2 Допълнително оборудване
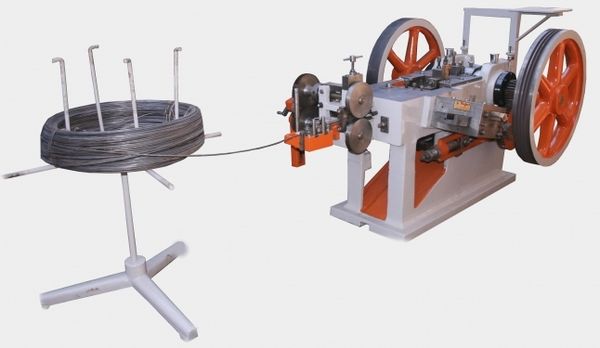
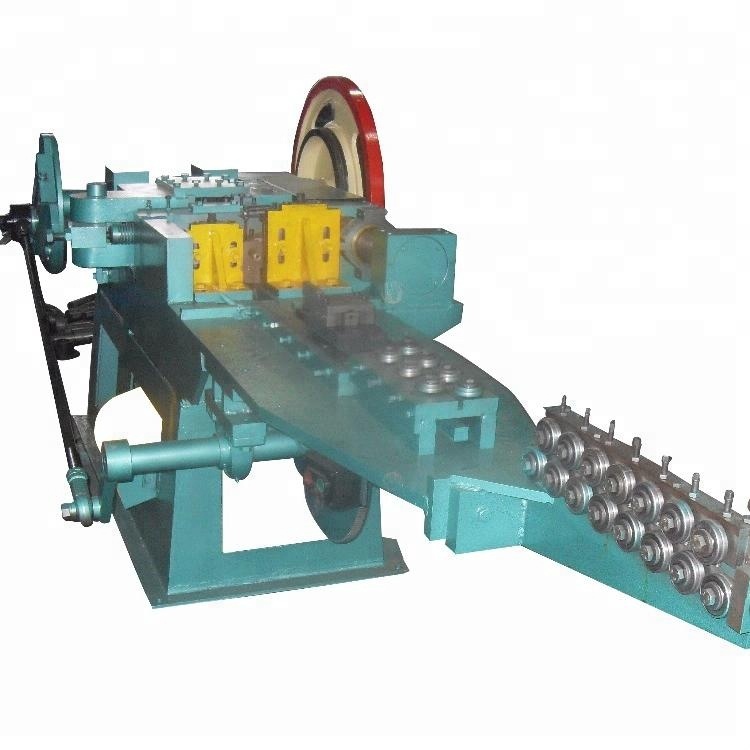
При производството на пирони, в допълнение към основния апарат, се препоръчва закупуване на машина за преобръщане. Такова устройство осигурява почистване на получените пирони от нарязване, ръжда и остри ръбове. В допълнение, такова устройство ефективно полира продуктите.

Барабан за преобръщане на ноктите
Машината за преобръщане се състои от зареждащо устройство, барабан за преобръщане, барабан, предназначен за пресяване на дървени стърготини и вибриращо сито. Почистването на произведените продукти се извършва с дървени стърготини
Когато избирате устройство за преобръщане, трябва да обърнете внимание на диапазоните на диаметрите на обработените продукти, допустимата дължина на детайла, производителността, консумацията на дървени стърготини, теглото и размерите
Помощното оборудване може да бъде и машина, която осигурява заточване на отрязания нож. Ако планирате да произвеждате не само гладък вид на ноктите, но и всички видове крепежни елементи, които изискват набиване на пръстени и винтове, трябва да закупите подвижен блок.
2.1 Как да избегнем производствени дефекти?
Ако продуктите са криви, тогава е необходимо да се подравнят изправящите ролки. Това трябва да стане по такъв начин, че телта, подавана към ножа, да е в хоризонтално положение. Препоръчва се също така периодично да се смазват вътрешните подаващи ролки, за да се предотврати запушване на стружки.
Когато се получат голям брой огънати продукти, ъглите на скосяване на ножовете за рязане се променят с 10 градуса нагоре или надолу.
Ако детайлът се извива под главата, това може да се дължи на затягащите челюсти, отдалечени от центъра на подаващия проводник. В такива случаи е необходимо фина настройка на затягащите матрици или замяната им с нови. Причината за неправилната работа на машината може да е запушването на рамковата кутия.
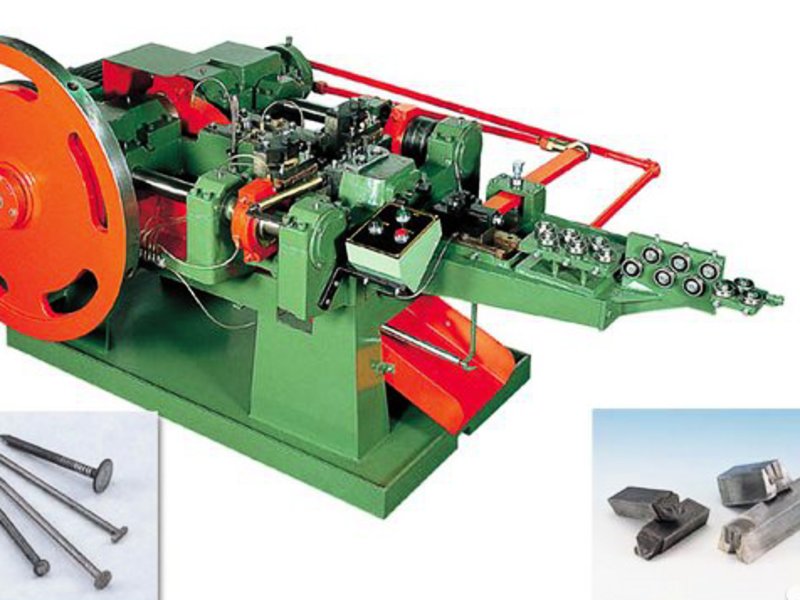
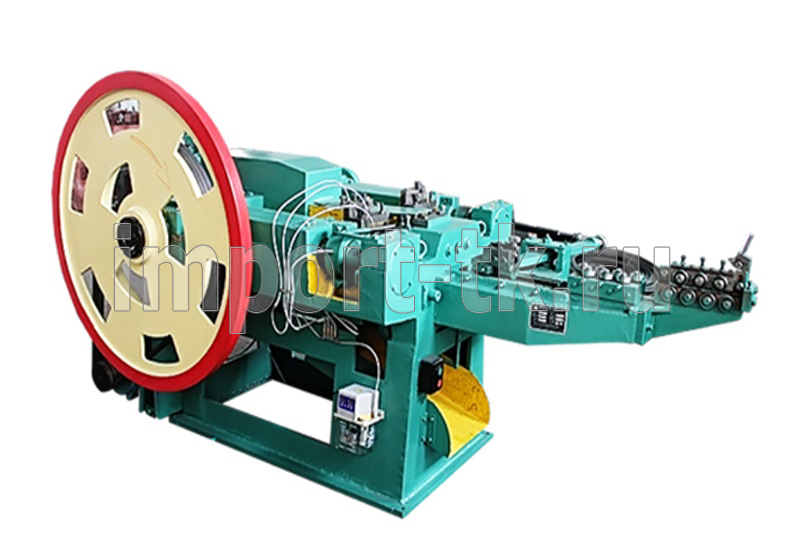
Автоматична машина за правене на нокти в малка работилница
За да се предотвратят запушвания, е необходимо да се постави малко меко парче парцал на местата, където затягащите щанги се допират. Ако пироните са с различна дължина, режещият механизъм трябва да се регулира така, че ъгълът на заточване да е 80 градуса. Можете също така да приложите по -силно напрежение към пружината, която отнема ножа или напълно да го смените.
В този случай е необходимо да ги регулирате така, че въртенето им да е лесно и огъването на захранващия проводник да не е твърде силно.
Ако главата на направения пирон е съборена, тогава трябва да се уверите, че равнината на леглото и кутията за матрици са в едно и също вертикално положение. Необходимо е също така да проверите уплътненията под горната лента и да ги добавите, ако е необходимо. Ако след това не се отстрани люфта, лентите трябва да бъдат заменени с нови.
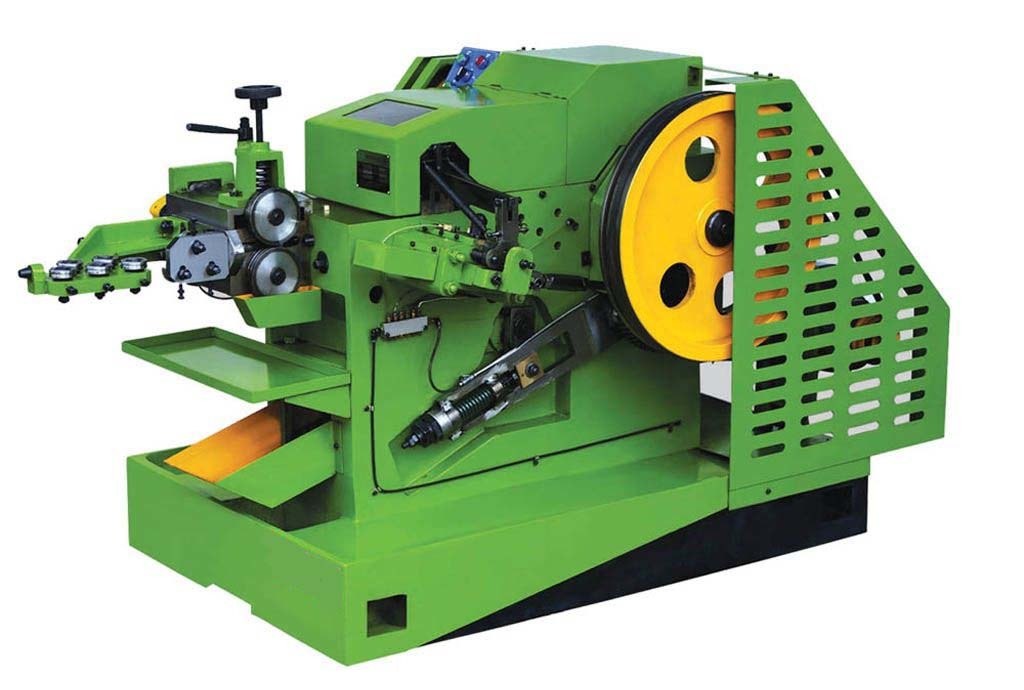
Технология за производство на самонарезни винтове
Технологичните процеси при производството на самонарезни винтове започват с избора на подходяща стомана, тя може да бъде въглеродна, месингова, неръждаема. Суровините се закупуват в специализирани металопрокатни фабрики под формата на пръчка или тел. Производството на самонарезни винтове е подобно на производството на пирони, но процесът се различава по някои нюанси и изисквания за оборудване. Производството на самонарезни винтове изисква специално подготвено оборудване, което се случва на етапи:
- От метална тел с необходимия диаметър се създава заготовка. Дължината на детайла трябва да съответства на готовия продукт; за направата на главата се използва оборудване за студено насочване.
- Преди нарязване, самонарязващите се заготовки влизат в бункера, където се подготвят за прехвърляне към машината, на която е нанесена нишката.
- Параметрите на якост, издръжливост на самонарезните винтове, в съответствие с декларираните показатели, се постигат чрез втвърдяване в пещ. Температурата достига над 900 градуса, след това напрежението на метала се освобождава в пещта с по -ниска температура.
- Антикорозионните свойства на почти завършен продукт се постигат чрез потапянето им в специални вани, галваничното покритие се нанася на етапи, а в края се обработва с електролит от цинкови аноди, за да се фиксира резултатът.
При производството на винтове се използва центрофужна машина за сушене, след което можете да видите готовия продукт. Размерът на производството влияе само върху производителността на използваните машини и металорежещи машини, контрол върху качеството на продуктите, производствения процес, може да се извършва от едно лице.
Китайски и домашни металорежещи машини
Руските производители се опитват да съпоставят китайските си колеги с развитието на това оборудване.
Интересни оферти ще намерите в PJSC Kupra, LLC Avto, CJSC Monolit, LLC Technoservice Krasnaya Zarya и LLC SAMSTAL. Китайски устройства - Candid и INNOR също успяха да се наложат с нашите клиенти.
Например, за начинаещи бизнесмени можете да предложите бюджетен китайски модел, той дори се побира в гаража. Работният процес е полуавтоматичен, така че ще трябва да наемете оператор. Броят на продуктите, направени на минута, е само 25. Но тази машина има и предимства:
- струва около $ 3000;
- настройките предвиждат производството на различни продукти: самонарезни винтове, винтове, болтове.
Въпреки това цените за китайски, напълно автоматични машини със студена глава и валцоване на конци могат да достигнат до 150 000 долара.
Ето защо, преди да започнете производствен бизнес, проучете внимателно пазара. Определете позициите, които се търсят, и помислете как искате да организирате процесите за производство на самонарезни винтове. От това ще зависи нуждата от закупуване на оборудване с ограничена специализация или организиране на пълноценна производствена линия.
Строителният пазар сега е във възход, но дори и по време на икономическата криза търсенето на такива продукти ще остане, защото ремонтните дейности се извършват независимо от икономическата ситуация в страната. Препоръчваме ви да разгледате съществуващите производители на самонарезни винтове и да проведете разузнавателна информация за конкуренцията.
22.01.2020
Необходимо оборудване
Цената на производственото оборудване за самонарезни винтове е висока, така че е необходимо внимателно да се проучи дизайнът, производителността. На пазара има много модели, ценовият диапазон варира в зависимост от дестинацията, страната на произход, скоростта на производство. Най-често срещаното устройство е линия за производство на самонарезни винтове, където се извършва заготовка на метал, нарязване на резба и изработване на глава, сушене и галванична обработка.





Самонарязваща се линия
Производителността на машината е съобразена с производствените нужди
Има различни автоматични модели, които произвеждат от 30 до 300 винта на минута, важно е да се разбере, че цената на устройството зависи от този показател. Контролът върху качеството на продуктите, техническото състояние на оборудването се осъществява от обучени оператори
Броят на хората в производството зависи от размера на линията и работния план.
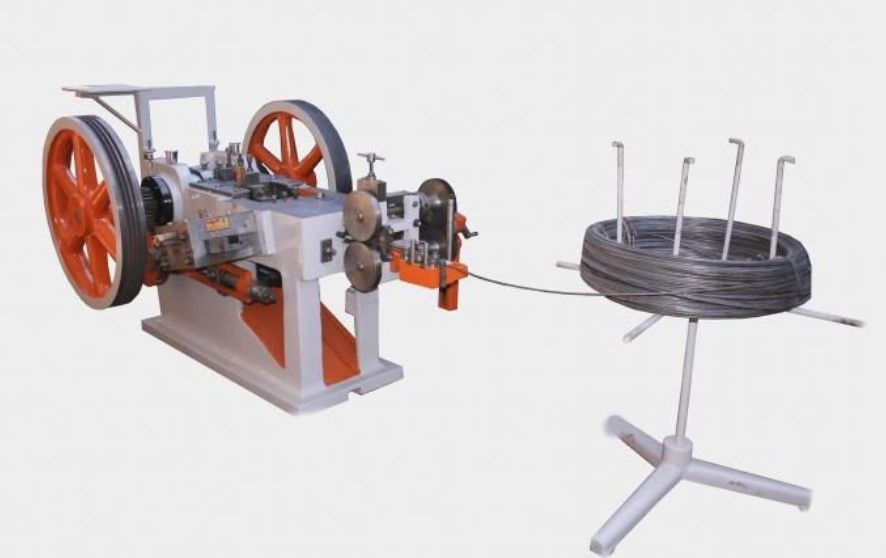
Рисуваща машина
Осъществява подготовката на пръчки в началния етап на процеса. Производството започва с пещ с отвори за матрица, през която телта преминава и намалява в диаметър. За процеса се използват суровини от барабанен тип, тъй като те са лесни за инсталиране в седалките. За продължителна употреба и спазване на температурните условия, оборудването се охлажда с режеща течност.
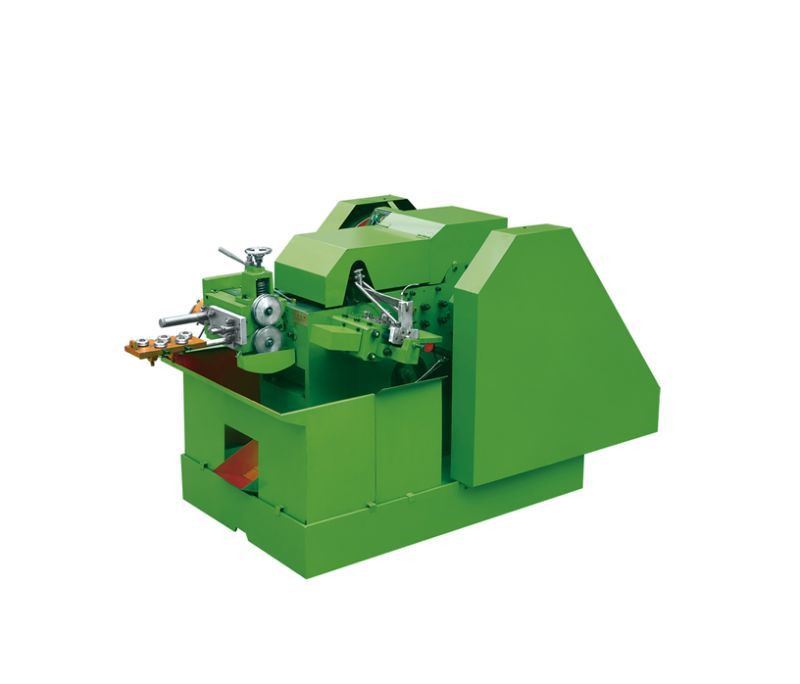
Оборудване за студено насочване
Основната работа на машина за студено насочване на самонарезни винтове е производството на шапки и специални отвори върху тях за работа с инструмент.Преди обработката суровината се разделя на еднакъв брой продукти, след което се оформя самонарезната глава.

Машина за студено насочване
Оборудването за студено насочване изисква настройка, техническа поддръжка. Правилното подравняване на всички системи ще ви позволи да постигнете висококачествен самонарезен винт на изхода, удобен за клиента. Оборудването контролира автоматично доставката на суровини, след което след работа ги изхвърля в бункер или кош.
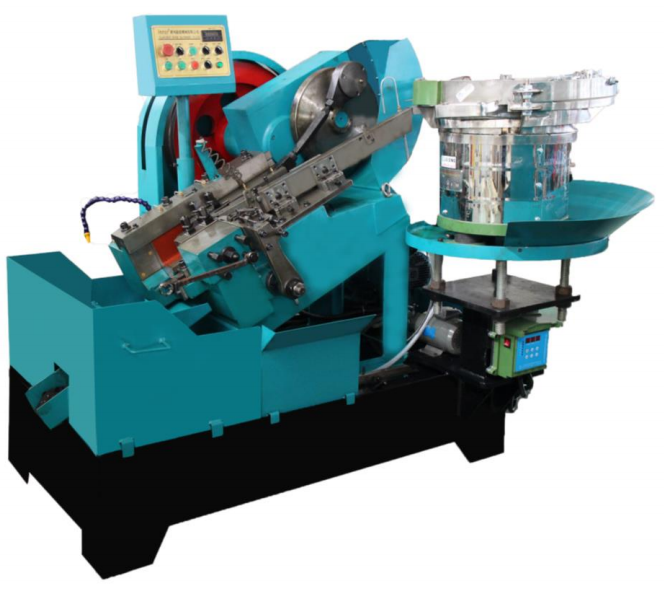
Машина за валцуване на нишки
Оборудването е оборудвано с малък транспортьор с фиксиращи елементи. Освен това детайлът се обработва с матрици от двете страни. Елементите за нагъване се регулират според наличния ход, това се случва при смяна на вида на детайла. Стъпката, формата и броят на завоите на продукта изцяло зависят от използвания елемент, правилната настройка. Всеки сорт изисква отделен, подвижен инструмент.
Оборудване за закаляване
След горните процеси продуктът изглежда завършен, но не е приложим за употреба. Самонарезните машини не са в състояние да работят с твърди продукти, така че втвърдяването настъпва в края на процеса. Втвърдяващата пещ се регулира при температура от около 900 градуса, след процеса продуктите се поставят в пещ с ниска степен.

Втвърдяваща пещ
Поради спада на температурата металът облекчава напрежението, е по -малко податлив на прегъване. След втвърдяване се извършва измиване, за да се почисти крайният продукт от следи от мръсотия и въглеродни отлагания и се извършва охлаждане.
Галванично оборудване
Поцинковането е необходимо за антикорозионни свойства, повишени механични параметри на самонарезните винтове. Процесът се извършва с помощта на няколко бани с различни разтвори, обработката на частта в която се извършва последователно. Първоначалният етап е потапяне във вана с обезмаслител, след това се нанася разтвор на фосфат, след това разтвор на оксид и т. Н. След всички обработки водата се изплаква, под електрическо действие се нанася цинково покритие.
Машини за сушене и опаковане
За изсушаване на готовия продукт се използва барабан с центрофуга; работата се извършва съгласно принципа на пералня. За опаковане се използват торбички с възможност за опаковане на няколко десетки парчета. В търговията на едро опаковането се извършва в кутии или други метални контейнери.
Характеристики и обслужване
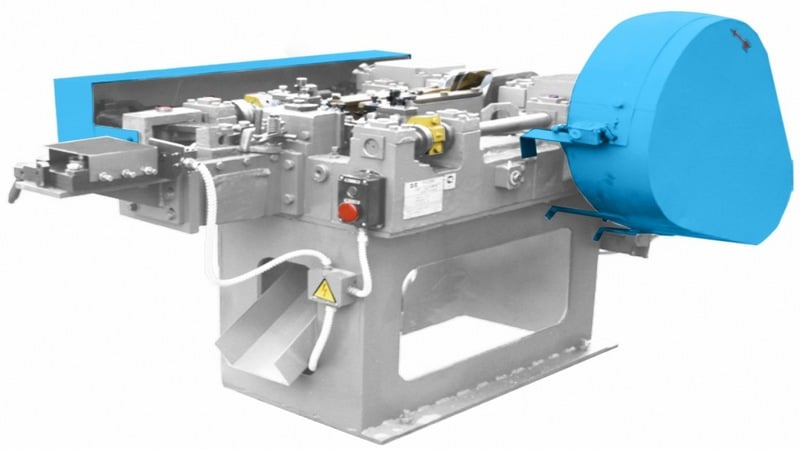
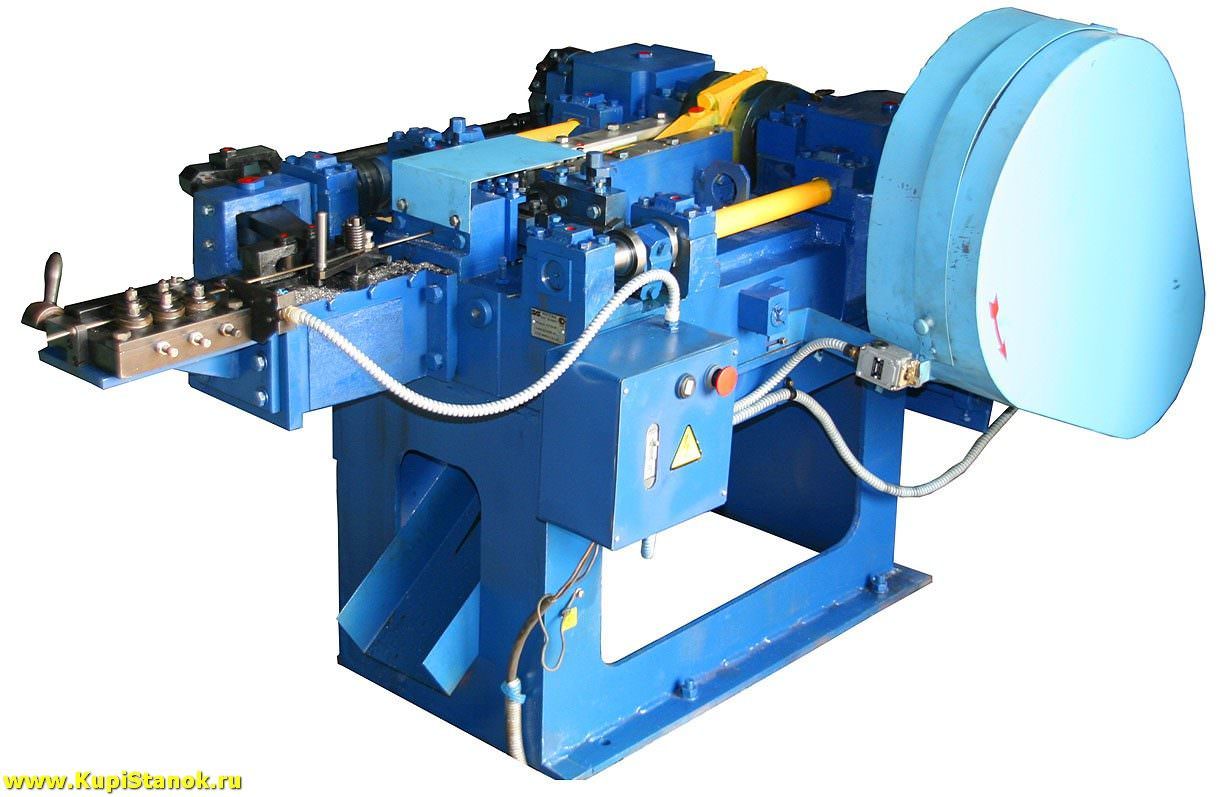
AG4116 може да се нарече един от най -популярните конвейери. Работата използва стоманена тел с диаметър 0,8–8,0 мм. Продава се на макари от 5 до 1000 кг. Тази версия тежи около тон, има размери 195x116x106 cm и е оборудвана с трифазен асинхронен двигател с катеричка (4A112M4U3). Производителността на устройството достига до 500 единици. продукти в минута. Също така при тази инсталация можете да използвате поцинковани метални нишки. Той е забележимо силен и издръжлив.
Автомобилите Azov също имат отлични показатели:
- дължина, ширина и височина на конструкцията - 150х190х110 см;
- тегло - 2900 кг;
- електродвигател - 5,5 kW;
- обеми в минута - 525 бр.
Тази машина за производство на пирони произвежда строителни обков с обиколка 0,5 см и дължина до 15 см. Отличителна черта на този механизъм е регулирането на надлъжния размер на пръта. За пълното му функциониране, както при повечето конвейери, е необходимо напрежение от 380 V.
Някои прототипи на тази техника вибрират силно, когато са включени.
Ето защо е важно да го поставите правилно на пода.
По -лесен подход е използването на шайби, които потискат вибрациите. Ако това не бъде направено, постоянните вибрации ще разхлабят болтовете и пиронът в крайна сметка ще стане неизползваем.








Процедурата за поддръжка включва и смазване на работните елементи: на панела има таблица за смазване, която показва всички места за пълнене със специализирано масло.Това трябва да се направи така, че подвижните връзки на апарата да не се задръстват.
Предимства и недостатъци на машината за пресоване на нокти
Пресовите машини имат по -висока производителност, но изискват честа смяна на матрици и челюсти. Големите натоварвания върху формиращите елементи на металорежещите машини водят до бързото им износване.
Пресовите машини са подредени по подобен начин, но вместо чук, в тях е инсталиран печат, който образува главата на пирона чрез постепенно натискане. Печатът се задвижва от къдрава шайба или ексцентрик. В обратната посока проводникът се подава принудително (за разлика от ударните машини, където се появява под действието на пружина). Този дизайн увеличава производителността почти 2 пъти. При пресовите машини производственият отпадък е около 3% от теглото на използваната тел. Това са "венчелистчета" и брак.
Машини за производство на самонарезни винтове у дома
Гамата от машини е достатъчно широка. Можете да ги вземете на достъпна цена с малка производителност. Като алтернатива можете да закупите оборудване, което ще произвежда голям брой хардуер на смяна.
Най-евтиното оборудване за производство на самонарезни винтове
Най -интересната машина за домашен бизнес е моделът Candid AS3016. Това е полуавтоматична машина за производство на хардуерни винтове винтове винтове. Цената му започва от 3000 долара. Но в такива случаи ще трябва да жертвате производителността, която е само 25 броя. за минута
Моля, обърнете внимание, че машината е полуавтоматична, което означава, че някои операции трябва да се извършват от оператора на машината. Но ако сте нов в тази индустрия и тепърва започвате да опознавате пазара на винтове и самонарезни винтове, тогава трябва да помислите за закупуване на бюджетен модел като Ханджоу Candid AS3016
Индустриалното бизнес оборудване запазва своята стойност много добре. Като инвестирате в него, вие запазвате капитала си с години - в края на краищата той е актив, който носи пари. Образно казано, машина за печат на пари. И когато вече сте създали пазар за продажби, можете да осребрите активите си и да преминете към по -скъпи машини със значително по -висока производителност.
Китайски машини и битови
При производството на винтове и болтове процесът е разделен на две основни операции:
- Специализираните машини за студено оформяне образуват детайли с различни видове "глави"
Машините за валцуване на нишки навиват нишки на заготовки със скорост 60 броя в минута.
Такова оборудване се произвежда в Украйна, Китай и Тайван. На територията на Руската федерация има само няколко производители, произвеждащи такова оборудване. Следователно покупката на машина е доста скъпа операция: трябва да платите не само за самата покупка, но и за доставката.
Пазарните лидери в производството на металорежещи машини са:
- LianTeng (Тайван);
- FOB (Тайван);
- Candid (Китай);
- INNOR (Китай);
- KUPRA (Украйна: ПАО "Одески завод за производство на пресоковални машини");
- SAMSTAL (Русия, Самара: SAMSTAL LLC).
Тези машини се различават по производителността на продуктите в минута. Най -простите машини произвеждат около 60 броя в минута, докато други имат способността да произвеждат до 250 броя в минута. Някои модели могат да бъдат персонализирани за производство на други продукти. Това е значителен плюс, тъй като можете да разширите продуктовата си гама с течение на времето и няма нужда да харчите за закупуване на специализирано оборудване.
Цената на най -евтините модели автомати с производителност над 50 броя / мин. започва от 13 000 долара.
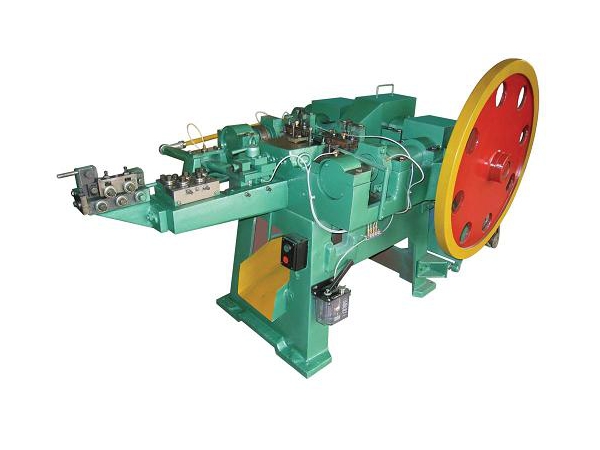
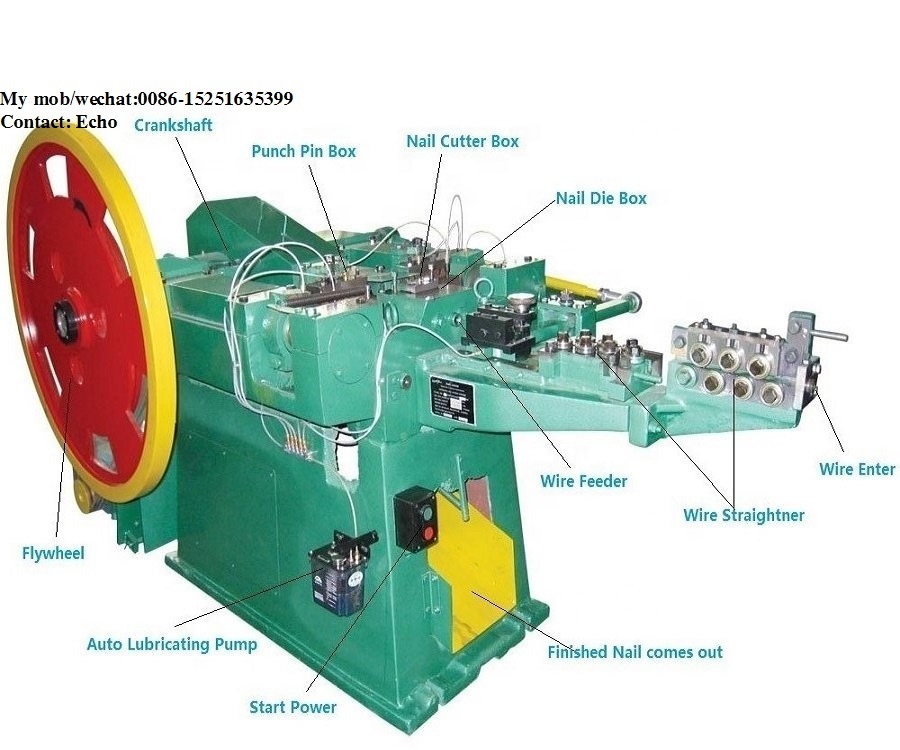
Популярни модели на автоматични телени пирони
По-добре е да закупите изпитано във времето оборудване, което вече е преминало теста в реални условия на труд. Единственото изключение от това правило е възможността за закупуване на устройство от надежден производител, който пусна нов модел на машината с подобрена производителност.
Понастоящем за производството на пирони се използват следните модели агрегати:
1. AB4118 е машина за единични удари, която произвежда хардуер с диаметър от 2,5 до 6,3 мм.

Дължината на пироните, изработени от машината, може да бъде от 32 до 200 мм. Оборудването дава възможност за производство на хардуер не само от кръгла жица.
С AB4118 е възможно да се произвеждат квадратни и винтови профилни пирони. Масата на устройството е 4720 кг, мощността на двигателя е 11 кВт. Цена след ремонт (използвана) 280 000 рубли.
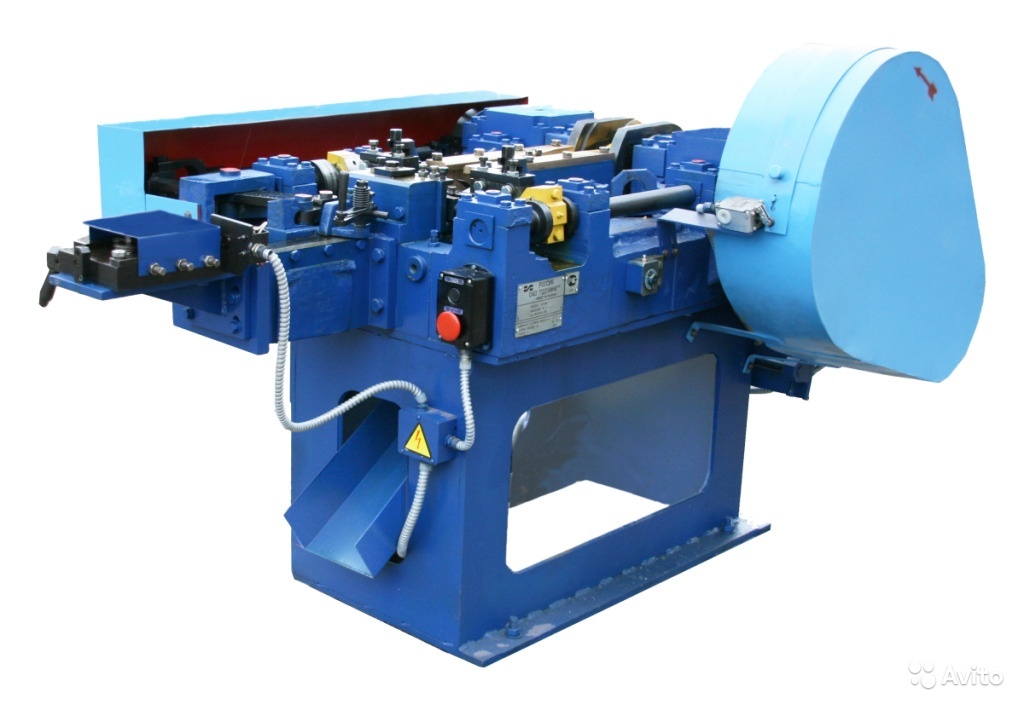
2. K09.117.02 - високоефективно устройство за производство на пирони.

Дължината на произвежданите продукти варира от 13 до 150 мм. Максималният диаметър на проводника е 5 мм. Мощност - 5,5 kW. Тегло - 2900 кг. Цена (използвана) 230 000 рубли.
3. K09.117.01 - автоматична машина за заковаване на тел за хардуер с дължина от 13 до 120 мм.







Диаметърът на нокътя е от 2,0 до 4,2 мм. Устройството има висока производителност с обща мощност 5,5 kW. Захранването се извършва от трифазна токова мрежа с напрежение 380 V. Можете да закупите употребяван блок за 180 000 рубли.
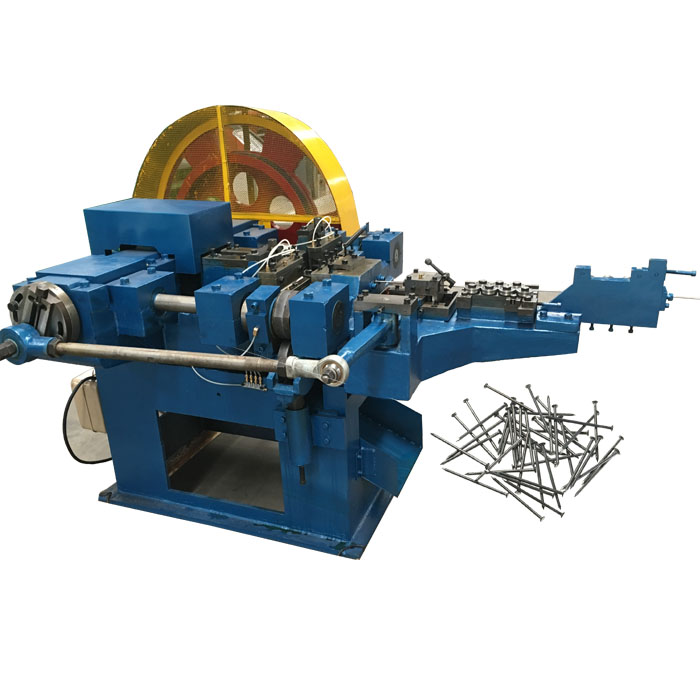
4. AG4116 - едноударен модел за освобождаване на пирони с дължина от 13 до 250 мм. Цена (нова) 950 000 рубли и използвани 180 000 рубли.

За производството на хардуер се използва тел за пирони с напречно сечение 2,0 - 4,2 мм. Производителността е най -малко 350 бр / мин.
5. ASG 4.02 - позволява производство на метални изделия с дължина до 120 мм. Мощност на двигателя - 5,5 kW.

С тази мощност е възможно да се постигне производителност на пирони до 525 бр / мин. Теглото на устройството е 2650 кг. Средната цена е 420 000 рубли.
6. Z94-2C - модел на устройство за заковаване на тел за хардуер с диаметър 1,2 - 2,8 мм. Цена от 280 000 рубли.

Производителността на устройството при номинална мощност 2,2 kW е най -малко 350 бр / мин. Дължината на произвежданите продукти е от 16 до 50 мм.
7. THA 40/120 S -E - чешка машина за изработка на пирони, отличаваща се с висока производителност и качество на продукта.

Можете да получите продукти с дължина до 120 мм с диаметър на телта 40 мм.
8. Z4 -x - китайски агрегат с мощност 3 kW произвежда хардуер с дължина до 100 мм, в количества до 300 бр / мин. Тегло 1430 кг.

9. E127LYHIA е китайска машина за тел и пирони. Оборудването ни позволява да произвеждаме висококачествени продукти.

Машината се отличава и с нисък шум при работа. Дължината на произвеждания хардуер е от 40 до 110 мм. Мощност на двигателя - 4 kW. Проверете цената при продавача.
Как да изберем правилната машина
Изборът на машина за телени нокти зависи от много фактори, но преди всичко трябва да обърнете внимание на следните характеристики:
Изброените критерии за избор са основните, така че преди да закупите машина, трябва да разберете всички нейни характеристики и да ги съпоставите с изискванията, които ще бъдат наложени на оборудването в предприятието.
Заключение
Основната стъпка по пътя към откриване на собствен бизнес за производство на хардуер е изборът на висококачествена и подходяща машина по отношение на мощността. След закупуване ще трябва правилно да го инсталирате и свържете.



Ще бъде необходимо и закупуването на помощни устройства и инструменти и, разбира се, консумативи, благодарение на които ще бъде възможно да се получат продукти с най -високо качество.
Ценова листа за китайски машини за студена позиция и валцоване на нишки
Приблизителни средни цени в Интернет за автоматично оборудване за производство на самонарезни винтове, винтове, болтове и гайки. Ценовата листа съдържа кратки технически характеристики.
| Името на машината за студено насочване | Произведен продукт | Цена в щатски долари | Максимален диаметър на детайла | Максимална дължина на детайла |
| YH1552 | Винт, самонарезен винт, болт | 13500 | 5 мм | 52 мм |
| YH1564 | Винт, самонарезен винт, болт | 13500 | 5 мм | 64 мм |
| YH2038 | Винт, самонарезен винт, болт | 21400 | 6 мм | 38 мм |
| YH2076 | Винт, самонарезен винт, болт | 21800 | 6 мм | 76 мм |
| YH20102 | Винт, самонарезен винт, болт | 32000 | 6 мм | 102 мм |
| YH20165 | Винт, самонарезен винт, болт | 35900 | 6 мм | 165 мм |
| Името на машината за студено насочване | Произведен продукт | Цена в щатски долари | Максимални размери | Максимална производителност |
| 3-позиция | Размер на болта M6 | 70000 | M6 x 50 мм | 250 бр мин. |
| 3-позиция | Размер на болта M8 | 88500 | M8 x 65 мм | 210 бр мин. |
| 3-позиция | Размер на болта M10 | 110000 | M10 x 75 мм | 180 бр мин. |
| 3-позиция | Размер на болта M12 | 150000 | M12 x 125 мм | 150 бр мин. |
| Името на машината за студено насочване | Произведен продукт | Цена в щатски долари | Максимални размери | Максимална производителност |
| 5-позиция | Размер на гайката M3-M6 | 36500 | — | 300-350 бр мин. |
| 5-позиция | Размер на гайката M6-M8 | 60000 | — | 200-250 бр мин. |
| 5-позиция | Размер на гайката M6-M10 | 75000 | — | 220 бр мин. |
| 5-позиция | Размер на гайката M8-M12 | 107000 | — | 200 бр мин. |
Приблизителни цени за оборудване за валцоване на нишки.
| Името на автоматичната машина за валцуване на нишки | Произведен продукт | Цена в щатски долари | Максимален диаметър на резбата | Максимална дължина на резбата | Максимална производителност |
| CTR6HN | Винт, самонарезен винт, болт | 13000 | 3-6 мм | 50 мм | 150-330 бр мин. |
| CTR8H | Винт, самонарезен винт, болт | 17500 | 8 мм | 76 мм | 120-330 бр мин. |
| Четиришпинделна резбова гайка за гайка М14-М16 | Гайки М14-М16 | 27000 | — | — | 120-220 бр мин. |
* Забележка. Цялото горепосочено оборудване може да бъде закупено при условията на FOB.
Визуален преглед на 3D модели на къщи и вили в раздел за анализ на оформлението на стаите.
Най-добрите машини за производство на самонарезни винтове
Домашни и чуждестранни компании се занимават с производство на металорежещи машини. Моделите се различават един от друг по технически характеристики, което от своя страна влияе върху производителността и цената на устройството.
Най -простите автоматични машини произвеждат около 60 части в минута, а по -модерните до 250 броя / мин. Моменти като тези могат да окажат огромно влияние върху периода на изплащане на оборудването.
Някои модели могат да бъдат конфигурирани за производство на други продукти, в бъдеще това ще помогне за разширяване на асортимента от продукти, без да се харчат пари за закупуване на допълнителни машини.
Пазарните лидери в производството на металорежещи машини за крепежни елементи включват:
- Тайвански компании LianTeng и FOB;
- в Китай това са Candid и INNOR;
- представител на украинския пазар - KUPRA;
- Руски производител Samstal LLC.
Икономически изгодно е да се купува оборудване в горепосочените страни, винаги е възможно да се комбинира производствена линия, използвайки машини от няколко производители.
Що се отнася до цената, тук трябва да изхождате от исканията на предприемачите. Ако говорим за малко предприятие и ново оборудване, тогава според оценките на професионалисти, в началния етап най -малко 700 000 рубли ще бъдат изразходвани за покупката.
Средно, ако приемем закупуването на машини от употребявани до нови и многофункционални опции, тогава натрупването ще бъде приблизително от 300 хиляди до 2 милиона рубли.
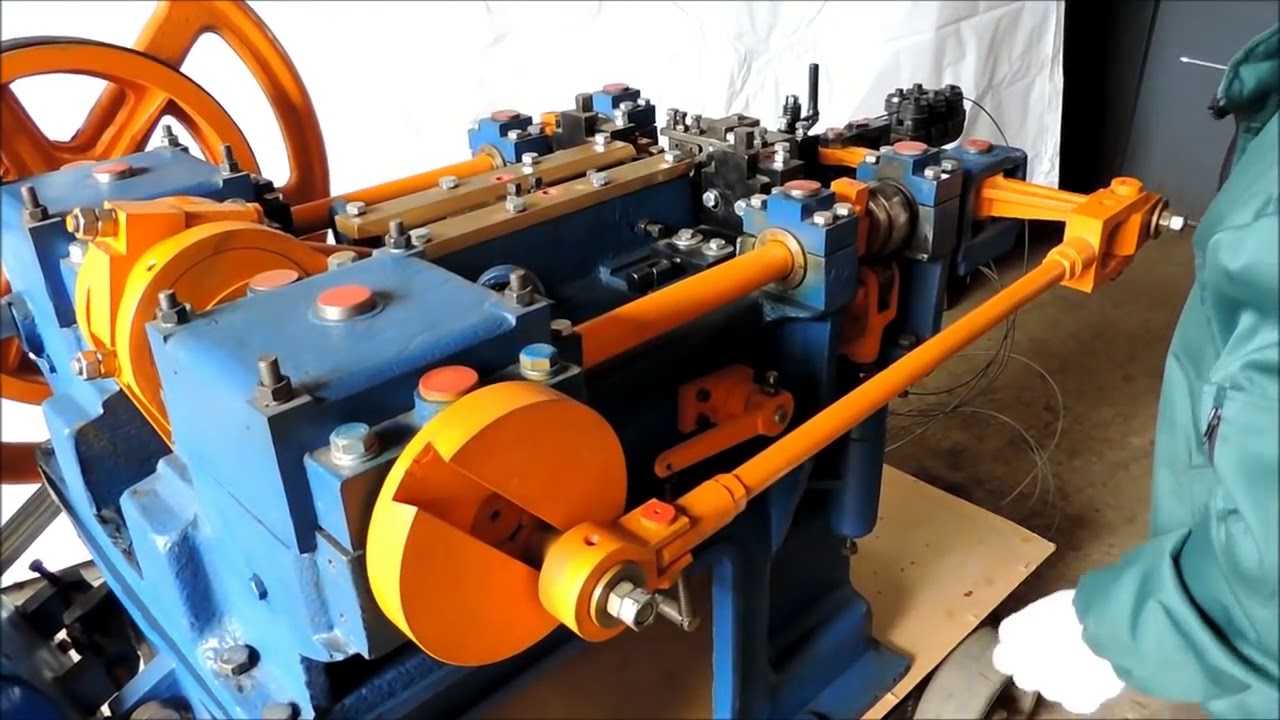
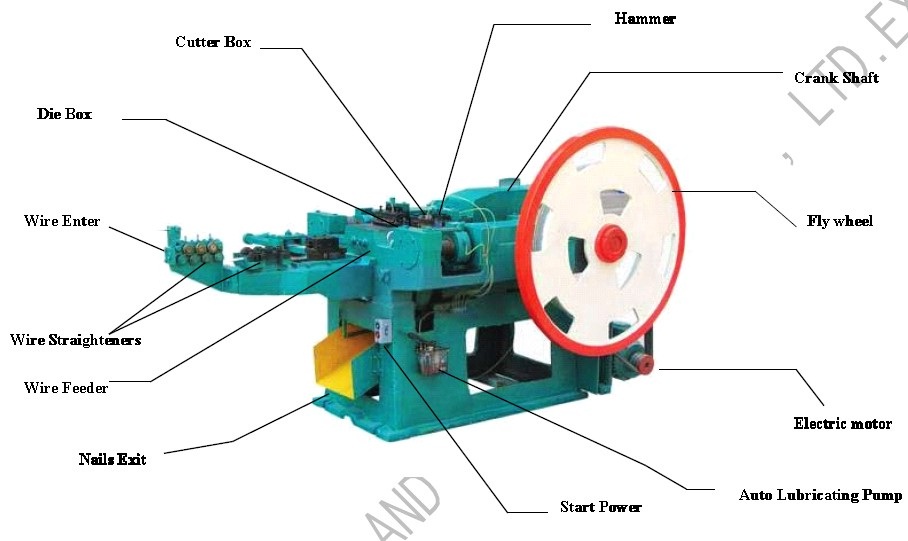
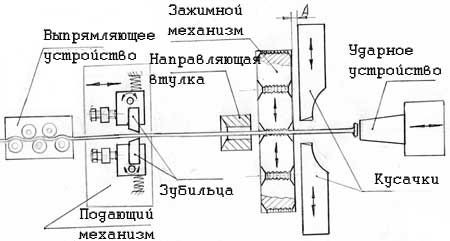
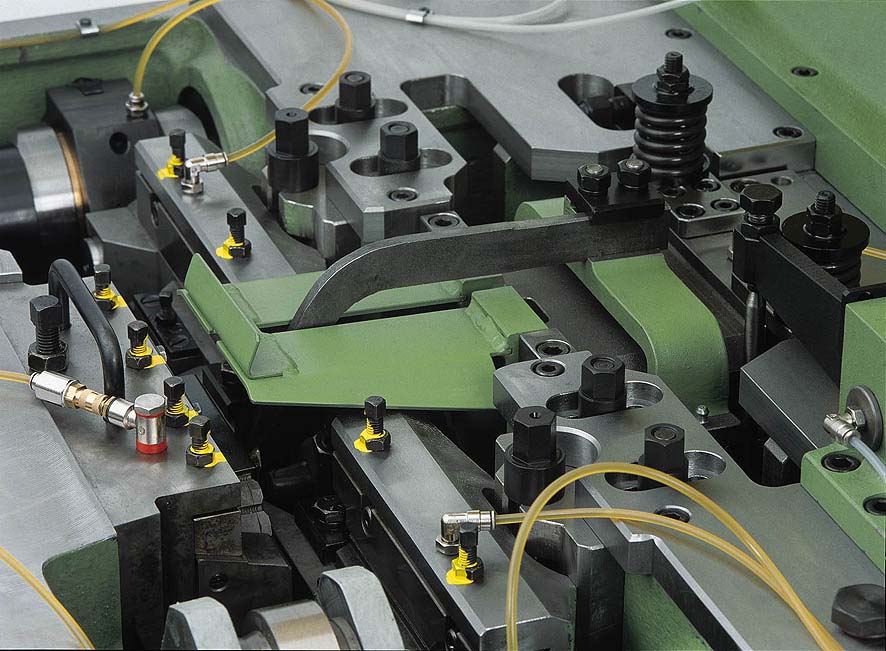
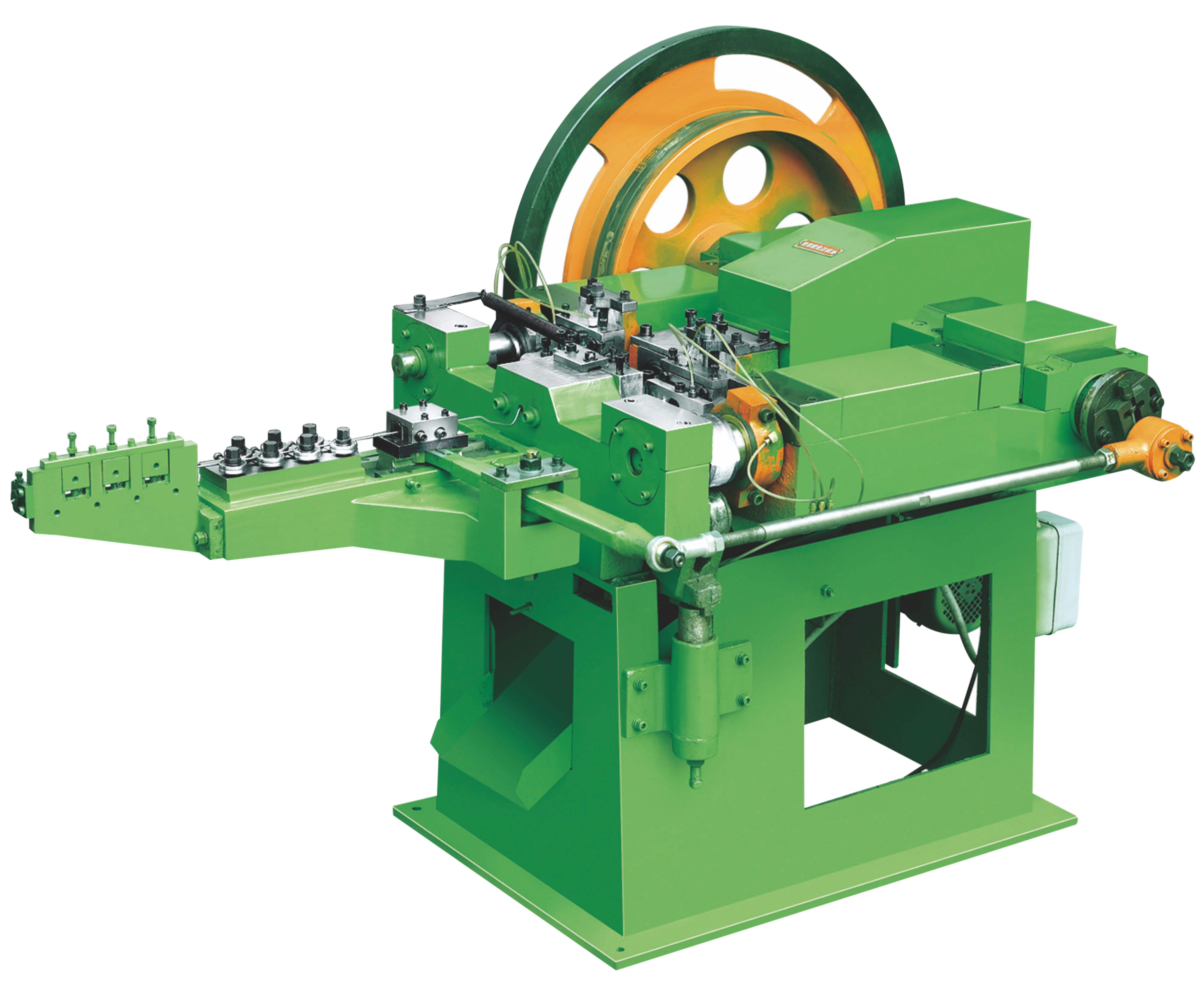
Схема на заковаваща машина с описание на принципа на работа
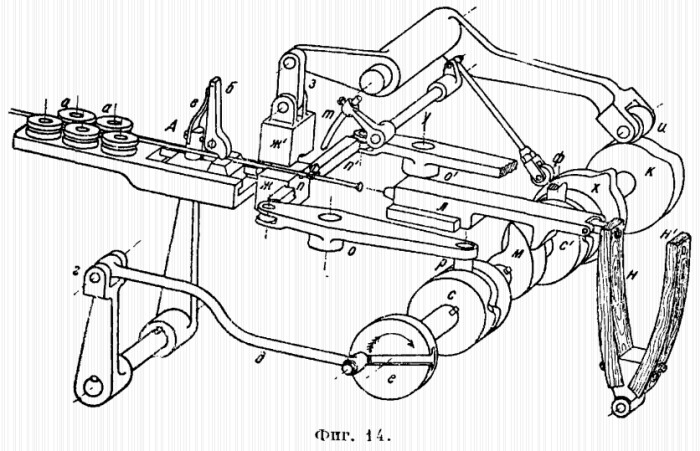
Схематично представяне на ударния апарат.
Жиловите пирони се произвеждат на ударни и пресови машини. Най -често срещаните ударни машини, които образуват пирон с удар с два чука.
Жицата се прекарва между два реда ролки а, а. Освен това той влиза в захранващото устройство A (образувано от кучето b и пружината c, която го притиска), което се колебае с амплитуда, равна на дължината на пирона с поле за формиране на капачката. За увеличаване / намаляване на амплитудата служи коляновият щифт e.
След като е преминал подаващото устройство, жицата се задвижва между затягащите бузи w, w 'и w е статично, g' се влияе от притискащата сила на лоста z, преместена от фигурната шайба k (фигура 14).
Бузите са оборудвани с назъбени канали, които ви позволяват да фиксирате жицата при занитване на главата. Също така в бузите има форма, съответстваща на геометрията на дъното на капачката.
Зад бузите има ножове р, р ', съответно преместени от лостове о, о', които се задвижват под въздействието на шайби с и с ', по външната повърхност на които са изрязани фигурни канали (фигура 14).
Ножовете са пирамидални (фигура 16). Изрезката a служи за натискане на острия край, остриетата b - отрязват излишъка. Останалите "венчелистчета" се отстраняват по време на полиране.
Характеристика на дизайна, при която ножовете едва се допират един до друг, позволява да се избегне бърза тъпота на ножовете. Този дизайн предотвратява напълно отрязването на нокътя.Окончателното отделяне на продукта от жицата става с помощта на ежектор m, чието движение се придава от лостовете y и тягата f, които се задействат от гърбицата x.







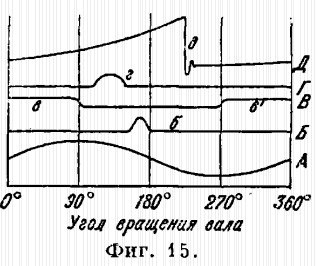
Пружината n, n 'удря издатината на чука l, придавайки им импулс. Чукът удря пирона, за да образува главата. Дървена пружина (стомана в някои машини) се компресира с помощта на гърбица m. (Фигура 15, крива D).
Графиката (фигура 15) показва реда на отделните работни ходове на машината за производство на пирони. Крива А съответства на подаващото устройство за тел, което подава жицата напред.
Ударите на бузите, които държат жицата, са описани с крива В (когато захранващото устройство премества жицата в обратна посока, бузите не я фиксират).
Работният ход на ножицата от момента на фиксиране на проводника е описан с крива G.
Работата на ежектора, отделящ крайния продукт, е показана с крива В.
Последователността на чука се вижда на крива D.
Освен това захранващото устройство приема крайната работна точка, бузите се отварят, работният цикъл започва от началото (крива В).
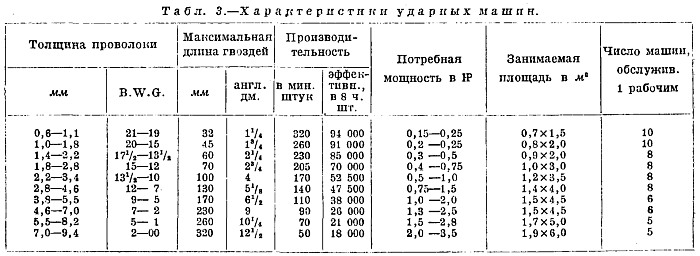
Разликата между номиналната и реалната производителност е около 20-40%. Причината за това е престоят, причинен от подмяната и инсталирането на инструмента, зареждането на машините с нови кръгове тел, скрап и пр. При изработване на пирони, от 2,5% до 3,5% от материала се губи върху "венчелистчетата" . Загубите при отхвърляне достигат до 1%.
Тел за производство на самонарезни винтове
 За производството на хардуер под формата на самонарезни винтове се използва тел от високовъглеродна и неръждаема стомана или месинг. В зависимост от произведените продукти и обемите на производство, предприемачът може да закупи суровини под формата на заготовки или тел с определен диаметър.
За производството на хардуер под формата на самонарезни винтове се използва тел от високовъглеродна и неръждаема стомана или месинг. В зависимост от произведените продукти и обемите на производство, предприемачът може да закупи суровини под формата на заготовки или тел с определен диаметър.
Има много фабрики, доставящи тези суровини. Не би трябвало да имате проблеми с намирането на доставчици
Когато избирате доставчик, трябва да обърнете внимание на цената на суровините, тяхното качество и близост до вашия цех. Близостта на доставчика във връзка с вас ще помогне да се съкрати времето за доставка, както и транспортните разходи.
Приложение на хардуерни продукти
Самонарезните винтове се използват в различни посоки и области. Производството може да бъде осигурено от повече от една строителна компания или клиент на едро. Основните потребители на хардуерни продукти:
- Строителни организации, големи и малки екипи.
- Производство за производство на домакински и промишлени уреди.
- Цехове за производство на мебели, малки работилници.
- Пазари, които представляват строителни продукти.
- Големи търговски организации.

Фабрика за производство на хардуерни изделия
Показателите за рентабилност на хардуерния бизнес винаги остават на високо ниво. Отварянето на производството на слабо конкурентен пазар ще позволи оборудването да бъде възстановено за по -малко от шест месеца през строителния сезон. Заслужава да се отбележи, че закупеното оборудване не подлежи на износване, така че инвестицията ще бъде печеливша в продължение на много години. Строителните работи винаги ще съществуват в ежедневието на човечеството, ремонти на различни видове помещения не могат да се извършват без подходящи материали.
Първите стъпки в организирането на домашно производство
 След като сте регистрирали вашата компания и сте решили производствения капацитет, трябва да изберете стая и да изчислите първоначалната инвестиция.
След като сте регистрирали вашата компания и сте решили производствения капацитет, трябва да изберете стая и да изчислите първоначалната инвестиция.
Изчисляването на първоначалната инвестиция зависи пряко от:
- обеми продукти;
- цената на закупеното оборудване;
- изкупни цени за суровини.
Цех за домашно производство
След това трябва да вземете решение за стаята. Ако имате достатъчно капитал, докато имате възможност да наемете добро помещение, където ще се осъществи пълният производствен цикъл, тогава това ще бъде много по -удобно за вас. Ще можете да правите разлика между дома и работата. Въпреки това, в началните етапи не винаги има достатъчно пари за наем, така че много хора започват да правят винтове у дома в гаража.Това са доста подходящи условия за тази бизнес идея.
За производството на винтове у дома е подходящ гараж, който би имал площ най -малко 18 м2. Тя трябва да бъде оборудвана с добра вентилационна и отоплителна система. Производствената зона трябва да бъде добре организирана, а общата среда трябва да отговаря на всички правила за защита на труда.