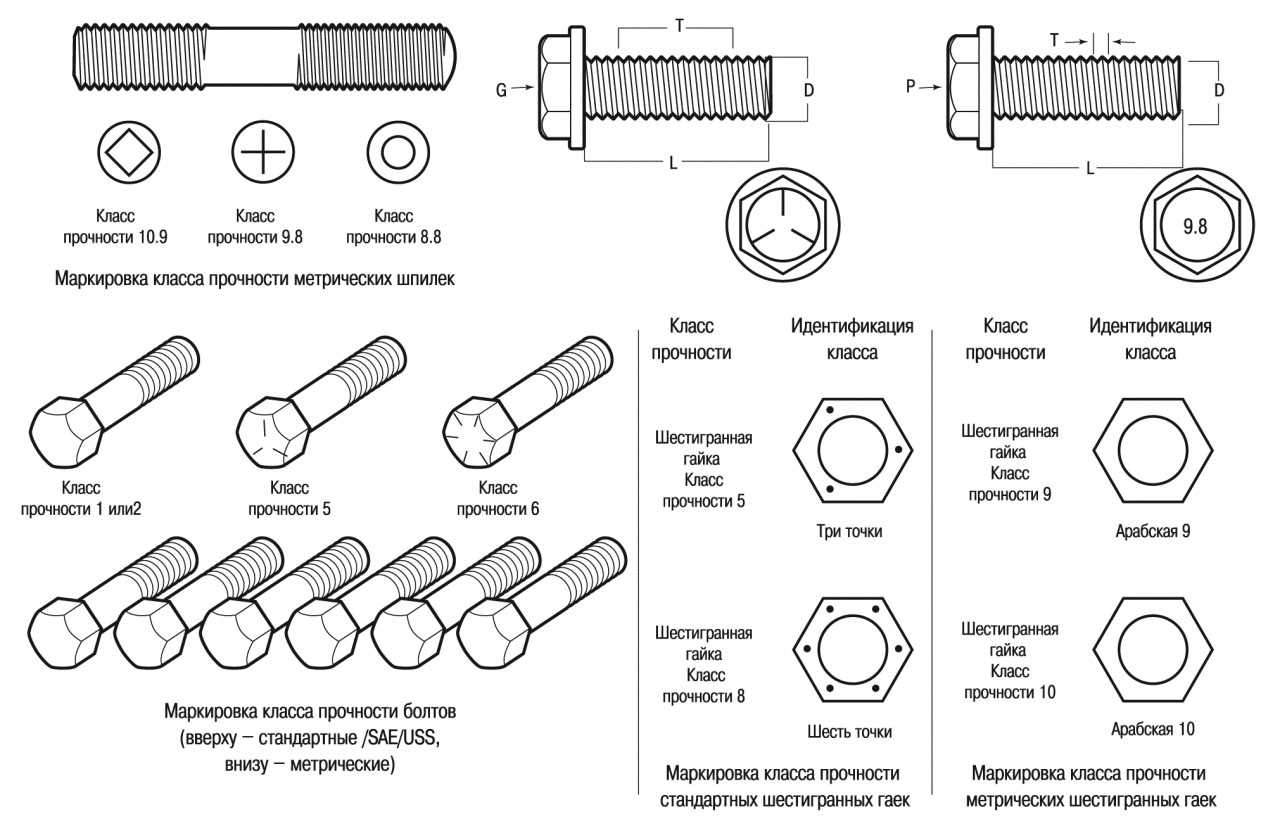
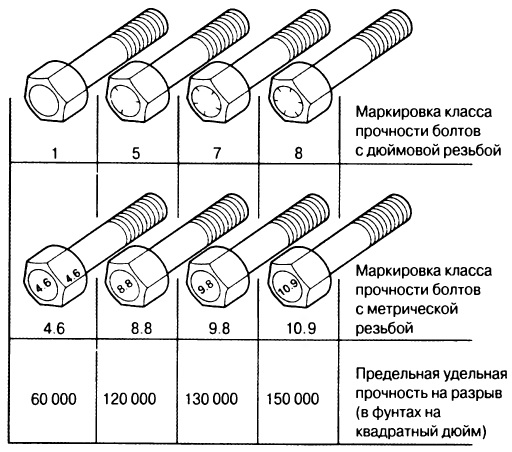
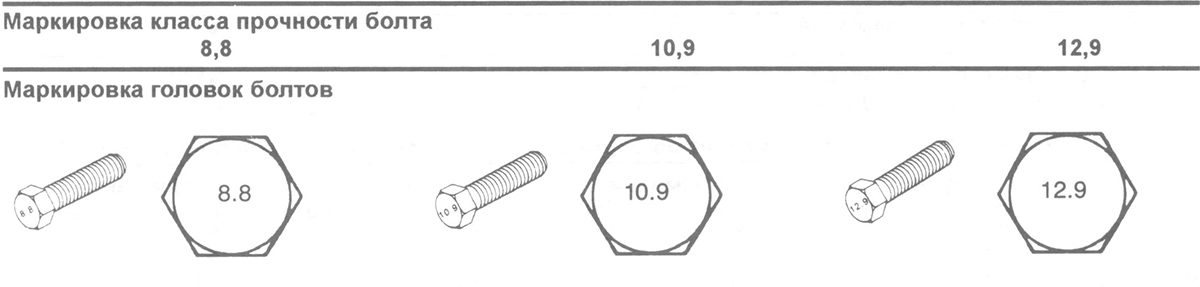
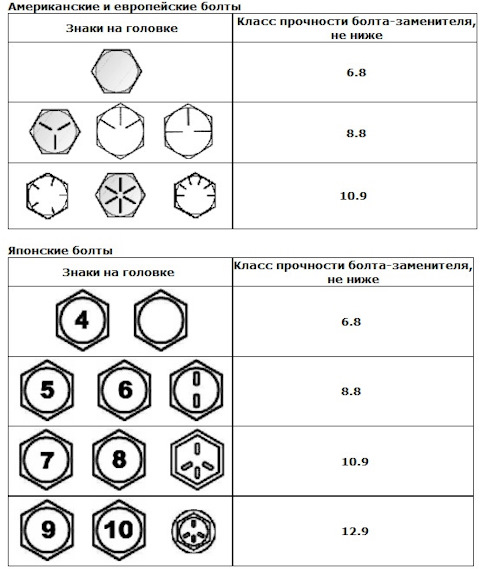
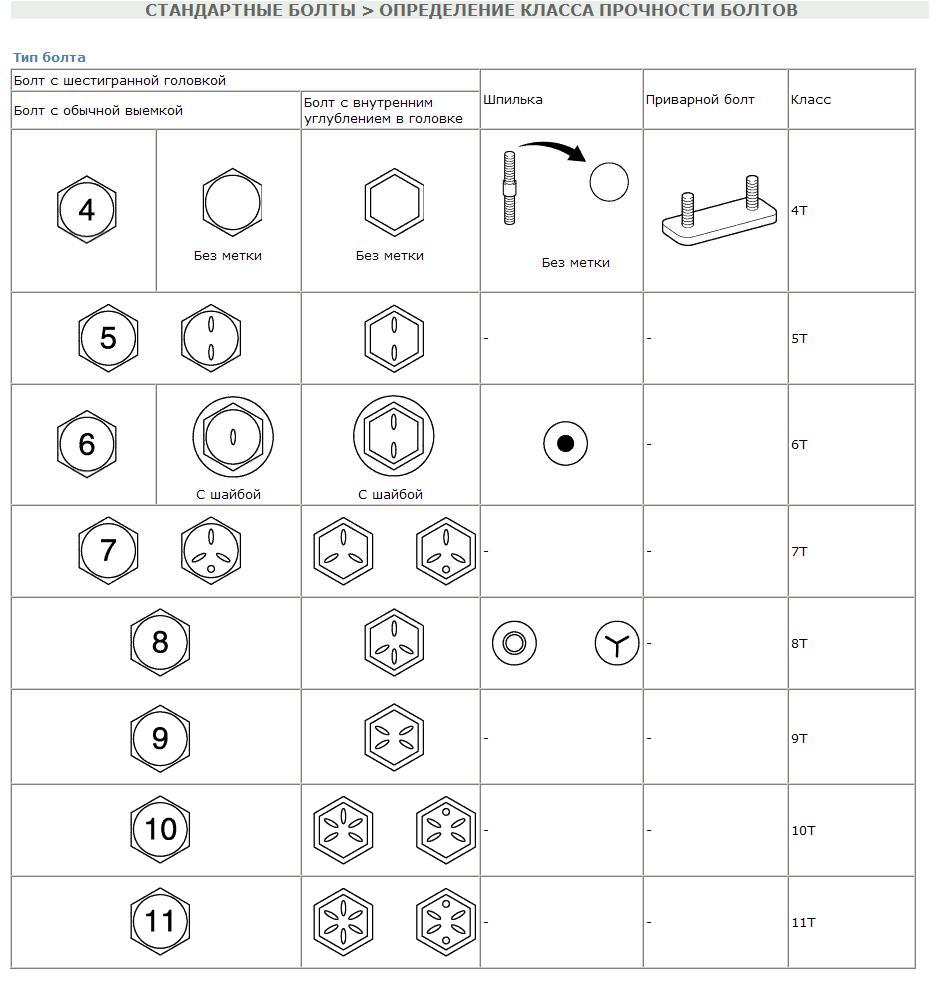
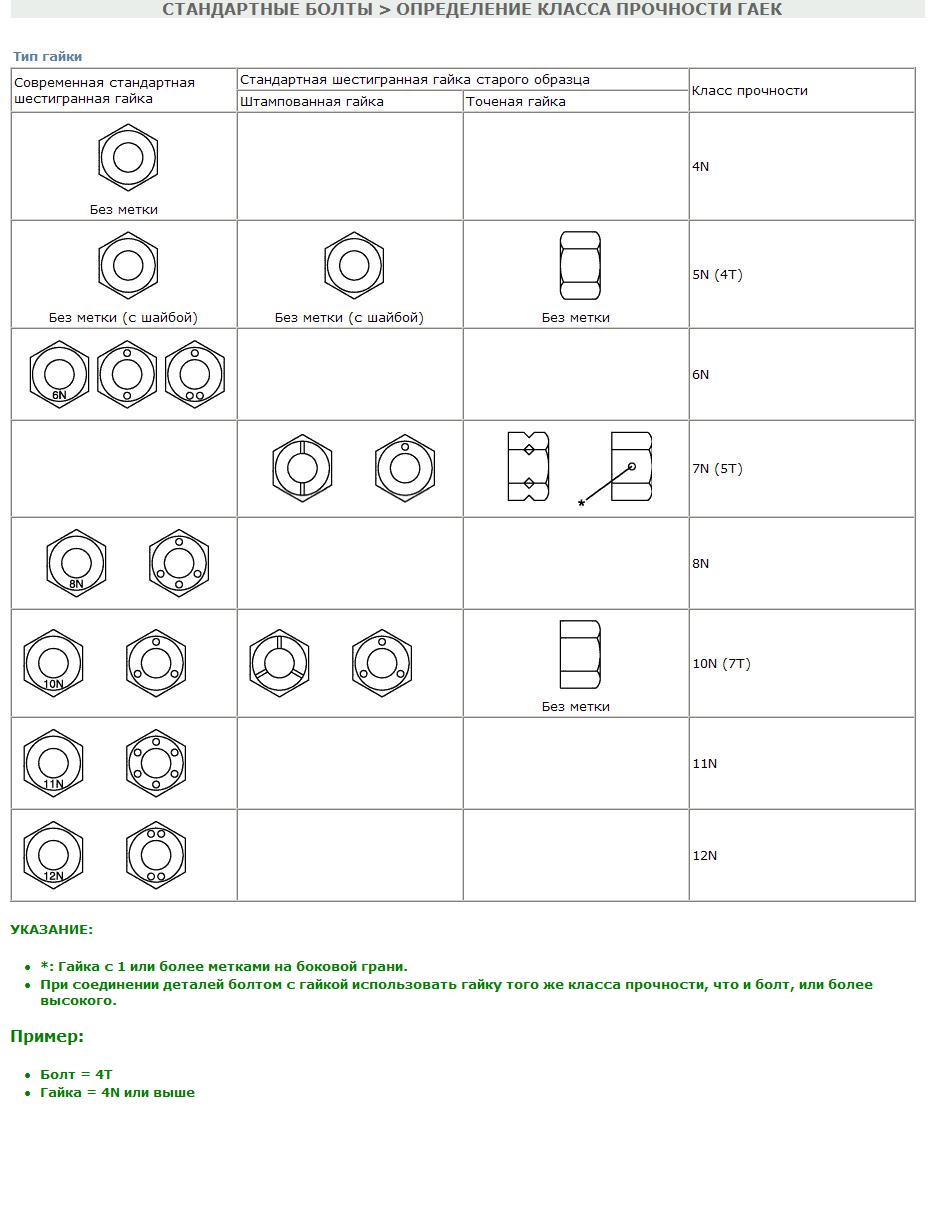
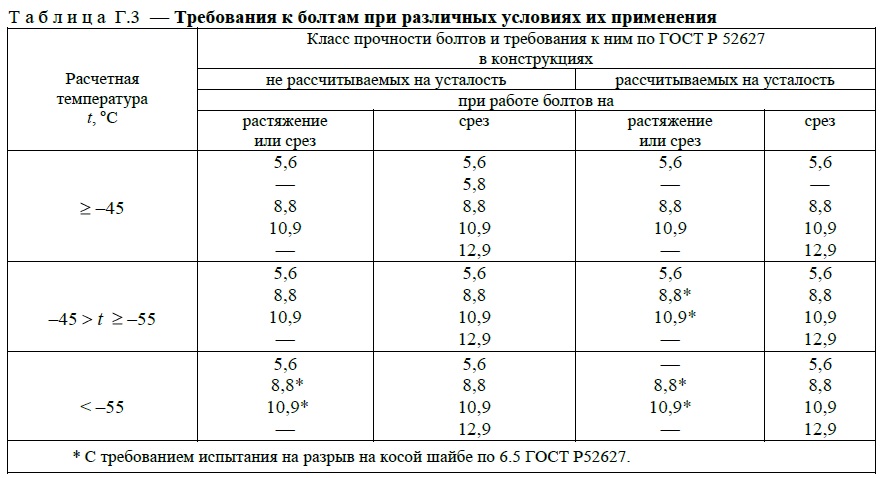
Всички закрепващи елементи трябва да отговарят на класа на якост, посочен в действащите стандарти на ГОСТ. Има 11 категории за маркиране на клас на якост. Маркиращите числа показват силата. Умножавайки първата цифра със 100 - получаваме максимална сила. Умножавайки втората цифра с 10 - получаваме съответната якост на опън в лихвения процент.
Болтовете с висока якост се класифицират като клас 9.8, 10 и по -високи. Основната разлика между обикновените болтове и болтовете с максимален клас на якост е физическата и механична характеристика, която позволява на крепежните елементи да поемат тежък товар. Експлоатацията на болтове с висока якост може да се извършва в суров климат (маркировка "ХЛ"), при средна студена температура (маркировка "U"). Болтовете са изработени с резба m12 - m36.
4.5. Приемане и запечатване на връзки при тяхното пълно разглобяване
4.5.1. Без значение начина
напрежение, контролерът трябва първо да направи външен преглед на всички
доставени болтове с висока якост и се уверете, че всички болтове са
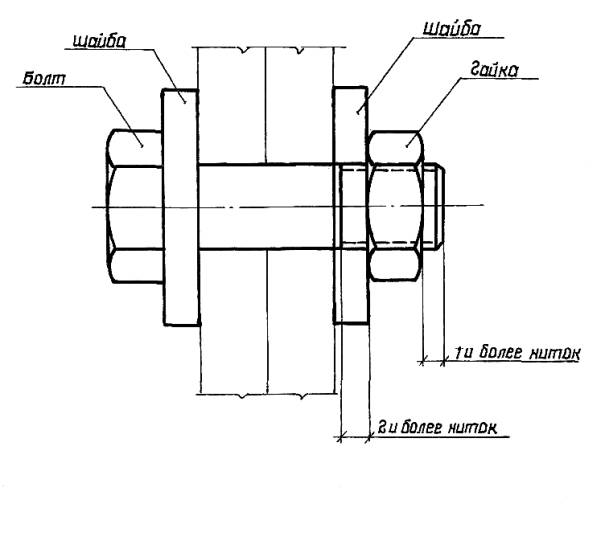
установените маркировки, шайби се доставят под всички глави и гайки; говорители
извън гайката, частите на болтовете имат поне една резба над гайката и
две под гайката; сглобеното звено носи печата на бригадата, която ги е извършила
работа ().
4.5.2. Броят на болтовете в устройството,
предмет на контрол е посочен в таблица. 3.
Таблица 3
|
Количество |
Количество |
|
Преди |
100 |
|
6-20 |
5 |
|
21 |
не |
4.5.3. Ако резултатите не съвпадат
контрол на изискванията на точка 3.5.1. за поне един болт, двоен
брой болтове. Ако в този случай се открие дефектен болт,
всички болтове на дадена връзка се наблюдават.

Ориз. 3
4.5.4. Контролни резултати
независимо от метода на опъване трябва да се записва в специален дневник ().
4.5.5. Отговорност за
качеството на настройката на болта се поема от изпълнителя.
4.5.6 Плътност на пакетната замазка
проверява се с дебелинамер. 0,3 мм срещу затегнатия болт в областта,
ограничено от шайбата. Стилусът не трябва да преминава между сглобените части в зоната
ограничена от шайбата (по -долу получената шайба).
4.5.7. При всяка връзка като
като правило, основният знак се прилага към екипа, извършил връзката, и лицето
кой е извършил контрола. Номерът на печата се присвоява по поръчка за единицата,
създаване на връзки. Ако болтовете са подготвени по метода на кола маска,
буквата "P" се поставя с печата.
4.5.8. След приемане на връзката
контролер, всички фуги по контура трябва да бъдат грундирани. Ако в проекта
обектът няма марка грунд, разрешено е да се използват грундове
FL-03K, GF-021 с добавяне на сух пигмент до консистенция, която изключва
изтичане на грунда в опаковката.
4.5.9. Инструмент за опъване
болтовете и подготовката на повърхността се приемат съгласно
«Ръководство за приложение инструмент за постановка
болтове с висока якост ". MMSS СССР Москва 1985 ().
1
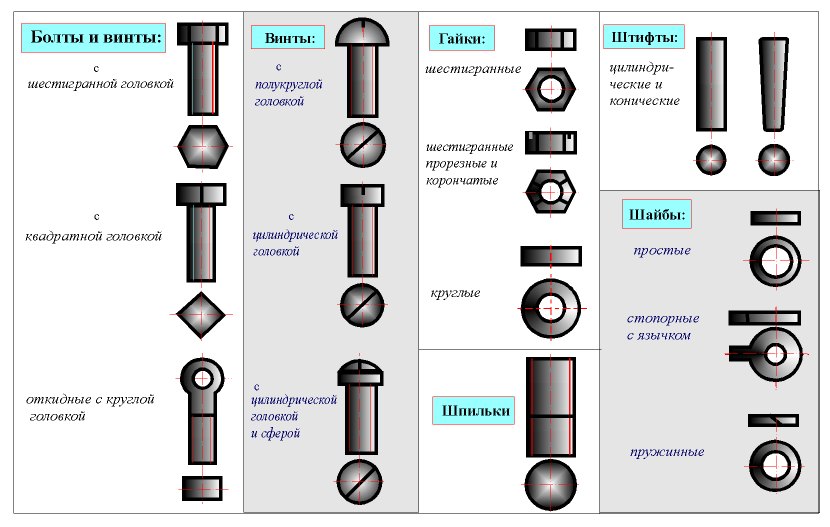
Тази закопчалка намери широко приложение. Невъзможно е да си представим индустриална зона, която не използва болтове. Строителството, авиацията, машиностроенето, корабостроенето и просто ежедневието - във всички тези области те са незаменими. С тяхна помощ можете да получите здрава, надеждна и, което е много удобно, разглобяема връзка. Тази закопчалка се състои от две части - пръчка, върху която е нанесена нишката, и глава. Най -често има шестоъгълна форма.
Хардуерът се класифицира в зависимост от предназначението, формата и здравината на продукта. Нека се спрем по -подробно на концепцията за клас на якост.Тази характеристика определя механичните свойства на крепежния елемент. Общо има 11 класа. Те са обозначени с две числа, разделени с точка. Първото число, умножено по 100, съответства на номиналното временно съпротивление. Например, за крепежни елементи с клас на точност 3,6, той е 300 N / mm 2. И като умножим следващата цифра с 10, откриваме номиналната граница на добив. За горния болт той ще бъде 60 N / mm 2.
Болт за мебели
Има специални такива с клас на якост не повече от 5,8. Те се използват предимно в строителството и мебелната промишленост. Но оралите и крепежните елементи за пътища вече могат да имат по -висок клас на якост - 8.8. Първите намериха своето приложение в инсталирането на прикачени устройства за селскостопански машини. Най -високият клас на якост (до 12,9) притежават продуктите на машиностроенето, тъй като именно те участват в сглобяването на критични конструкции.
Болтовете са с шарнирна форма, произведени в съответствие с ГОСТ 3033–78. Тяхната особеност е главата, направена под формата на подвижна част на шарнирната става. Но горната част на болтчето, чиито характеристики могат да бъдат намерени по-подробно чрез изучаване на ГОСТ 4751-73, е пръстен. Тези продукти са особено подходящи за инсталиране на инсталации, разтоварване и товарене, за теглене. И всичко това благодарение на уникалния дизайн. Болтовата пръчка се завинтва в отвора и куката може да бъде закачена на пръстена, може да се завърже въже.
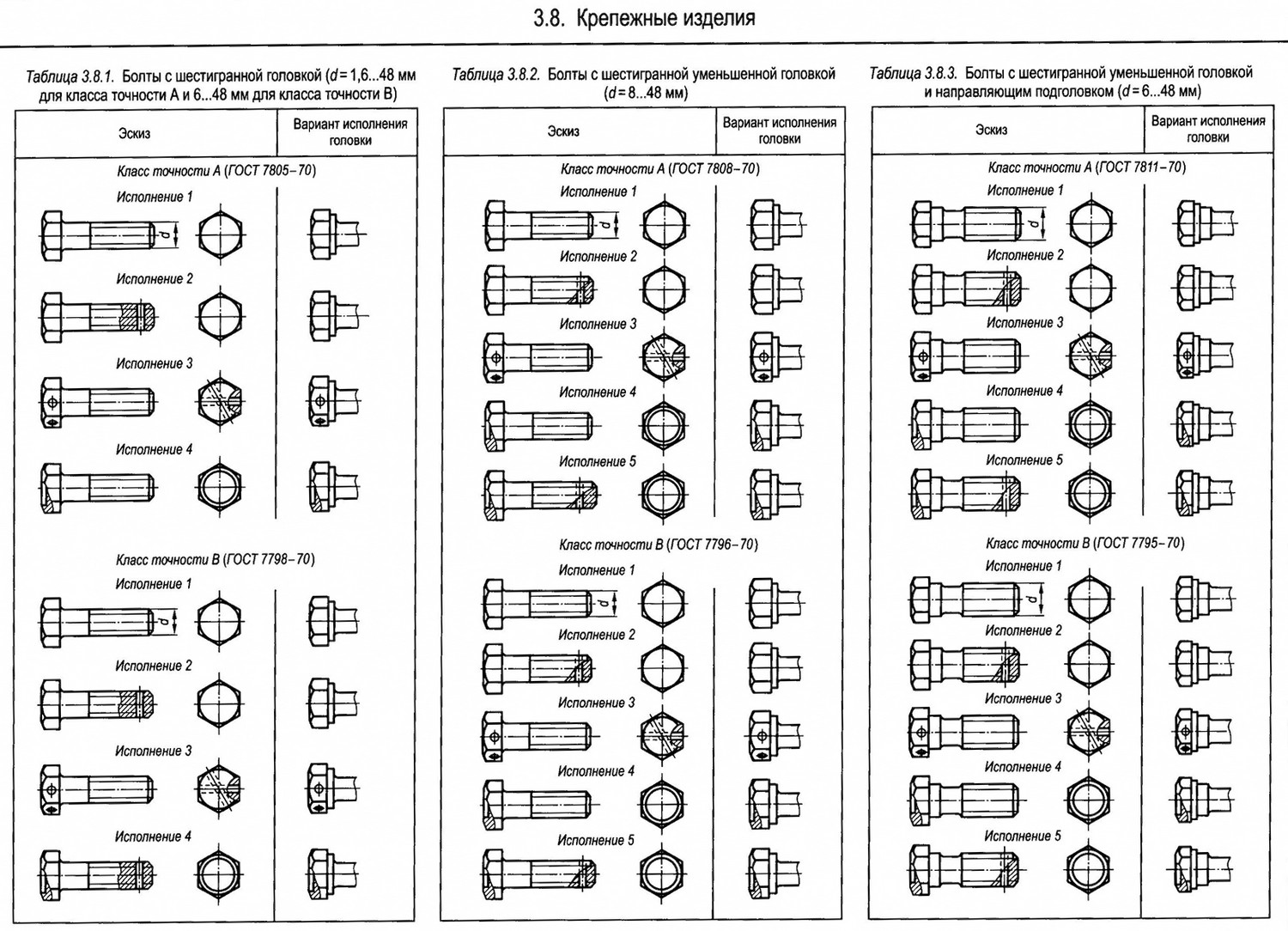
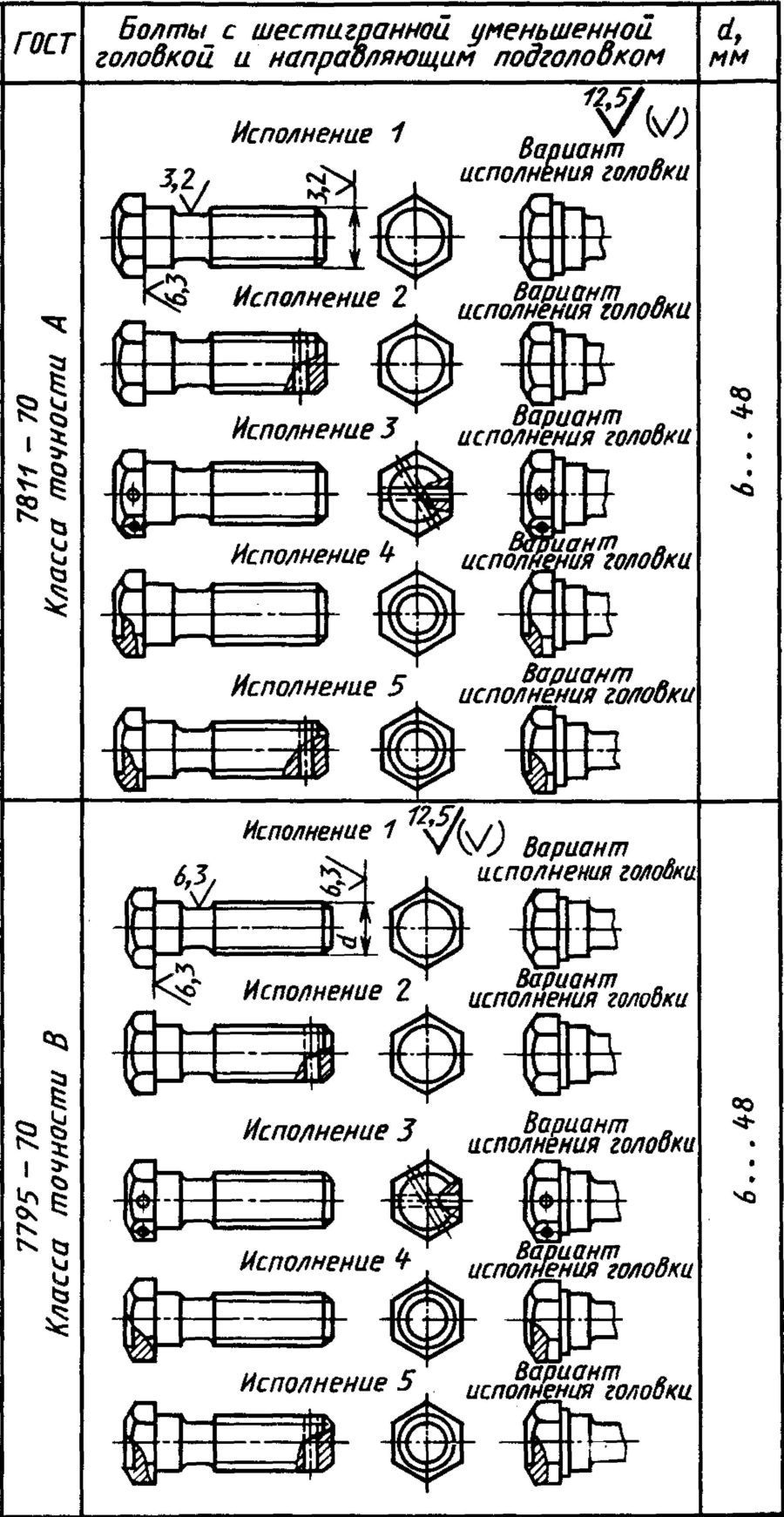
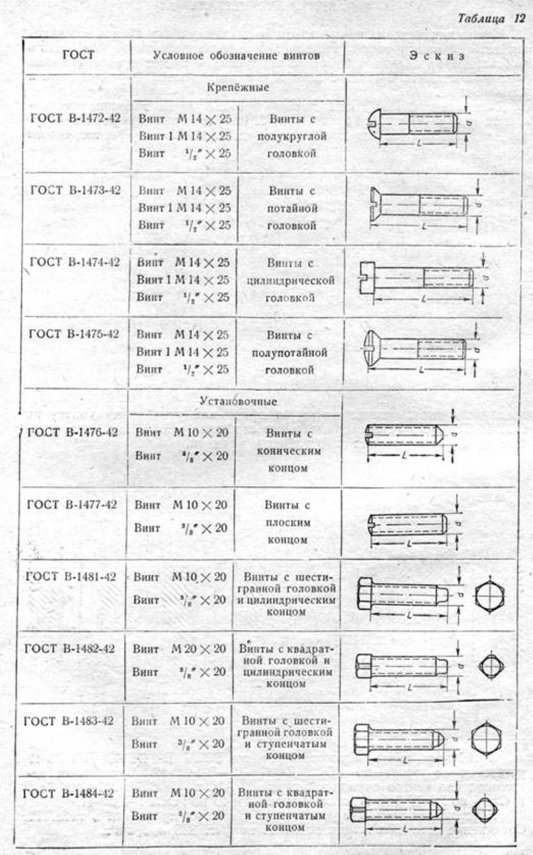
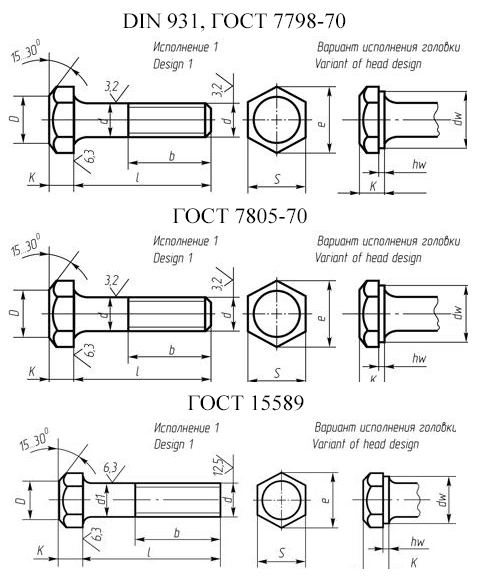
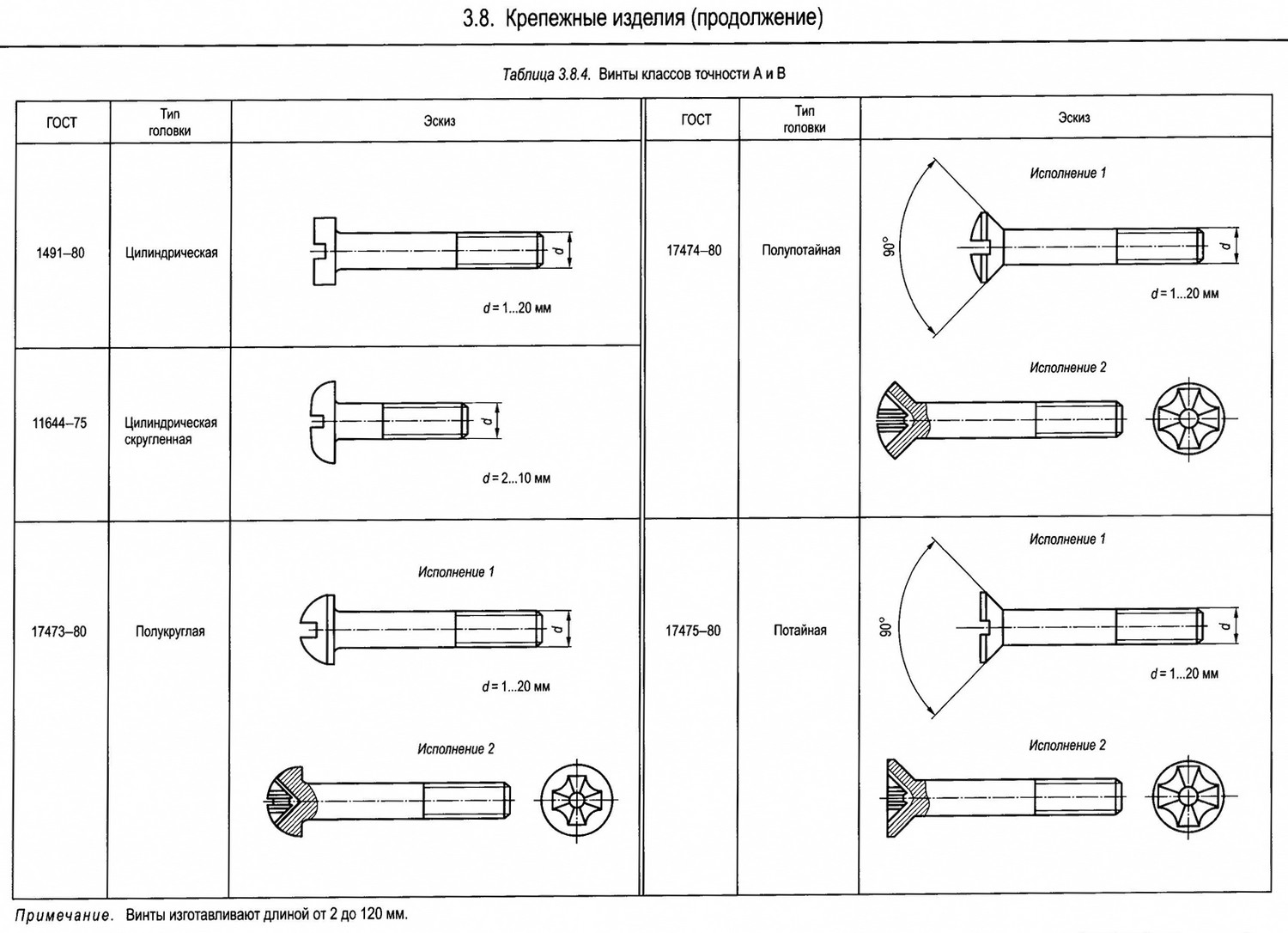
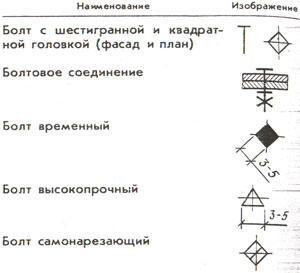
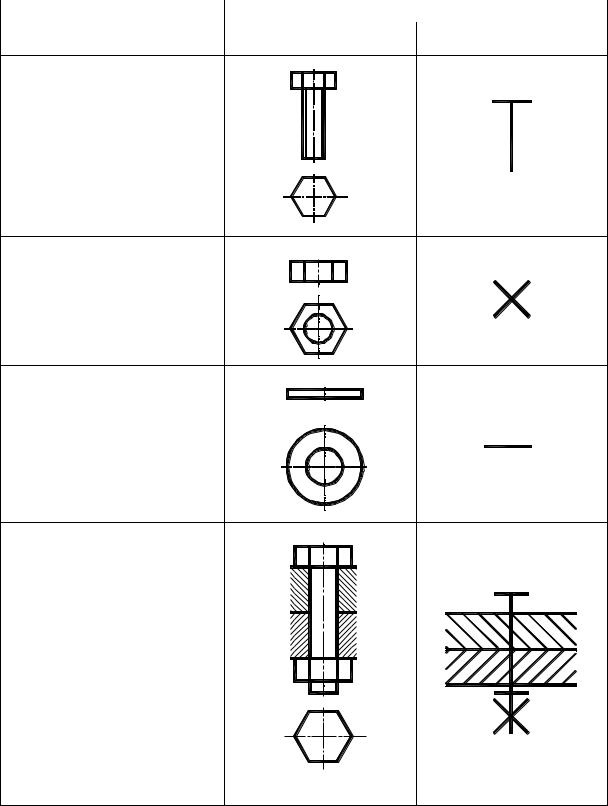
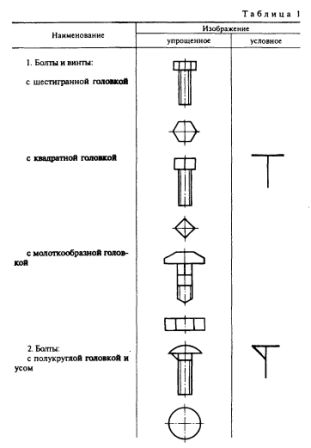
Главите на болтовете могат да бъдат различни. Най -често срещаният може с право да се нарече шестоъгълник, който идеално пасва на гаечен ключ. Тези продукти се произвеждат в съответствие с изискванията, посочени в ГОСТ 7798.7817–80, 10602–94 и 18125–72. Но има и хардуер с полукръгли и вдлъбнати глави (ГОСТ 7783–81, 7801–81, 7802–8 и 7785–81, 7786–81, 17673–81). Забележителни са продуктите с фланец. Конструктивно те приличат на стандартни части, само че имат допълнителен фланец. Прилича на обикновена гайка.
Декодиране на номера
Най -пълната маркировка на монтажните болтове е дадена в таблицата. Той има както азбучно, така и числово значение и всички тези символи са разположени в строго определен ред GOST. Ако посочите такава маркировка в спецификацията на строителен или монтажен проект, всеки инженер може лесно да разбере за какъв хардуер става въпрос и какви характеристики имат.
Като илюстративен пример, помислете за обозначението на хардуера, за който маркировката се намира на главата: Болт A3M12x1.50LH-4gx60.66. S. 097.
- Първият е името на продукта. Думата "болт" може да бъде заменена с името на друг продукт, който подлежи на маркиране.
- Буквата А означава класа на точност на продукта. Общо има 3 класа на точност: A, B, C. A означава, че точността на болта е висока.
- Номер 3 ни казва за вида на изпълнението на продукта. Според стандартите има 4 вида изпълнение, но тип 1 не е посочен в маркировката.
- Следващата буква М информира за какъв тип резба на болтовия болт. Видът на нишката се отличава с конична, метрична или трапецовидна. Буквата М означава метрика.
- Числото 12 показва диаметъра в милиметри на опашката на болта. Трябва да се отбележи, че само продуктите от клас А имат маркировка М12.
- Числото 1.50 дава информация за стъпката, на която болтът се потупва. Ако стъпката на резбата е стандартна за диаметъра, тя не е посочена в маркировката.
- Буквите LH показват, че болтът има лява резба. В случай, че резбата се извършва стандартно с дясна ръка, това не се показва в маркировката.
- Обозначението 4g показва класа на точност. Конецът се нарязва с точност по скала от 4 до 8. Колкото по -нисък е индикаторът, толкова по -точно е направен конецът на хардуера.
- Числото 60 показва дължината на болта. В този пример тя е 60 мм.
- Числото 66 говори за сила. Тези временни параметри на твърдост са отделени от дължината с точка.
- Следващата буква обозначава степента на легираната стомана, от която е направен болтът. Буквата С означава, че хардуерът е изработен от така наречената спокойна стомана. Ако буквата А беше в маркировката, това би означавало, че стоманата е автоматична.
- Числата 097 показват какъв вид покритие има хардуерът. Общо се разграничават 13 вида покрития, като номер 9 маркира галванизиран хардуер. Числото 7 означава дебелината на покритието в микрони, в нашия случай дебелината на поцинкованото покритие е 7 микрона.
Единните изисквания за хардуера и тяхното маркиране, приети у нас, дават възможност за точен и бърз избор на крепежни елементи. За продукти от европейско или американско производство маркировката е различна, тъй като размерите са посочени в инчове. Таблиците за преобразуване се използват за четене на инчови обозначения.
Всичко за маркирането на болтове във видеото по -долу.
Накратко стандарти за 2 гайки и болтове
В момента всички резбови връзки са унифицирани според международните и държавни стандарти (ISO, GOST, DIN). Необходимостта от такова обединение беше очевидна от самото начало, но не всички производители на гайки и болтове се стремяха към това. За тях беше по -изгодно да имат свои собствени производствени стандарти.

Първата система за обединение е изобретена от Витвоорт през 1841 г. във Великобритания. Използва се от британците и до днес. Прилагат се и следните стандарти за резба на болтове:
- американската система за дърворезба, създадена от Продавачите през 1864 г .;
- единна система (използвана в англоговорящите страни), базирана на системите Sellers и Whitworth;
- DIN - немска система (има стандарти DIN EN, DIN ISO и други);
- ISO е метричната стандартна система, използвана от 1964 г. в много страни.
През 70 -те години ISO е надграден от Националния институт на САЩ до ANSI / ISO. Сега тя се счита за най -често срещания стандарт за резбовани връзки.
В Съветския съюз, а сега в Русия и ОНД по -често се използват ГОСТ - задължителни държавни (междудържавни) стандарти.
Как правилно да затегнете и развийте болта
Най -често при затягане на болтови връзки на различни конструкции в домакинството се използват обикновени гаечни ключове - гаечни, отворени и пръстенови. В този случай обаче е трудно точно да се определи моментът на затягане, поради което в промишленото производство и ремонтните цехове опитни ключари използват специални динамометрични ключове или пневматични ключове, основното предимство на които е възможността да се зададе необходимото ниво на затягане, в зависимост от вида на механизма.
За да развиете болта, използвайте същите гаечни ключове, но в по -старите модели най -често болтовете силно се „прилепват“ към гайката поради корозия. За безопасно развиване се използват няколко прости метода:
- използване на проникваща смазка WD-40 аерозолен тип;
- леко потупване на ръждясалия болт с чук за разбиване на ръждата в профила на резбовата връзка;
- леко завъртане на гайката в посока на затягане (само няколко градуса).
Области на употреба
Няколко области на употреба за изключително здрави крепежни елементи вече бяха споменати. Но може да се използва не само за метални конструкции в строителството и машиностроенето, както често се смята. Тези продукти са необходими и за селскостопанска техника и закрепване на релси. Основната характеристика е пригодността за такива монтажни фуги, които са изложени на много големи натоварвания, и поради което не могат да се използват стандартни методи за фиксиране. Такива крепежни елементи са търсени дори в най -"тежката" конструкция - при изграждането на мостове, тунели, високи кули и кули.
Всички части от болтове с висока якост, разбира се, трябва да имат повишена надеждност и механична якост. Всички връзки, където се използват такива крепежни елементи, са класифицирани в категория, устойчива на срязване. Когато използвате такива крепежни елементи, не е необходимо да разгъвате или почиствате дупките. Можете да завиете болт с висока якост не само в метал, но и в стоманобетон.Отделно трябва да се каже за шестоъгълните болтове.

Има и продукти с намалена височина на главата (и един от техните подвидове е предназначен за малки ключове). Продуктите с вътрешен шестоъгълник обаче са добри поради:
-
повече удобство;
-
повишена здравина;
-
оптимална надеждност.


4.2. Сглобяване на връзки на болтове с висока якост, когато е необходимо напълно разглобяване на връзките
Ако е необходимо, завършете разглобяването
връзките трябва да бъдат премахнати от проектното натоварване на специално проектирано
проектиране и възстановяване на възела по следната технология:
4.2.1. Технологичен процес
сглобяването на връзки осигурява:
- инспекция на конструкции и проверка
тяхното съответствие с изискванията на проекта и главата на SNiP III-18-75 (по отношение на точността на производствените структури);
- подравняване на дупки и фиксиране
в проектното положение на елементите и свързващите части с помощта на монтажни тапи
(10% от броя на отворите, но не по -малко от 2 бр.);
- инсталиране без задръствания
отвори за болтове с висока якост;
- геометрична проверка
размери на сглобени конструкции;
- плътна замазка на опаковката;
- напрежение на доставения
болтове с висока якост за силата, осигурена от проекта;
- премахване на щепсели, включване
освободените отвори на болтове с висока якост и тяхното опъване спрямо дизайна
усилия.
4.2.2. Разлика в дебелината
елементи, припокрити от наслагвания, определени преди поставянето на наслагвания с
използвайки линийка и щуцер, не трябва да надвишава 0,5 мм.
4.2.3. С разлика в самолетите
части, които се съединяват от 0,5 до 3 мм, за да се осигури гладко огъване на облицовката
ръбът на стърчащата част трябва да бъде загладен с шкурка на разстояние до
30 мм от среза на детайла с наклон не по -стръмен от 1:10. С равнинна разлика над 3
мм, трябва да се използват уплътнения. Използването на уплътнения трябва да бъде договорено
с проектантска организация.
4.2.4. Дължини на болтовете
се избират в зависимост от дебелината на опаковката ().
4.2.5. При пробиване на дупки
в елементи с обработени повърхности не трябва да се използва охлаждане
течности, съдържащи масло.
4.2.6. Сглобяването на връзките трябва да бъде
произвеждайте директно върху болтове и тапи с висока якост. Прилагане на други болтове
качеството на сглобяване е забранено.
4.2.7. Всеки болт
е монтиран във връзка с две шайби с висока якост (едната е поставена под
главата на болта, другата под гайката).
4.2.8. Ядките се затегнаха
проектни усилия, нищо не е допълнително фиксирано.
4.2.9. По време на инсталацията
болтове с висока якост, гайките трябва да са свободни (ръчно) завинтени върху резбата.
В противен случай гайката или болтът трябва да бъдат сменени, а отхвърлените болтове и
изпратете ядки за повторна подготовка.
Материал
Здравината на закопчалката е един от най -важните параметри, характеризиращи хардуера. Силата на закрепването директно зависи от вида материал, от който е направен. В зависимост от якостните характеристики се избира металът за производство и начинът на неговата термична обработка.
Най-често стандартните болтове са направени от легирана и нелегирана стомана. Но в някои случаи те могат да бъдат направени от други метали, като мед, алуминий, които се използват в случаите, когато няма нужда да се постигне висока якост на крепежните елементи. За направата на бижута, крепежните елементи могат да бъдат направени от благородни метали като злато, сребро и други.
Много често, за да се подобрят техническите характеристики на хардуера, се използва специално покритие, което предпазва крепежния елемент от влиянието на околната среда (влажност, вода, температурен диапазон, химикали).
Сред най -често срещаните покрития могат да се разграничат следните сортове:
- Цинк. Дебелината на цинковото покритие може да варира в зависимост от изискванията. За болтове, използвани в домакински уреди, дебелината обикновено е малка. Но за индустриалните крепежни елементи обикновено е до 25 микрона.
- Кадматизиран.Не е много често срещан тип болт поради токсичните свойства на кадмий. Поради това те се използват в редки случаи, когато покритието от други материали не позволява постигане на желаните експлоатационни характеристики.
- Никел. Обикновено се използва за крепежни елементи, използвани в производството на мебели. Никелът увеличава само декоративните характеристики, практически не променя експлоатационните характеристики.
- Фосфатиране и окисляване. Те се използват за създаване на защитен слой върху повърхността на болтовете поради окисляването на основния метал.
- Цинк ламеларен. Те стават широко разпространени, тъй като могат да увеличат живота на скрепителните елементи няколко пъти.
3 Връзки във VPB-ключови разпоредби на SNiP III-18-75
Посочените Sannorms описват правилата за производство на метални конструкции. Те покриват всички съществуващи болтови връзки с висока якост:
- С лагерен хардуер. При тях прехвърлянето на срязващи сили се осъществява чрез смачкване, срязване и триене.
- Фрикционен. В този случай силите се предават изключително чрез триене.
- Заварени с болтове, болтови нитове и залепени с болтове.
- Фланец Такива болтови връзки с висока якост се използват в конструкции, в които крепежните елементи работят само при огъване (гъвкави фланци) или при опъване (твърди фланци).
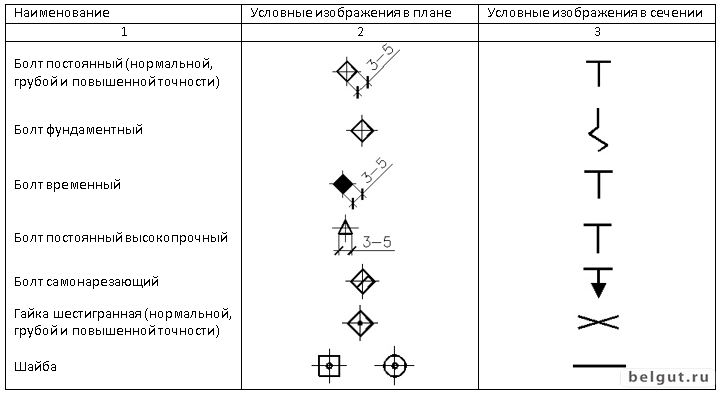
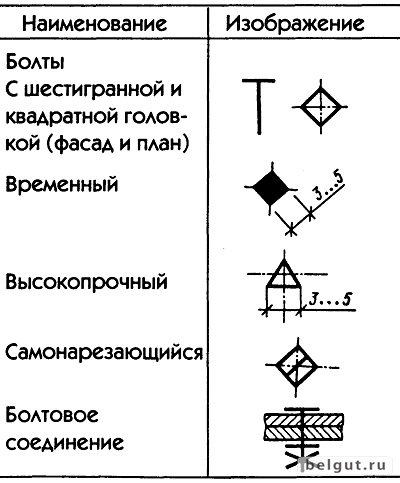
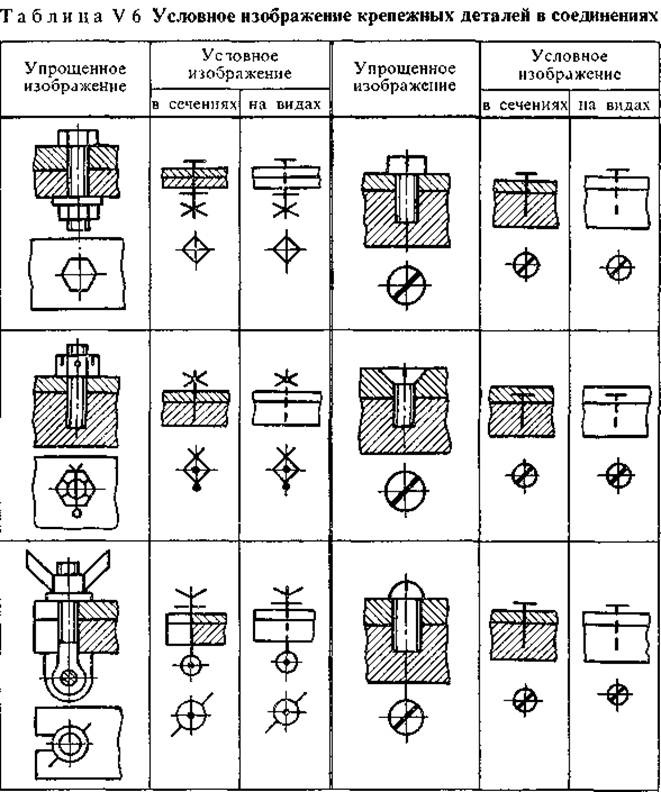
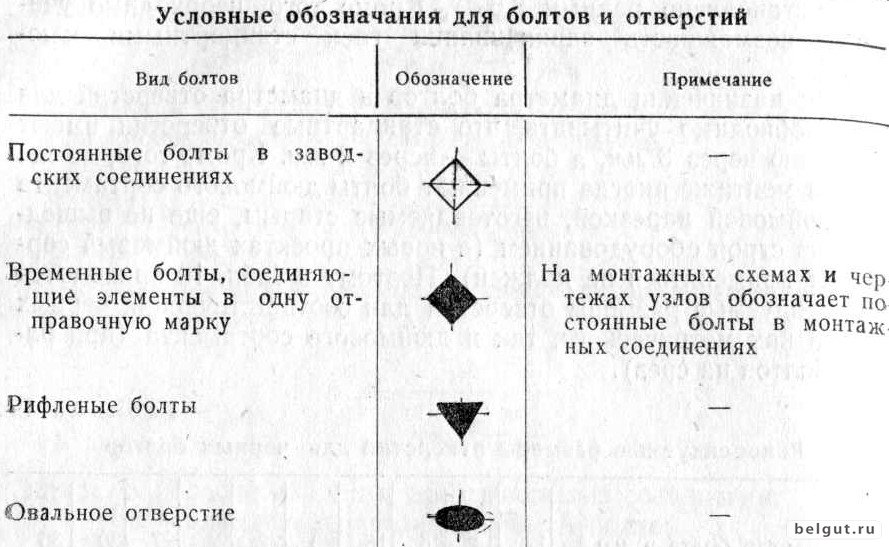
Отделно отбелязваме, че всяка фрикционна връзка е проектирана съгласно специални стандарти. Те са изложени в SNiP II-B.3-72. Други видове връзки са разработени според спецификациите на конкретен производител на работа. Те могат да бъдат различни. Всички болтови връзки имат собствено обозначение в чертежите. Той остава непроменен от 1968 г., когато Държавният стандарт 2.315 е влязъл в сила.
 Закрепване на болтове с висока якост
Закрепване на болтове с висока якост
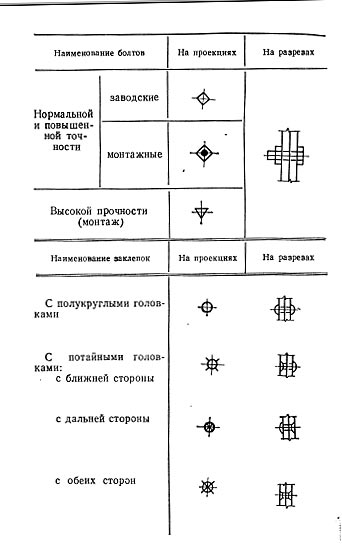
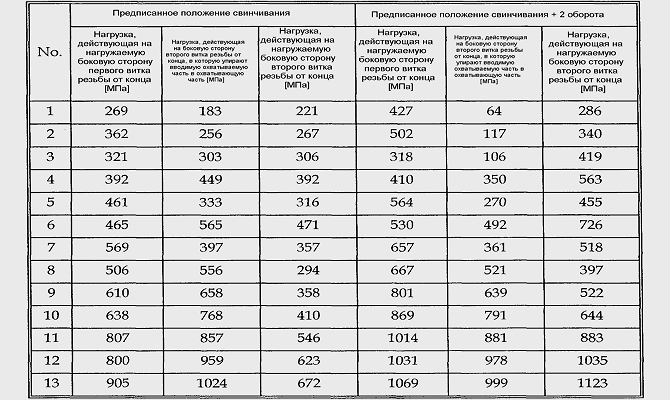
Обозначението на VPB с фрикционна връзка има формата на обикновен триъгълник. В чертежите на метални конструкции, които се сглобяват с помощта на VPB, са посочени методите за пробиване на отвори и техните номинални напречни сечения, както и вида на свързването. Тези данни са налице на първо място. В допълнение, чертежите на SNiP изискват да бъдат посочени следните характеристики:
- степента на сплавта, от която са направени болтовете (40X Select или други стомани), както и GOST за производството на последните;
- аксиална сила и метод на опъване на VPB;
- коефициент на триене;
- възможност за обработка за контакт на части;
- спецификация на болтове, шайби и гайки;
- коефициент на устойчивост (временен) на скъсване на крепежни елементи.
SNiP предявява специални изисквания за изпращащите части от метални конструкции, които са свързани чрез болтовете, разглеждани в статията. Обикновено те се сглобяват в устройства, предназначени за това (най -често в проводници) със скоби за закрепване. Отворите за монтажен хардуер са пробити за конструктивната секция на VPB (посочено е на чертежите). Диаметрите на отворите се избират, като се вземат предвид работните условия на конструкцията
Също така в този случай се взема предвид коефициентът на устойчивост на срязване на конструкциите.
Заключение
За крепежни елементи ГОСТ 27017-86 установява терминология за различни форми на проектиране. Номенклатурата на крепежните елементи, установена от стандарта, е задължителна за използване във всички видове документация и литература, използващи тези стандарти. Определенията за различни видове крепежни елементи, установени от GOST, могат да бъдат допълнени чрез въвеждане на производни знаци и характеристики на крепежни елементи, разкривайки значението на използваните в тях термини, посочвайки обектите, включени в обхвата на дефинираната концепция.
Библиография
- Йосилевич Г. Б., Строганов Г. Б., Шарловски Ю. В. Затягане и заключване на резбови връзки .. - М .: Машиностроение, 1985. - 224 с.
- Гулд Д., Микич М. Зони на контакт и разпределение на налягането в болтови съединения // Проектиране и технология на машиностроенето. 1972. No 3 ... - С. 99.
- Retscher F. Машинни части: в 2 тома .. - М .: Gosmashmetizdat. 1933-1934
Достъпвайки до тази страница, вие автоматично приемате