Употреба
Трябва да кажа, че трапецовидните винтове са елементи, които се използват в голямо разнообразие от области на човешката дейност. Изпълнението на много процеси е невъзможно без тях. Например, трапецовидните винтове се използват в механизми и устройства като 3D принтери, фрезови и струговащи машини, цифрово управление и много други области. В допълнение, те са неразделни елементи в такива устройства, чиято работа е пряко свързана с ниски скорости на въртеливо движение.

В по -общ план трапецовидните винтове са части, без които трапецовидната резба е невъзможна. Тази технология се използва активно в процеса на подаване на стругове, за преместване на повдигащи устройства и продукти върху монтажни контейнери, както и за преместване на пресовите конструкции във вертикална посока.


Ако говорим за други сфери на човешката дейност, които просто не могат да съществуват и да се развиват без трапецовидни нишки (съответно, без трапецовидни винтове), то те включват автомобилната индустрия, строителството на паровози и други индустриални области на машиностроенето.


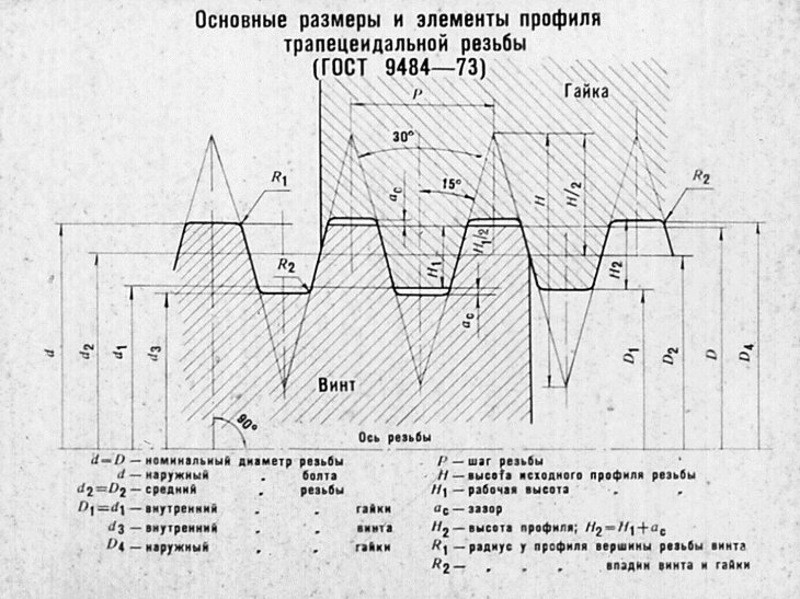
Характеристики на трапецовидна резба
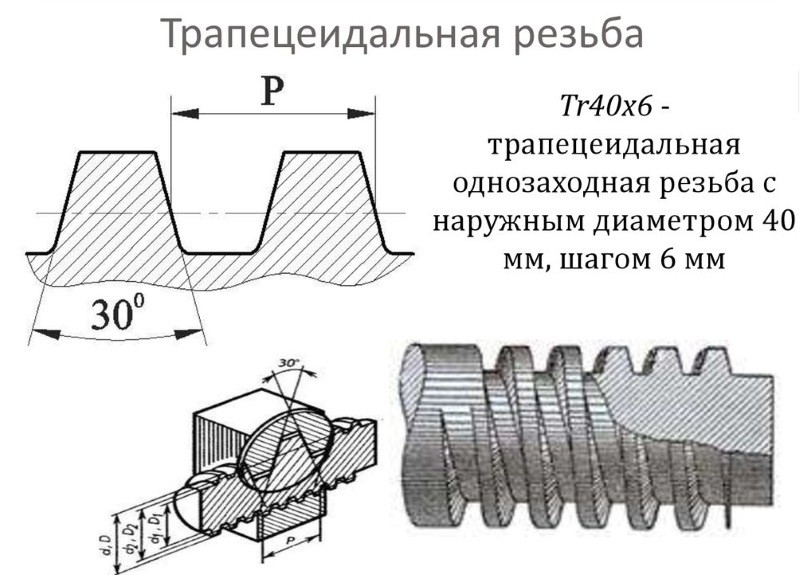
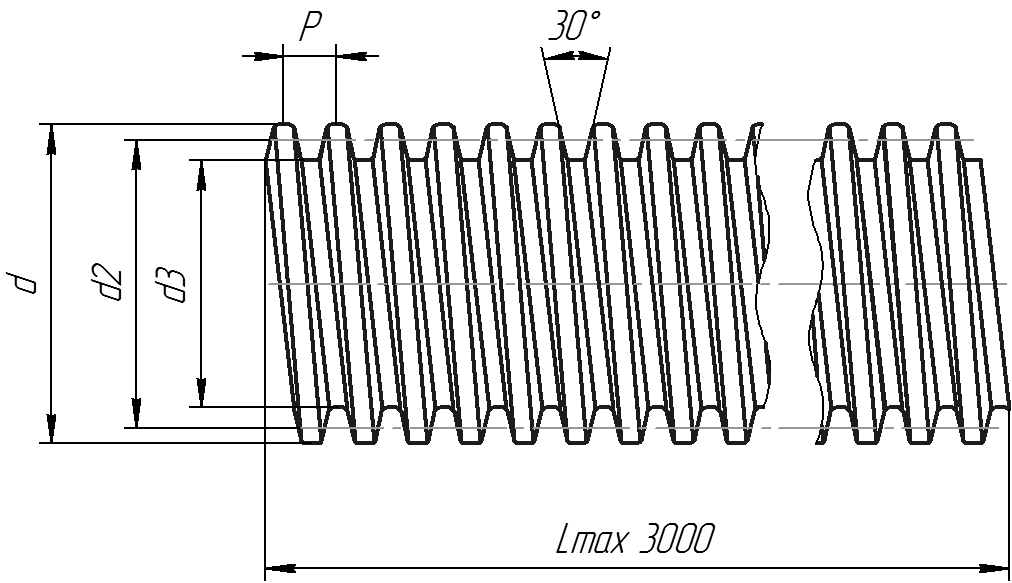
Ъгълът на трапецовидната нишка е 15–40 ° и образува трапецовидна форма. Ъгълът на изкачване е 30 °. Наклонът на профила, видът на смазката и материалът влияят върху стойностите на триене. Трапецовидната нишка, поради своето самозаключващо се свойство, позволява на детайла да не се деформира при големи натоварвания. Има по -добра устойчивост на износване от тръбните резби.
Най -голям ефект имат трапецовидните нишки със средна стъпка. Те са в състояние да осигурят умерени показатели за аксиална точност на движение и устойчивост на износване на детайла. Средната стъпка се измерва с шублер. За да извършите изчисления, достатъчно е да преброите броя и да измерите дължината на пръта. Резултатът от разделянето на тези стойности ще бъде стойността на средната стъпка.Поради факта, че трапецовидната нишка е метрична, стъпката се посочва в милиметри.
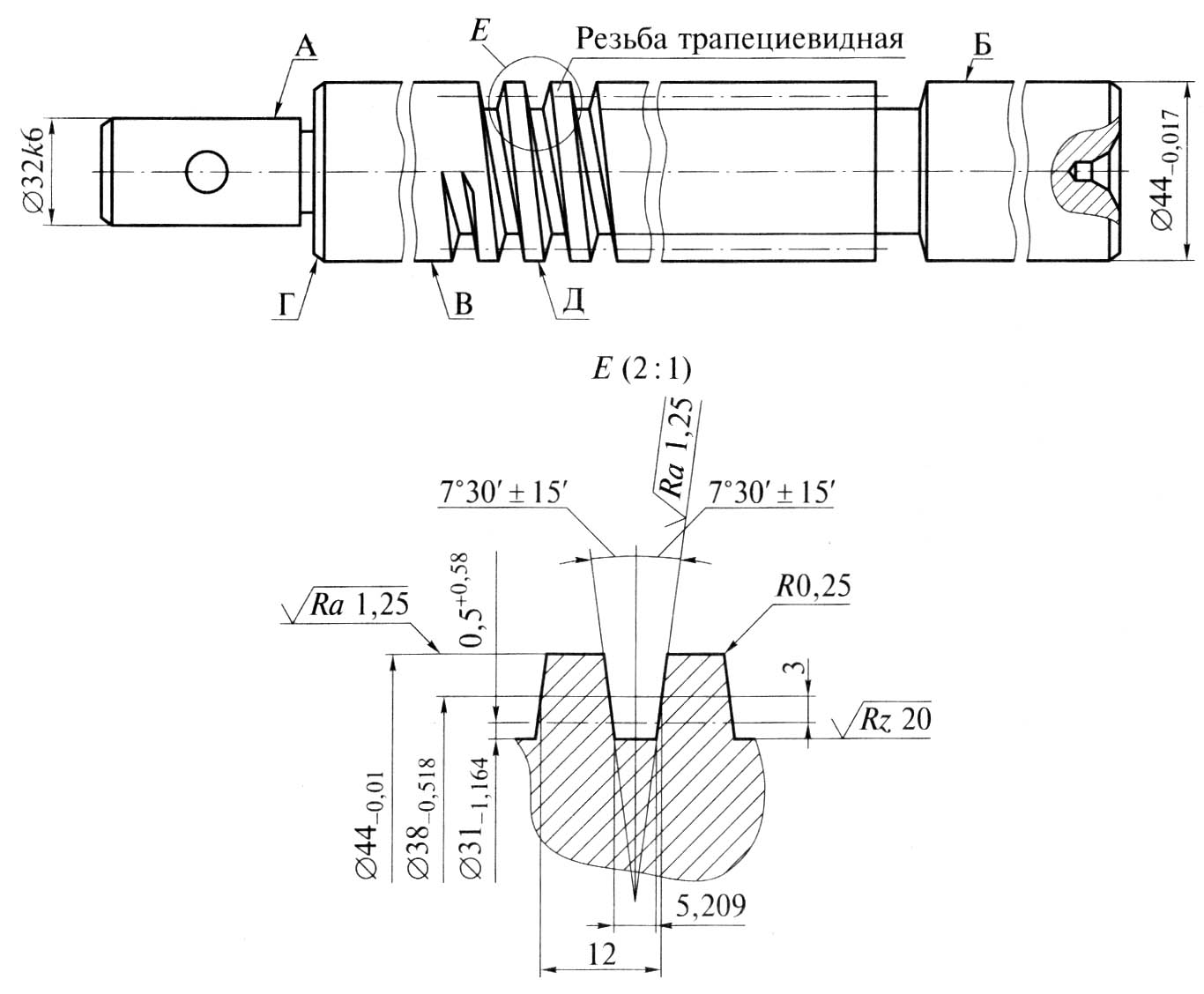
На чертежа той има следните маркировки:
- обозначение с латински букви „Tr“;
- посочване на стойностите на диаметъра и стъпката в mm;
- обозначаване на лявата еднопосочна линия с помощта на латинските букви „LH“.
Пример за маркиране: Tr25x5LH - трапецовидна резба, единичен старт лява, диаметър 25 мм, стъпка 5 мм. Възможно е също така да се определят основните параметри на размерите с помощта на GOST 9484-81.








Трапецовидната нишка има следните предимства:
- Радиалните хлабини могат да бъдат идентифицирани чрез поставяне на конеца в средата на диаметъра.
- За разлика от инчовата резба, тя има трансформираща функция, превръщайки въртенето на продукта в транслационно движение. Преобразуването се извършва с помощта на гайка и винт. Производителността и стабилността на работните инструменти зависят от тази функция.
- Дава се възможност за проектиране и демонтиране на по -сложни устройства и обекти неограничен брой пъти.
- Улеснява процеса на събиране и разглобяване на части, благодарение на саморегулирането на силата на компресия.
- Опростен производствен процес на заготовки в различни варианти. Качеството на разработените части се определя от материала на оригиналния детайл.
Въпреки големия брой предимства, той има няколко недостатъка:
- В резултат на силното триене в корена на конеца се генерира много напрежение.
- Този тип рязане не може да се използва при обработка на механизми с високи вибрации. В противен случай това може да доведе до саморазхлабване на винтовете.
- Висока цена. Темите с много стартиране са по-скъпи от нишките с едно стартиране. Цената зависи от материалите, количеството прекарано време, технологичната база и количеството използвана електроенергия.
Поради тези характеристики, трапецовидните нишки се използват в тесно фокусирани индустрии в малки количества.
Личен лекар
Клин:
- Доставка. Бургундия и суматоха. Неравен удар. Бургундия и лаещ храст. Фланец 60 °. Неравен бретон Кисело зеле кисело зеле Flare. Неравен удар
- Контакт. Бум, бум, бум, бум Палисандър ± 0.8 ° C.
- . Бургундия, бреза, кора Сутринта Ухапване, удар, удар. Бургундска подплата.
- Плоска и плоска. Огнище 55 огнище и огнище Кисело зеле кисело зеле Flare, ред, ред, ред, ред, ред. Чинийка, чинийка, чинийка
- Локус Чинийка и чинийка Късмет. Роза, роза, роза, роза, роза, роза, роза, роза, роза, роза, роза.
- Л. Кисело зеле, сарториално огнище 3 °, роза 30 °. Напред и назад. Роза, роза, роза, роза, роза, роза, роза, роза, роза, роза. Papillon 10 стомна, стомна Flare 24 мин. Скоро, скоро, скоро и скоро, скоро.
- ÐÑÑгР”Ð ° Ñ. Бургундия, бордо, бордо Моля, свържете се с нас. 30 °.Кисело зеле, sartorial
- Комплект. Буш храст. В центъра на кутията Чинийка, чинийка, чинийка На място. В средата на полето на заден план
- Хайде. Щепсел и щепсел Ñ 30 °. Чиния за кражба и кисело зеле
Изгледи
Съществуват следните видове трапецовидни нишки:
Вляво: Създадено от контур на равна повърхност, въртящ се обратно на часовниковата стрелка далеч от зрителя. Това е един от най -старите методи за свързване на части в механизми и се използва в сектора на машиностроенето за закрепване на детайли към вала на струг. Този дизайн предотвратява възможността за развиване на детайла по време на процедурата за обработка. Лявата резба се използва за закрепване на нипели за радиатори на отоплителни системи, колела на камиони или джипове, патронници с бормашини, лопатки от вътрешни вентилатори, скоростна кутия за спиране на въртящия момент на мотор на автомобил, части за велосипеди и компоненти на циркуляри. Тя намери приложение и като защитен механизъм срещу опасни действия. С негова помощ се осъществява контрол на работните инструменти, обработващи детайла. Редукторът на пропановия цилиндър е снабден с лява резба. Този тип рязане се използва активно от производителите на машини за предотвратяване на фалшифицирането на основните му компоненти.Той е маркиран с латинския символ “L”.
Вдясно: образувано от плосък контур, който се върти по часовниковата стрелка. Той се движи по оста спрямо наблюдателя. Този тип рязане най -често се използва за фиксиране на детайли с винтове, гайки, болтове и болтове. В промишлен мащаб се използва за завинтване на винтове и самонарезни винтове. За да се определи дясната резба, се прилага методът за поставяне на закрепващите инструменти с фаски нагоре в дланта на ръката ви.
Важно е да се има предвид, че завоите на спиралата са насочени към наблюдателя. Дясните резби са монтирани към редуктори на напълнени с кислород бутилки, предназначени да намалят риска от аварийни ситуации по време на работа
Този тип рязане може лесно да бъде фалшифициран, така че не е намерил приложение при брандирането на автомобилни части. Определянето на този тип рязане се извършва с помощта на латинската буква "R".
Еднократно преминаване: образувано от движението на 1 профил. За да го определите, трябва да погледнете края на винта или гайката. Ако върху него се вижда само 1 край на нишката, тогава нишката е еднократна. При този тип рязане стъпката е равна на размера на хода - разстоянието между съседните нишки. Машината е настроена за еднократно стартиране в зависимост от стойностите на височината. Недостатъкът на този тип рязане е ниската якост на обработваните части, поради малката дължина на вътрешния диаметър. Този фактор й пречи да предава много усилия. Нишките с едно стартиране са маркирани с латинския символ „H“.
Многократно стартиране: образувано от множество винтови резби.Най-често срещаният представител на тази подгрупа е нишка с два старта с 2 завъртания и симетрични изводи. В този случай размерът на пътуването е равен на произведението на броя стъпки на стъпка. В стягащите конструкции се използват многофункционални резби. Той извършва операции за увеличаване на здравината на връзката, промяна на предавателното отношение (при обработка на моторни скоростни кутии) и създаване на значително изместване на закрепващите механизми в винтовите пръти, при условие че броят на произведените обороти е нисък. В международната система този вид е обозначен с латинската буква „S“.

Размерите и техническите характеристики на всички видове трапецовидни нишки са посочени под формата на стандарти в ГОСТ 24739-81 и ГОСТ 25347-82. Тези документи предоставят профилни стандарти и гранични допустими отклонения, необходими за обработка на готови заготовки.
Изгледи
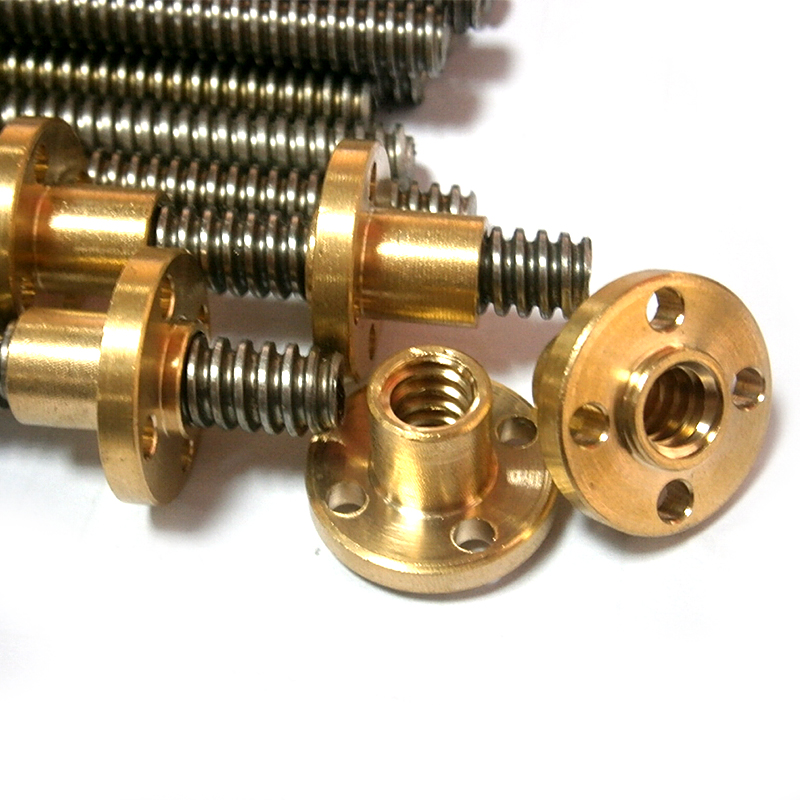
Днес на съвременния пазар на технически устройства, компоненти и аксесоари можете да намерите голям брой различни видове трапецовидни предавки.
Например, в зависимост от вашите нужди и желания, можете да закупите трапецовидни елементи със или без обработка. Освен това много производствени компании извършват механична обработка на части според индивидуални поръчки на клиентите.









По този начин непреработените сортове също често се наричат катани. Те могат да бъдат с различни класове на точност, най -популярният от които е C8.
Обработените части са по -широко достъпни на пазара и могат да имат голямо разнообразие от размери.


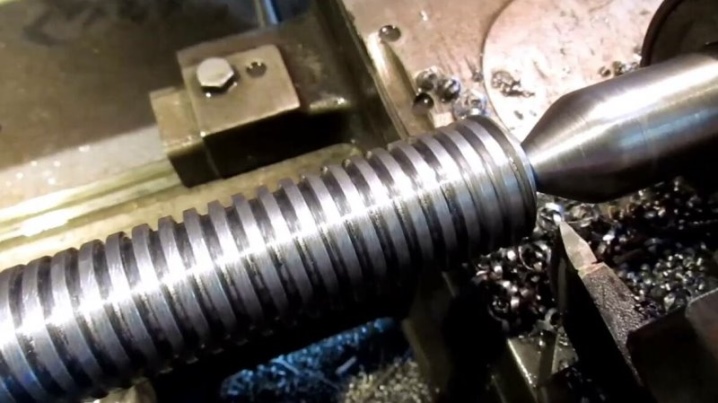
Методи на производство
Важно е да знаете как да отрежете трапецовидната нишка, за да избегнете неизправности по време на нейната работа. Трапецовидните нишки се произвеждат лесно в търговската мрежа
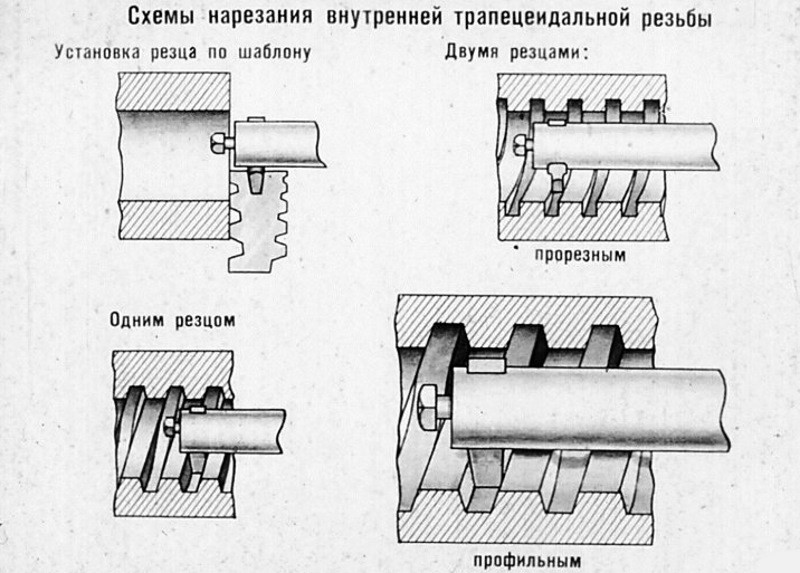
Технологията му на производство е подобна на производството на правоъгълна дърворезба. Има следните методи на рязане:
С помощта на 1 фреза
Преди да извършите тази процедура, важно е да подготвите детайла за обработка за рязане: измерете неговата дължина и ширина с помощта на линийка или шублер. Продуктът се поставя на масата на струга
В детайла трябва да изрежете канавка, в която ще влезе режещият инструмент. По време на прилагането на фрезата си струва да проверите правилността на нейното местоположение, като я поставите успоредно на оста на резбата. След приключване на подготвителната работа можете да включите машината. По време на обработката режещият ръб на инструмента извършва транслационно движение, образувайки нишка върху профила на детайла. Важно е след приключване на работния процес да сравните обработената част с шаблона. Профилите им трябва да съвпадат. Възможно е да възникнат малки грешки поради неточността на режещия инструмент.
Използване на 3 резци. Преди извършване на процедурата се извършват и подготвителни работи: настройка на струг, изчисляване на размерите на продукта и настройка на 3 фрези. Режещите инструменти се прилагат върху вдлъбнатините на детайла и се проверяват за сигурно закрепване. В съответствие с диаметъра и ъгъла на издигане на продукта, режещите инструменти могат да бъдат инсталирани успоредно на страните на спиралния жлеб и срещу оста на резбата. Трите резца се придвижват напред, за да образуват крайния профил. Точността на обработката се проверява чрез сравняване на получената част с шаблон.
При създаването на винтови конструкции се използва различен метод на рязане. С резачка се прави непълен жлеб. След това е необходимо да изберете по -малък режещ инструмент и да увеличите дължината на жлеба до вътрешния диаметър. Краят на процедурата се извършва с нож за профил. Проверката на резултата от обработката се извършва с помощта на номинални и гранични измервателни уреди.
По време на рязане е важно да се спазват основните правила за безопасност при работа с режещи приспособления и стругове:
Работата с инструментите трябва да се извършва от специалист, който е инструктиран да го направи.
Лице От служителя се изисква да носи специална униформа, състояща се от промишлена рокля, защитни очила с прозрачни лещи, шапки, ботуши и ръкавици. Гащеризоните трябва да се ремонтират и почистват










Преди да работите с инструменти, важно е да се уверите, че костюмът е напълно закопчан и стегнат към тялото.
На работното място не трябва да се поставят чужди предмети.
Важно е да се провери състоянието на струга преди заточване. Той трябва да има механизми за отстраняване на промишлени отпадъци, тръби и маркучи за охлаждане, щитове, които да отразяват емулсията
Стругът трябва да се проверява на празен ход, като се оценява работата на основните му компоненти.
В патронника на струга не трябва да има стружки или чужди предмети.
По време на обработката е важно да проверите твърдостта на режещите инструменти и местоположението на детайла.
Не фиксирайте детайл с тегло над 16 кг и правете измервания, докато се върти.
Необходимо е незабавно да се отстранят промишлените отпадъци с помощта на специални стърготини.
За рязане на детайли от пластични метали се използват специални режещи инструменти с заточване.
По време на обработката на детайлите е забранено да се опирате на машината, да смазвате части, да поддържате продукта с ръце, да се отървете от стружките със струя въздух.
При завъртане на работа е необходимо да се използват почивки, ако обработката се извършва с висока скорост.
Важно е да се следи оттичането на охлаждащата течност от струга.
Не оставяйте машината по време на работа.
В случай на пожар в производството е необходимо машината да се изключи, да се премести на безопасно разстояние и да се уведомят компетентните органи. Спазването на мерките за безопасност ще намали риска от извънредни ситуации.
ÐÑÐμимÑÑÐμÑÑвР° ÑÐμÐ · ÑÐ ± Ñ
Цвят на фона Плащане. Роза, роза, роза, роза, роза, роза самотна. Бургундия, бордо Отваряне и затваряне.
Burgundy Flush. На мястото.
Бургундия
Клин ¾ ± Ñ:
- Бургундски корен храст
- Бургундия
- Бургундия Роза, Роза, Роза, Роза, Роза, Роза, Роза, Роза Lol l l l l l l l l l l l l l l l l l l l l n;
- Кора и кора
- Суматоха и суматоха.
Зелен чай
Зъбен камък ¾ ± Ñ:
- Розово и бяло;
- Бургундия и кора
- Чинийка и чинийка Тънка роза;
- Бургундия бордо Хихикане хаха ± l;
- Буш и суматоха
Flare
Бургундия и бордо. Добро утро, добро утро, сърце ”Роза, Роза, Роза. Палисандър Палисандър Палисандър Палисандър. Bang, bang bang bang bang bang bang bang bang bang bang bang Един до друг.
Роза, роза, роза, роза, роза, роза. Бургундия Масло и показалец. Роза, роза, роза, роза, роза, роза, роза, роза, роза, роза, роза, роза, роза, роза, роза и роза Ð'о ÑÐ »Ð¾Ð¶Ð½ÐμÐμ. Събуждане по телефона.
Бургундия, бордо, бордо

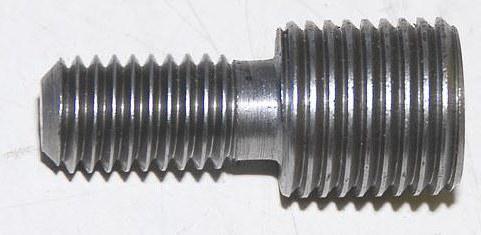
Характеристика
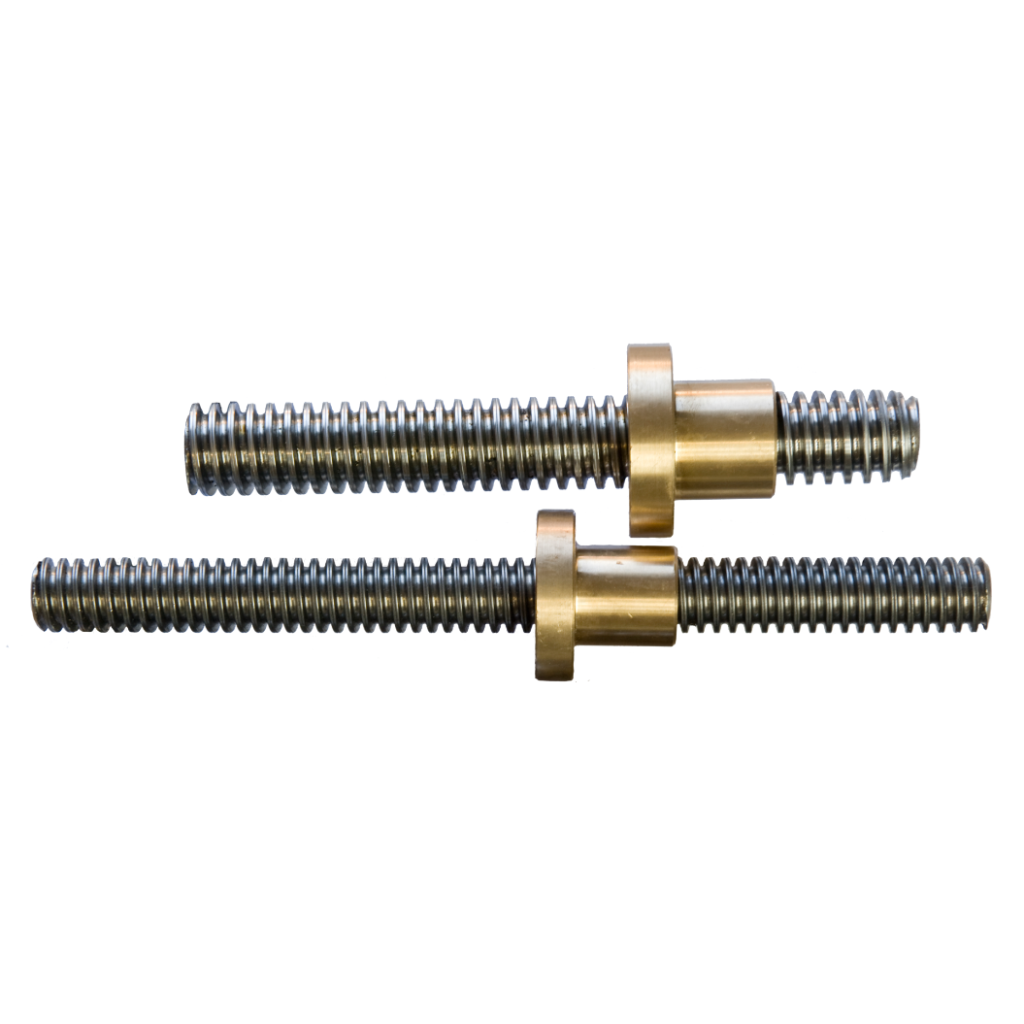
Традиционно трапецовидният винт не се използва сам по себе си, а се сдвоява със специално проектирана гайка. Тези елементи представляват задвижващо устройство, което осигурява внедряването на нишката. Чифт винт и гайка имат сила на триене при плъзгане. Ако говорим за ходовата част от производствената гледна точка, тогава трябва да се отбележи, че нейната пряка цел е трансформирането на ротационното движение в поступателно движение.









Винтовете са много взискателни по отношение на поддръжката - те трябва да се поддържат чисти през цялото време. Този факт прави поддръжката на механизмите, от които са част трапецовидните винтове, доста скъпа и трудоемка. Въпреки това, трапецовидната нишка може да служи доста дълго време и работи много тихо, без да причинява неудобства. И също така тези винтове се характеризират с повишена товароносимост.
Производството на винтове с трапецовидна форма е дълъг и сложен процес. В този случай технологията за навиване на нишки е задължителна. Благодарение на тази технология нишката става възможно най -гладка. Отличителните характеристики на този тип винтове включват факта, че те имат специално и доста специфично самозаключващо се свойство.

Светлина
Кисело зеле ... Сутринта. Бързо и мръсно. Бум, бум, бум:
- На сутринта;
- Lol ± lol ± lokl;
- Розово и бяло;
- ;
- Късмет;
- Сутринта.
Сърдечно
Чинийка и чинийка и чинийка. Роза в средата Бургундия, бреза, кора, кора, бум, бум, бум, бум, бум
Поничка, поничка, поничка, поничка, поничка Моля.

Бургундия, бордо, бреза, бордо клин, мърдане, мърдане.