9.2 Маркиране на класове имоти
Символите, които трябва да се използват в маркировките за клас на якост, са показани в Таблица 14.
Таблица 14 - Символи, използвани при маркирането
|
Клас на якост |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Маркиращ символ a, b |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9б |
12.9 |
|
а bЗа клас на якост 10.9, когато се използват нисковъглеродни мартензитни стомани, вижте Таблица 2. |
За болтове и винтове с малки размери или когато символите за маркиране, посочени в Таблица 14, не са възможни поради формата на главата, е разрешено да се използват символите за маркиране, дадени в Таблица 15 за системата от спецификацията за набиране.
Таблица 15 - Система за набиране за маркиране на болтове и винтове
|
Клас на якост |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
|
Маркиращ символ |
Край на таблица 15
|
Клас на якост |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Маркиращ символ |
||||||
|
a Позицията, съответстваща на дванадесет часа (референтна марка), трябва да бъде маркирана или с търговска марка на производителя, или с бутилка. bСиловият клас е маркиран или с тире, или с двойно тире, за клас на сила 12.9 с точка. |
Точност на болта
Друго важно свойство е точността. Производителите произвеждат продукти от два класа на точност
Клас А - предполага, че пръчката се вписва в отвора с минимален хлабина. Диаметърът на отвора не може да бъде с 0,3 мм по -голям от дебелината на болта. Тази точност е доста лесна за постигане в производствен цех, но почти невъзможна на строителна площадка. Закопчалките от клас B и C могат да се монтират в отвори с 2 - 3 mm по -големи от пръта на продукта.
Прецизността на болтовото съединение оказва значително влияние върху неговата здравина и устойчивост на натоварване. По -специално, колкото по -точно е направен отворът, толкова по -малък ще бъде ефектът от натоварванията, възникващи перпендикулярно на оста на пръта.
Оценка: / 5 -
от гласовете
9.1 Символи
Маркировките са показани в таблици 12 и 13.
Таблица 12 - Обозначения за маркиране на гайки от клас на якост в съответствие с 3.1
|
Клас на якост |
4 |
5 |
6 |
|
|
Алтернатива |
или обозначителен символ |
4 |
5 |
6 |
|
или кодов символ (система за набиране) |
Краяттаблици
12
|
Клас |
8 |
9 |
10 |
121) |
|
|
Промяна- |
или символът е |
8 |
9 |
10 |
12 |
|
или код код (система от |
|||||
|
1) В позиция 12 мястото за маркиране не може да бъде заменено с маркировката на производителя. |
Таблица 13 - Маркиране на гайки в клас на якост в съответствие с 3.2
|
Клас на якост |
04 |
05 |
|
Маркиране |
8.5 Доказателство за натоварване на болтове и винтове в пълен размер
Доказателственото натоварване се състои от следните две операции:
а) приложения
установеното натоварване, устойчиво на опън (виж фигурата);
б) измерване на остатъка
удължаване, причинено от устойчивост на натоварване.
Доказателственото натоварване е дадено в таблиците и трябва да се приложи към болта, монтиран в счупването
машина за тестване, аксиално. Пълното тестово натоварване трябва да действа
в рамките на 15 s. Дължината на свободно заредената секция на резбата трябва
равен на един диаметър (1д).






За болтове и винтове с резба до главата, дължината на свободната
секцията с натоварена нишка трябва, ако е възможно, да съответства на такава
диаметър (1д).
За да се измери остатъчното удължение, краищата на болта или винта трябва
бъдете подготвени по подходящ начин (вижте фигурата). Преди прилагане на тестовото натоварване и след отстраняване на товара
измерете дължината на болта или винта с измервателно устройство със сферични
измервателни съвети. За да сведете до минимум грешките при измерването
трябва да се използват ръкавици или клещи.
Резултатът от теста за доказателствено натоварване може да се вземе предвид
задоволителен, ако дължината на болта, винта или шипа след нанасяне
изпитвателното натоварване остава същото като преди прилагане на натоварване с толеранс
± 12,5 μm, като се вземе предвид грешката на измерването.
Изпитвателна скорост, определена от скоростта на пързалката със свободен
ход, не трябва да надвишава 3 mm / min.Хватките на машината за изпитване трябва да бъдат
самоцентриране, за да се предотврати огъване на пробата.
По време на първоначалното прилагане на тестовото натоварване поради влиянието
някои случайни фактори, като отклонение от правотата,
отклонение от подравняването (плюс грешка в измерването), постоянно удължаване
може да е повече от позволено. В такива случаи крепежни елементи
трябва да се тества отново с натоварване, по -голямо от първоначалното натоварване
3%; резултатът от теста може да се счита за задоволителен, ако
дължината след повторно изпитване ще бъде същата като преди това изпитване (с допустимо отклонение
12,5 μm за грешка на измерването).
Болт в пълен размер
Винт в пълен размер
Необходим контакт сфера-конус между измервателните точки и пробитите
централни отвори в края на болт или винт
адз - среден ред съгласно ГОСТ 11284 (виж.
маса).
Фигура 2 - Прилагане на тестово натоварване към пълен размер
болтове и винтове
8.9 Изпитване за декарбуризация: оценка на състоянието на въглерода на повърхността
Използвайки подходящ метод за измерване (8.9.2.1 или 8.9.2.2)
върху надлъжния участък на сечението на резбата се проверява дали височината на невъглехидрираната зона (неблагороден метал E ) и дълбочината на зоната на пълно обезвъгленасяване ( G ) (виж фигура 5).
Максимална стойност G и формули, които определят минималните стойности E са дадени в таблица 3.
1 — напълно обезвъглена зона ;
2 — частично обезвъглена зона ;
3 — генератор средна диаметър резби ; 4 — основен метал ( невъглехидратиран зона );
З 1 — височина навън резби
Рисуване 5
— Зони декарбонизация
8.9.1 Основното концепции
8.9.1.1 Твърдостта на неблагородните метали е твърдостта на най -близката до повърхността област (при преместване от сърцевината към външния диаметър), измерена непосредствено преди началото на увеличаването или намаляването на твърдостта, показваща съответно карбуризация или декарбонизация.
8.9.1.2 Декарбурирането обикновено е загуба на съдържание на въглерод в повърхностния слой на промишлено произвежданите черни метали (стомани).
8.9.1.3. в същото време феритовите зърна не се виждат в металографските изследвания.
8.9.1.4 Пълна обезвъглена - декарбонизация със загуба на въглерод в количество, достатъчно за откриване на ясно изразени феритни зърна по време на металографски изследвания.
8.9.1.5 Карбуризация - увеличаване на съдържанието на въглерод в повърхностния слой в количество, надвишаващо съдържанието му в неблагородния метал.
8.9.2 Методи измервания
8.9.2.1 Метод с използвайки микроскоп
Този метод ви позволява да определите параметрите E и G .
Изпитваният образец се нарязва по оста на резбата на разстояние половината от номиналния диаметър (1/2 д ) от края на термично обработения болт, винт или шпилка. За смилане и полиране образецът е монтиран в джиг или за предпочитане вграден в пластмаса.
След монтирането на пробата е необходимо нейната повърхност да се смила и полира в съответствие с изискванията на металографското изследване.
Офорт в 3% разтвор на нитал (концентрирана азотна киселина в етанол) обикновено се използва за откриване на промени в микроструктурата, причинени от декарбуризация.
Освен ако не е уговорено друго от заинтересованите страни, се използва стократно увеличение за изследване на микроструктурата.
Ако микроскопът има матирано стъкло, тогава дълбочината на обезвъглена може да бъде измерена директно върху скалата. Ако при измерванията се използва окуляр, той трябва да бъде от подходящ тип, оборудван с мерник или везна.
8.9.2.2 Метод измервания твърдост (арбитражен метод за частично обезвъгленаждане).
Методът за изпитване на твърдост може да се използва само за нишки със стъпка. R ≥ 1,25 mm.
Измерванията на твърдостта на Викерс се извършват в три точки, показани на фигурата 6. Ценности E са дадени в таблица 13. Товарът трябва да бъде 300 g.

hv2 ≥ hv1—
30;
HV3 £ HV1+ 30;
1,2, 3 — точки измервания ; 4 — генератор средна диаметър резби
Рисуване 6
— Измерване твърдост v тест На обезвъглена
Таблица 13 - Стойности за З 1 и E
В милиметри
|
Стъпка на нишката Rа, мм |
З 1 mm |
E мин б, |
||
|
8.8, 9.8 |
10.9 |
12.9 |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
|
4,5 |
2,761 |
1,381 |
1,841 |
2,071 |
|
5 |
3,670 |
1,835 |
2,447 |
2,752 |
|
и за R £ 1 b Стойности, изчислени въз основа на изискванията |








Определяне на твърдост в даден момент 3 трябва да се извърши върху образуващата на средния диаметър на резбата на резбата в съседство с резбата, върху която са направени измервания в точки 1 и 2.
Стойност на твърдостта на Викерс в даден момент 2 (HV 2 ) трябва да бъде поне съответната стойност в точката 1 (HV 1 ) минус 30 единици Vickers. В този случай височината на невъглехидрираната зона E поне съответства на стойността, посочена в таблица 13.
Стойност на твърдостта на Викерс в даден момент 3 (HV 3 ) трябва да бъде не повече от съответната стойност в точката 1 (HN 1 ,), плюс 30 единици Vickers.
Този метод за измерване на твърдостта не позволява да се открие зона на пълно обезвъгленаждане до максималната стойност, посочена в Таблица 3.
9.3 Идентификация
9.3.1 Болтове и винтове с шестнадесетичен и звездообразен глава
Болтовете и винтовете с шестоъгълна и Torx глава (включително продукти с фланец) трябва да бъдат маркирани с търговската марка и обозначението на класа на якост, както е показано в Таблица 14.
Тази маркировка е задължителна за всички класове свойства и се прилага към горната част на главата с повдигнати или вдлъбнати знаци или отстрани на главата с вдлъбнати знаци (виж Фигура 7). За болтове и винтове с фланци маркировките трябва да се правят на фланеца, ако по време на производството не е възможно да се маркира горната част на главата.
Маркирането е задължително за болтове с шестостенна и звездна глава и винтове с диаметър на резбата д ≥ 5 мм.
а Стока знак производител .
б Клас сила .
Рисуване 7
— Примери за маркировки болтове и винтове с шестнадесетичен и звездообразен глава
9.3.2 Винтове с шестнадесетичен и звездообразен задълбочаване v глава
Винтовете с шестоъгълни и звездообразни гнезда в главата на ключа трябва да бъдат маркирани с търговската марка на производителя и обозначението на класа на якост, дадено в таблица 14.
Маркирането е задължително за класове имоти 8.8 и по -високи. Препоръчва се да се прилагат символи за маркиране отстрани на главата с вдлъбнати маркировки или в горната част на главата с вдлъбнати или повдигнати знаци (виж Фигура 8).
Маркирането е задължително за винтове с шестостенна и звездна глава с номинален диаметър на резбата д ≥ 5 мм.
Рисуване 8
— Примери за маркировки винтове с шестостенна гнездо v глава
9.3.3 Болтове с полукръгла глава и квадрат табла
Болтовете с квадратна глава с класове на якост 8.8 и по -високи трябва да бъдат маркирани с идентификационния знак на производителя и обозначението на класа на якост, дадено в таблица 14.
За болтове с номинален диаметър д ≥ 5
маркировката в мм е задължителна. Тя трябва да бъде маркирана на главата с вдлъбнати или повдигнати знаци (виж фигура 9).
Рисуване 9
— Пример маркировки болтове с полукръгла главата и квадрат табла
9.3.4 Фиби
Шпилки с номинален диаметър на резбата д ≥ 5 мм класове на якост 5.6, 8.8 и по -високи трябва да бъдат маркирани с вдлъбнати знаци с обозначението на класа на якост в съответствие с Таблица 14 и търговската марка на производителя върху нерезбовия участък на шипа (виж Фигура 10).
Ако не е възможно да се маркира шпилката в областта без резба, само класът на якост може да бъде маркиран в края на гайката на шипа (виж фигура 10). За фиксирани шипове използвайте маркировки в края на гайката само с търговска марка на производителя, ако е възможно.
Рисуване
10 — Маркиране шипове
Позволено е да се използват символите, дадени в Таблица 16 като алтернативна маркировка на класове свойства.
Таблица 16 - Алтернативни символи за маркиране на шипове
|
Клас на якост |
5.6 |
8.8 |
9.8 |
10.9 |
12.9 |
|
Маркиращ символ |
9.3.5 Други видове болтове и винтове
За маркиране на други видове болтове и винтове, както и специални продукти, по споразумение между заинтересованите страни, могат да се използват същите методи за маркиране, както е описано в 9.3.1 до 9.3.4.
8.6 Изпитване на шайба на опън за болтове и винтове в пълен размер
Изпитването на опън на шайбата на зърното се разпространява върху винтовете със скрита глава.
Изпитването на опън на шайбата трябва да се извърши на изпитвателното оборудване, предвидено за изпитване на метали на опън по ГОСТ 1497, като се използва шайбата, както е показано на фигура 3.
Разстоянието от резбата на болта до контактната повърхност на гайката на затягащото устройство трябва да бъде най -малко 1д... Под главата на болта или винта е монтирана закалена шайба, оразмерена съгласно таблици 10 и 11. Изпитване на опън да се извърши до скъсване
болт.
адз—средно аритметичноредНаГОСТ 11284 (см. маса
10).
б—твърдостнепо-малко
45 HRC;
с—радиусилифаска
45°
Рисуване 3
—Пробен периодНанаклоненшайбапълен размерболтове, винтове
Таблица 10 - Диаметри на тестовия отвор на шайбата
В милиметри
|
Номинален диаметър |
дза |
r1 |
Номинален диаметър |
дза |
r1 |
|
3 |
3,4 |
0,7 |
20 |
22 |
1,3 |
|
3,5 |
3,9 |
0,7 |
22 |
24 |
1,6 |
|
4 |
4,5 |
0,7 |
24 |
26 |
1,6 |
|
5 |
5,5 |
0,7 |
27 |
30 |
1,6 |
|
6 |
6,6 |
0,7 |
30 |
33 |
1,6 |
|
7 |
7,6 |
0,8 |
33 |
36 |
1,6 |
|
8 |
9 |
0,8 |
36 |
39 |
1,6 |
|
10 |
11 |
0,8 |
39 |
42 |
1,6 |
|
12 |
13,5 |
0,8 |
42 |
45 |
1,6 |
|
14 |
15,5 |
1,3 |
45 |
48 |
1,6 |
|
16 |
17,5 |
1,3 |
48 |
52 |
1,6 |
|
18 |
20 |
1,3 |
|||
|
а |
Таблица 11 - Ъглови шайби
|
Номинално |
Класове на сила за |
|||
|
болтове с участък от гладък прът лс> 2 д |
болтове и винтове |
|||
|
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
|
|
а±°30′ |
||||
|
д£ 20 |
10° |
6° |
6° |
4° |
|
20 д£ 48 |
6° |
4° |
4° |
4° |









Тестът се счита за задоволителен, ако руптурата настъпи в сърцевината или в свободната
резбованата част на болта, а не там, където главата е свързана с вала. В този случай изискването, наложено на моята минимална якост на опън (или в процеса
провеждане на изпитвания на опън на шайбата или в процеса на извършване на допълнително изпитване на опън без използване на шайбата) в съответствие със стойностите, предвидени за съответния клас на якост.
За болтове и винтове отстрани на главата, изпитването се счита за задоволително, ако счупването настъпи в свободния участък на резбата, дори ако в момента на скъсване се простира в областта на адаптерната плоча под главата или глава.
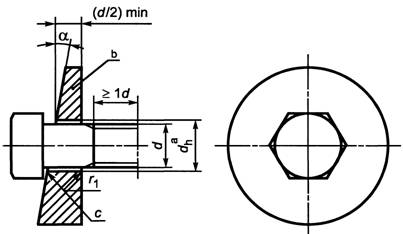
За болтове с клас на точност Радиусr1, трябва да се изчисли по формулата
r1 = rмакс + 0,2
къдетоr-радиус на преходния димоотвод под главата,
при което
къдетода-диаметър на адаптера;
дс- диаметърът на гладката част на болтовия прът.
За болтове и винтове с повърхност на главата с висока опора по-голяма от 1,7 д, без да издържа на изпитванията на опън на шайбата, главата може да бъде обработена до диаметър 1,7 ди след това тези продукти могат да бъдат повторно тествани за теста за изгаряне на жарава, както е посочено в таблица 11.
В допълнение, за болтове и винтове с повърхност на главата с висок диаметър по-голяма от 1,9 дъгълът на шайбата, равен на 10 °, може да бъде намален до 6 °.
Якост на болта
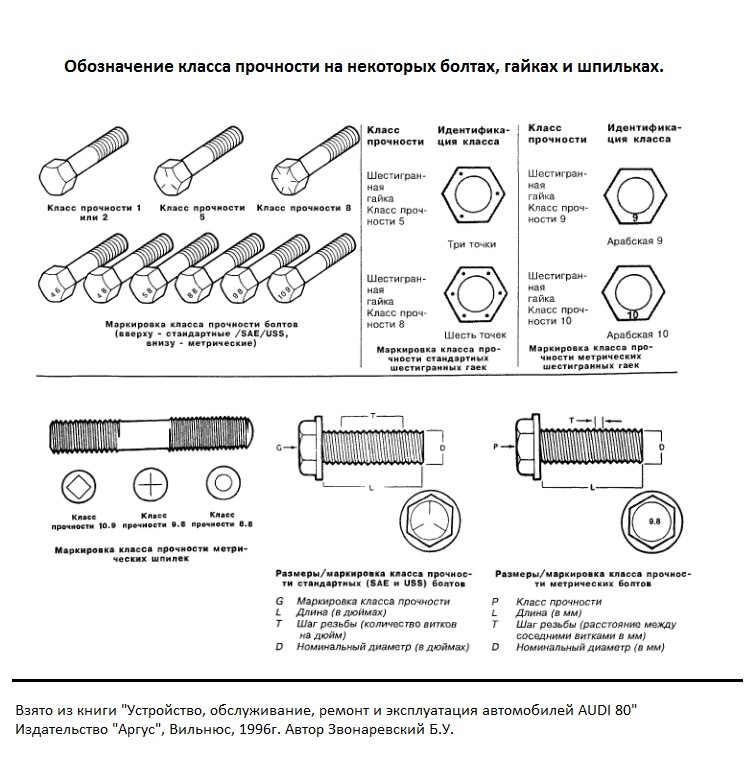
Всички болтове с резба по -голяма от М6 трябва да бъдат маркирани. Главата на болта е маркирана със здравината на болтовете съгласно GOST или ISO, както и техния дизайн. Ако резбата на болт или винт е повече от М6 и няма маркировка на главата, тогава използването на такъв болт трябва да се изхвърли. Помислете какво означава класът на якост на болта и как е посочен директно върху главата.
Снимката показва три вида маркировки. Якостта на болта 8.8 е най -често срещаната. Болтът има клас на якост 10,9 и следователно е по -здрав от 8,8. "X" на главата на болта показва, че болтът е закален, обикновено това е обозначението на болтовете на витлото. Има класове на якост на болтовете 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. Периодът между числата може да липсва.
Сега нека поговорим какво означават тези числа. Първата цифра на маркировката е равна на 0,01 якостта на опън на болта, за да разберем крайната якост, разделяме първата цифра на 0,01 и получаваме якостта на опън в МРа. Втората цифра е 0,1 от съотношението на границата на текучест на болта към якостта на опън. Ако умножим числата и резултатът се умножи по 10, тогава получаваме границата на добив в МРа. Нека дадем пример за декриптиране. Силата на 12.9 болта се дешифрира, както следва:
12 / 0,01 = 1200 (МРа) - якост на опън.
12x10x9 = 1080 (MPa) - граница на добив.
Болтовете с клас на якост до 5,6 се използват най -често в производството на мебели, останалите се използват в машиностроенето и строителството. Освен това, класът на якост 10.9 и 12.9, поради високата цена, се използва при сглобяването на особено критични възли.
В допълнение към стандартните болтове с шестостенна глава, се използват и винтове с гнездо, фланцови болтове, болтове с квадратна глава и други. Разположението на маркировките за тези болтове е различно от стандартните болтове. Маркировките могат да се нанасят върху цилиндрична повърхност или под главата на болт.
На снимката са показани примери за маркировки върху болт с глава на тавата (вляво) и болт с втулка (вдясно).
Има и болтове, предназначени за използване в определени възли; те могат да имат допълнителни маркировки. Например, болтовете за изграждане на мостове могат да бъдат маркирани с "ХЛ", което означава допустимото използване на болта при температури до -65 0 С. Понякога марката стомана, използвана при производството, е посочена на главите на болтовете.
Класът на якост също е посочен върху шиповете, той се прилага върху цилиндричната част, където няма резба, но с две съществени разлики: 1) На болтовете маркировката излиза над повърхността, върху шиповете, напротив , маркировката навлиза по -дълбоко в материала. 2) Шпилките се маркират, като се започне с клас на якост 5.6. При диаметри на шипове, по -малки от M12, понякога не са маркирани числа, а конвенционални знаци, всеки от които съответства на клас на якост.
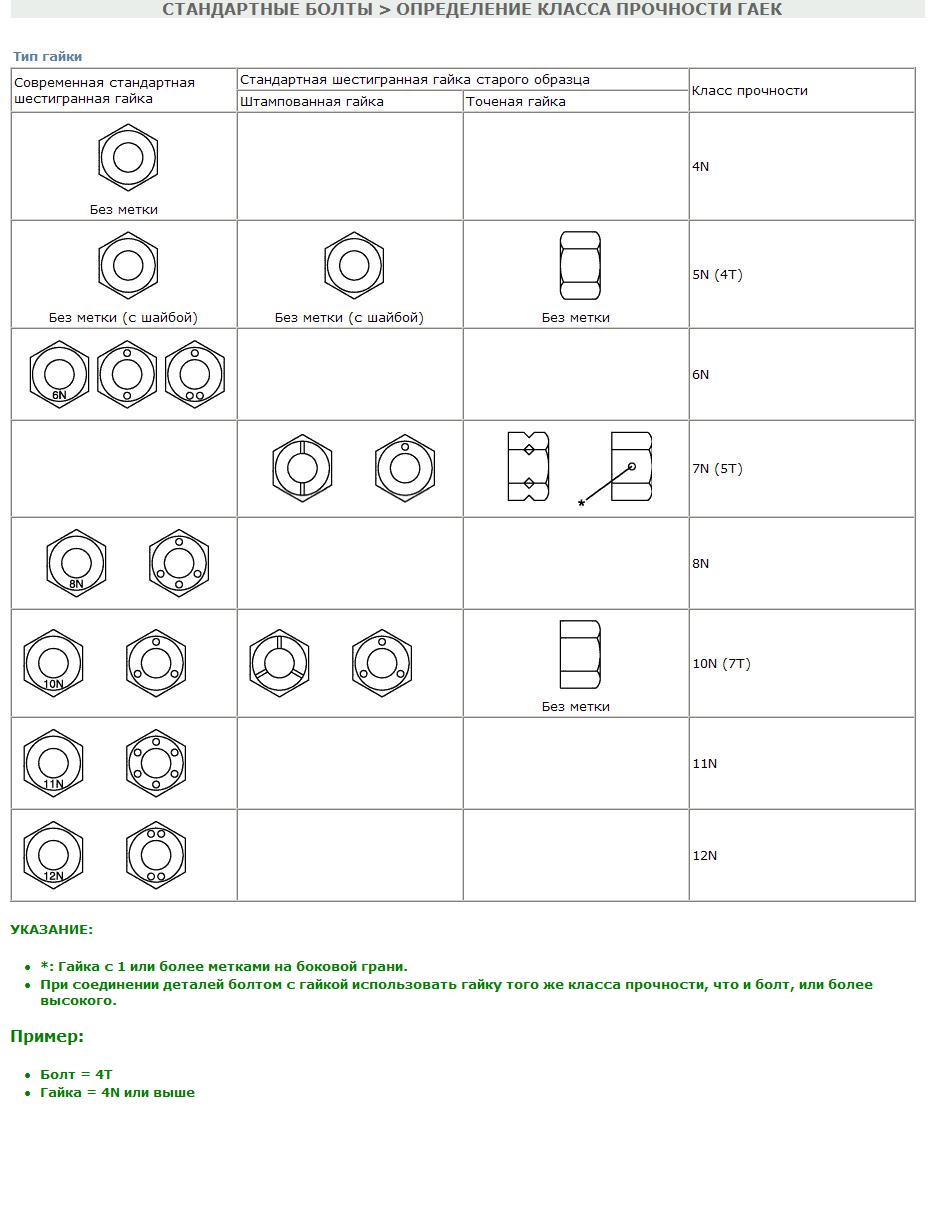
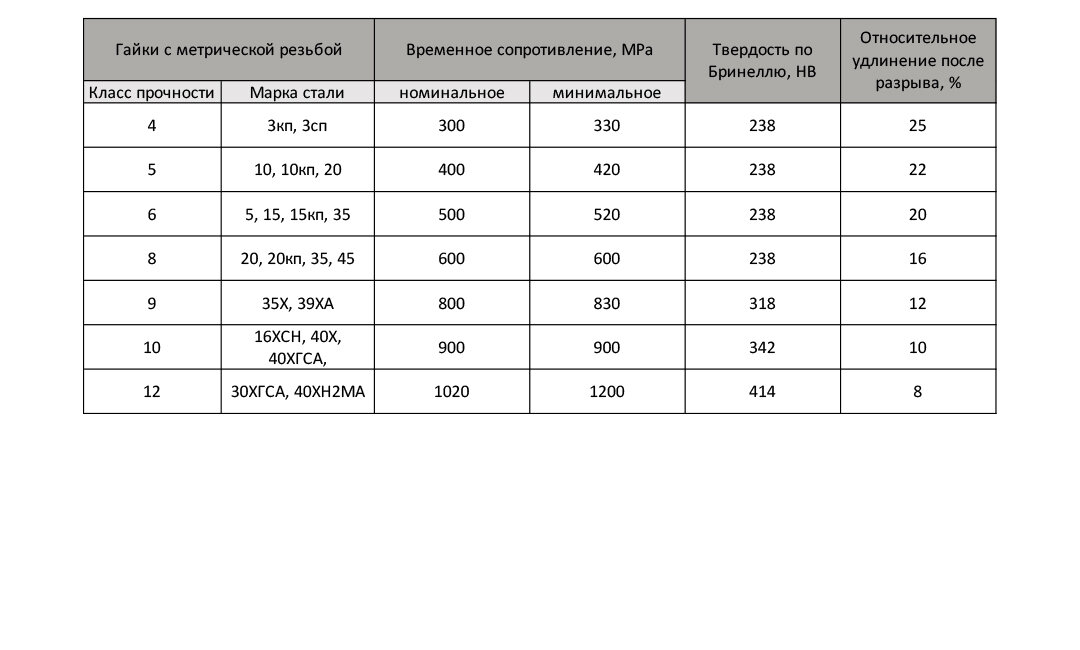
Ядките са маркирани по малко по -различен начин. Когато маркирате гайката, вземете предвид съотношението на нейната височина към диаметъра на резбата. Според съотношението на височината на гайката към диаметъра, гайките се разделят на 5 типа: 1) Ниска H / d по -малка от 0,8 2) Нормална със съотношение височина към диаметър на резбата 0,8 3) Висока със съотношение 1,2 4) Изключително висока със съотношение 1, 5. 5) Свръхниско, обикновено не е маркирано.
За ниските гайки има само два класа на якост - 04 и 05. За да се изчисли якостта на опън, сгънете 0 и умножете по 100. Получаваме съответно 400 и 500 МРа. Въз основа на получената стойност разглеждаме с какъв клас якост на болта трябва да се използва гайката.
Нормалните, високи и свръхвисоки ядки имат 7 класа на якост - 4, 5, 6, 8, 9, 10, 12. По същия начин, умножете по 100 и получете стойността на якост на опън. Следователно, гайка от клас 8 е най -добре да се използва с болт 8.8. В такива случаи разпределението на натоварването в резбата ще бъде равномерно.
Понякога има и други маркировки на болтове, но това обикновено е много рядко.По -голямата част от болтовете са маркирани според този принцип.
В следващата статия ще ви покажа как да изчислите болт за опъване, срязване и срязване.
Задавайте въпроси, оставяйте коментари, споделяйте впечатленията си от статията!
4.2. Срязващи връзки
4.2.1. Под действието на надлъжния
сила, преминаваща през центъра на тежестта на ставата, разпределението на тази сила между
болтовете трябва да се вземат еднакви. При действие върху огъването на ставата
моментът разпределението на силите между болтовете трябва да се вземе пропорционално
разстояния от центъра на тежестта на връзката към въпросния болт (в
триъгълни диаграми на разпределението на силите между болтовете, фиг. 2).
Ориз. 2
4.2.2. Срязващи болтове от
едновременно действие на надлъжна сила и огъващ момент, е необходимо
проверете за полученото усилие.
4.2.3. Приблизително
силата (kN), която може да бъде ударена от един болт, трябва да бъде определена от
формули:
на разрез -
нbs = 0,1·Rbs·γб1·А·нб,(4)
да смаже -
нbp
= 0,1·Rbp·γб1Γб2Γ(T)·аб,(5)
Обозначения, използвани във формулите (4, 5):
γб1 —
коефициент на условия на работа, като се вземе предвид едновременността на включването на болтовете в
работа, която трябва да се вземе според таблицата. 4;
γб2 —
коефициент на работно състояние, като се вземат предвид разстоянията по силата от ръба
елемент към центъра най -близкият отвор и между центровете на отворите, които
трябва да се приема съгласно таблицата. 5;
А = nd2/4 - изчислена площ, напречно сечение на болтовия прът, cm2;
нб - номер
изчислени разфасовки на един болт;
γ(T) - коефициент,
като се вземе предвид дебелината на свързаните елементи, определена
(6)
T - най -малката обща дебелина на отстранените елементи
Една Посока;
дб —
номинален външен диаметър на болта, виж.
Таблица 4
|
характеристика на свързване |
Фактор на състоянието |
|
Един болт при изчисления на срязване и |
1,0 |
|
Множество болтове при изчисления на срязване |
0,9 |
Таблица 5
|
характеристика на свързване |
Фактор на състоянието |
|
Вътрешен болт и много болтове |
|
|
в 1.5д |
0,25 а/д+0,5 |
|
в а ≥ |
1,25 |
Забележка. Разстояние б трябва да има повече разстояние а На
най -малко 0,5д... В противен случай
случай а = б-0,5д.
Прогнозни усилия, че
могат да бъдат получени с един болт на много-болтова срязваща връзка с една равнина
филийка, са дадени в.
Очаквани усилия, които могат да бъдат
взети от един болт M24 на много-болтова връзка за смачкване (с Rbp = 1,48·Run, а = 2д; б
= 2,5д), показан в.
4.2.4. Количество н болтове във връзката под действието на надлъжна сила н (kN) трябва да се определи по формулата
(7)
където Вб - по -малкото от изчисленото усилие за един болт нbs и нbpизчислени съгласно изискванията на тези препоръки.
4.2.5. Връзки, възникващи по време на работа
движението на смачкването на всеки елемент и от действието на стандартните товари трябва
дефинирам:
а) в нbp≤ нбс - според таблицата. 6.









|
Приблизително |
Движения |
||||
|
1,0 |
1,1 |
1,2 |
1,3 |
1,4 |
|
|
0,94 Run |
1,0 |
0,8 |
0,75 |
0,7 |
0,65 |
|
1,17 Run |
1,75 |
1,4 |
1,1 |
0,9 |
0,75 |
|
1,48 Run |
3,0 |
2,4 |
2,0 |
1,6 |
1,35 |
|
1,58 Run |
3,5 |
2,8 |
2,3 |
1,9 |
1,6 |
Обозначенията, приети в табл.
6:
Вселище. —
силата, действаща върху връзката от проектните натоварвания;
Внорми... - тогава
същото от стандартните товари.
Забележка. При определяне на преместванията
смачкване на всеки свързан елемент за междинни стойности К= Вселище/Внорми
е разрешена линейна интерполация.
Позволено е да се приемат стойности
премествания на срязване на всеки свързан елемент ти, от действието на нормативните натоварвания е по -малко от даденото
в таблицата. 6, докато проектната устойчивост на съединенията с единични болтове към смачкване
трябва да се определя по формулата
Rbp = К·е·Run,(8)
където е
- коефициент, равен на
е = 1,08×ти - в 0 u
≤ 0,8 мм, (9)
е = 0,57+0,4×ти-0,032×ти2 - при 0.8 ти≤ 3,8 мм (10)
Коефициент е в зависимост от движението на срутването на всяка връзка на елемента ти даден в;
б) при нbsнbp- съгласно формули 9, 10 и съгласно; заменяйки във формулата () нbp
На нbs.
4.2.6. Силата на елементите е отслабена
дупките в срязващите връзки трябва да бъдат проверени, като се вземат предвид пълните
отслабване на напречните сечения с отвори.
Якост на болта
Всички болтове с резба по -голяма от М6 трябва да бъдат маркирани. Главата на болта е маркирана със здравината на болтовете в съответствие с GOST или ISO, както и техния дизайн. Ако резбата на болта или винта е повече от М6 и няма маркировка на главата, тогава използването на такъв болт трябва да се изхвърли. Помислете какво означава класът на якост на болта и как е посочен директно върху главата.

Снимката показва три вида маркировки. Якостта на болта 8.8 е най -често срещаната. Болтът има клас на якост 10,9 и следователно е по -здрав от 8,8. "X" на главата на болта показва, че болтът е закален, обикновено това е обозначението на болтовете на витлото. Има класове на якост на болтовете 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. Периодът между числата може да липсва.
Сега нека поговорим какво означават тези числа. Първата цифра на маркировката е равна на 0,01 якостта на опън на болта, за да разберем крайната якост, разделяме първата цифра на 0,01 и получаваме якостта на опън в МРа. Втората цифра е 0,1 от съотношението на границата на текучест на болта към якостта на опън. Ако умножим числата и резултатът се умножи по 10, тогава получаваме границата на добив в МРа. Нека дадем пример за декриптиране. Силата на 12.9 болта се дешифрира, както следва:
12 / 0,01 = 1200 (МРа) - якост на опън.
12x10x9 = 1080 (MPa) - граница на добив.
Болтовете с клас на якост до 5,6 се използват най -често в производството на мебели, останалите се използват в машиностроенето и строителството. Освен това, класът на якост 10.9 и 12.9, поради високата цена, се използва при сглобяването на особено критични възли.
В допълнение към стандартните болтове с шестостенна глава, се използват и винтове с гнездо, фланцови болтове, болтове с квадратна глава и др. Разположението на маркировките за тези болтове е различно от стандартните болтове. Маркировките могат да се нанасят върху цилиндрична повърхност или под главата на болт.
На снимката са показани примери за маркировки на болт на тава (вляво) и шестостен болт (вдясно).
Има и болтове, предназначени за използване в определени възли; те могат да имат допълнителни маркировки. Например болтовете за изграждане на мостове могат да бъдат маркирани с "ХЛ", което означава допустимото използване на болта при температури до -65C. Понякога марката стомана, използвана при производството, е посочена на главите на болтовете.
Класът на якост също е посочен върху шиповете, той се прилага върху цилиндричната част, където няма резба, но с две съществени разлики: 1) На болтовете маркировката излиза над повърхността, върху шиповете, напротив , маркировката навлиза по -дълбоко в материала. 2) Шпилките се маркират, като се започне с клас на якост 5.6. При диаметри на шипове, по -малки от M12, понякога не са маркирани числа, а конвенционални знаци, всеки от които съответства на клас на якост.
Ядките са маркирани по малко по -различен начин. Когато маркирате гайка, вземете предвид съотношението на нейната височина към диаметъра на резбата. Според съотношението височина на гайката към диаметъра, гайките се разделят на 5 типа: 1) Ниска N / d по -малка от 0,8 2) Нормална със съотношение височина към диаметър на резбата 0,8 3) Висока със съотношение 1,2 4) Изключително висока със съотношение 1,5. 5) Свръхниско, обикновено не е маркирано.
За ниските гайки има само два класа на якост - 04 и 05. За да се изчисли якостта на опън, сгъваме 0 и умножаваме по 100. Получаваме съответно 400 и 500 МРа. Въз основа на получената стойност разглеждаме с какъв клас якост на болта трябва да се използва гайката.
Нормалните, високи и свръхвисоки гайки имат 7 класа на якост - 4, 5, 6, 8, 9, 10, 12. По същия начин, умножете по 100 и получете стойността на якост на опън. Следователно, гайка от клас 8 е най -добре да се използва с болт 8.8. В такива случаи разпределението на натоварването в резбата ще бъде равномерно.
Понякога има и други маркировки на болтове, но това обикновено е много рядко.По -голямата част от болтовете са маркирани според този принцип.
В следващата статия ще ви покажа как да изчислите болт за опъване, срязване и срязване.
Задавайте въпроси, оставяйте коментари, споделяйте впечатленията си от статията!