Оперативни характеристики
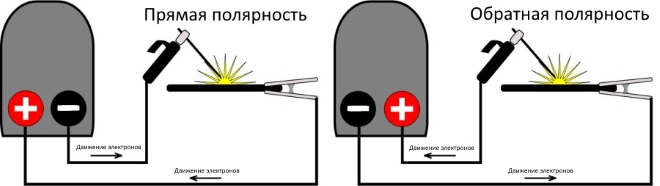
Тя, както вече беше споменато, се използва за заваряване на метали с директна полярност.
Директната полярност означава, че положителният контакт на заваръчната машина е свързан към самия детайл със заземен кабел, а отрицателният контакт към електрода чрез заваръчния кабел.
В настройките на заваръчната машина се задават минималната скорост на подаване и работното напрежение. Например, използвайки диаметър 1,2 мм, оптималната скорост на подаване ще бъде 2 метра в минута, а напрежението ще бъде 14 V.
Обичайно е тя да образува дебел шлаков слой върху направената заварка. Ако шевът се планира да бъде многопроходен, тогава тази шлака трябва внимателно да се отстрани с метална четка и чук.
 Като цяло, според прегледите, шевът почти винаги е доста груб, има големи люспи и възли. При небрежни и прибързани действия на заварчика е възможна липса на проникване. Това е практически неизбежно при работа с прекъсваща електрическа дъга.
Като цяло, според прегледите, шевът почти винаги е доста груб, има големи люспи и възли. При небрежни и прибързани действия на заварчика е възможна липса на проникване. Това е практически неизбежно при работа с прекъсваща електрическа дъга.
Особености
Заваряването с полуавтоматично устройство без газ ви позволява да постигнете необходимото ниво на топене на металната повърхност, докато диаметърът на телта е от 0,8 до 2 мм. Поради специалния състав на флюса, полуавтоматичното заваряване дава възможност да се извърши висококачествен и издръжлив шев при съединяване на метални заготовки с всякаква дебелина, което показва висока ефективност на метода на заваряване.

Процесът на заваряване на метални части без използване на защитен газ има редица предимства пред други технологии:
- няма нужда от закупуване и последващо зареждане на скъпи бутилки с газова смес;
- няма нужда да премествате бутилки с тежък газ по време на работа;
- заваръчният поток може да бъде избран според диаметъра и състава на пълнежния му прах, което е удобно за заваряване на различни видове метал;
- По време на процеса на заваряване е възможно да се контролира образуването на челен шев през стъклото на защитната маска.


Тел с поставен поток вътре е универсален и рентабилен заместител на газовото оборудване. Според структурата си телта се състои от куха тръба, изработена от стоманен материал, вътре в такава тръба има поток под формата на прах. Външно такъв прах изглежда като покритие, което се използва при производството на конвенционален заваръчен електрод. По време на работата полуавтоматичното заваръчно устройство осигурява високотемпературна среда, в която потокът се топи без остатък. В получената заваръчна вана се образува течен метал, защитен от газа, образуван при изгарянето на добавките. Този газ предпазва съединението на шева от въздействието на кислород, което гарантира здравината и надеждността на фугата.


Използването на метода на заваряване без газ с помощта на полуавтоматично устройство, в сравнение с конвенционалните видове заваряване, извършвани в активна или инертна газова среда, която се подава по време на работа от бутилка, има своите предимства и недостатъци.
Сред предимствата са следните:
- полуавтоматичната заваръчна машина е с компактни размери и леко тегло, не е нужно да купувате маркучи и газов цилиндър с редуктор за извършване на заваряване;
- компактността на оборудването позволява да се използва в недостъпни зони - можете да работите с него на височина, както и в тесни коридори или помещения;
- значително се спестява време за подготовка на оборудването за работа;
- процесът на заваряване се извършва бързо и точно;
- заваръчният шев се формира под визуален контрол, осъществяван чрез защитна маска;
- температурата и мощността на електрическата дъга могат да бъдат избрани в зависимост от вида на заваряваните метали;
- телта може да бъде избрана с различни видове пълнител.
Недостатъците на полуавтоматичното заваряване включват следните точки:
- цената на телта с поток е доста висока;
- заваръчната тел има определена степен на чупливост, така че изисква внимателно боравене по време на работа;
- в съответствие със състава на флюсовия прах върху полуавтоматичния заваръчен апарат е необходимо правилно да се избере желаният режим на работа, което създава трудности за начинаещи;
- когато се използва заваръчен поток, по време на образуването на шева се образува шлака, която ще трябва да се почисти;
- полуавтоматичното устройство има способността да променя полярността на връзката, как да я използва и с каква цел - често поражда съмнения сред неопитни заварчици.


Цената на такава работа е минимална, което е особено важно, ако трябва да заварявате малка площ

Основни видове тел
В зависимост от начина на използване и метода на защита срещу външни влияния, телта за заваряване с флюс може да бъде газозащитна и самозащитна.
Изглед за защита от газ
Газовата тел се използва, когато заваряването се извършва с полуавтоматични и автоматични устройства за нисколегирани и въглеродни стомани.
Процесът включва въглероден диоксид или сместа му с аргон. Газът идва отвън. Пълнещият прах може да бъде избран за подобряване на параметрите на заваряване. Например, можете да увеличите скоростта на вертикално заваряване или да свържете здраво трудно заваряема стомана.
Тази технология се използва, когато е необходимо да се създадат припокривания, при работа в ставите и в ъглите на конструкциите, както за автоматична машина, така и за полуавтоматична машина. Тази технология осигурява последователно пръскане, намалено пръскане и устойчивост на образуване на пори и шлаки.
Материалът, който се използва в процеса на заваряване, има висока скорост на отлагане, има ниско ниво на дим и позволява висококачествени шевове.
Поглед за самозащита
Самозащитната жила с флюс е направена под формата на специален "обърнат" електрод (сякаш е обърнат отвътре навън). Използването на този вид заваряване позволява работа при различни температурни условия (дори екстремни), със силни пориви на вятъра и други подобни.
Основните компоненти на сърцевината са различни добавки (диоксидиращи, образуващи шлака и защитни), което позволява заваряване без използване на газ.
Самозащитната заваръчна тел има редица положителни характеристики, сред които са:
- способността да се извършват заваръчни работи на различни позиции;
- поради отвореността на дъгата е възможно внимателно да се премести заваръчния метал;
- специален вид телено покритие осигурява устойчивостта му на натиск, упражняван от ролките;
- поради контрола на химичния състав става възможно да се получи много специфичен състав на шлаката.
В условия на сглобяване механизираното прахово заваряване става все по -често. Въпреки че много хора се оплакват от високата цена на консумативите, ефективността на заваряването с флюс е значително по -висока, просто трябва да изберете правилната марка тел.
Характеристики на производството

Производството на тел се извършва на няколко етапа в една инсталация.
- Почистване на лентата от замърсявания, масло, котлен камък и влага в началото на машината.
- Лека надлъжна деформация на тръбата за образуване на полукръг.
- Пълнене на лентата с прах.
- Свързване на краищата, образуване на тръба с поток.
- Калибриране на връзката и самия профил. Създаване на правилното кръгло сечение.
В съвременното заваръчно производство най -използваната заваръчна лента е направена от нисковъглеродни стомани.
По време на производството телта не се скачва и не се търкаля по дължината на лентата. На макарата трябва да има едно цяло парче.
За да премахнете влагата и маслото от повърхността на PP и PS, бобината трябва да бъде поставена във фурната, преди да я инсталирате на устройството. Поддържайте 2 часа при температура 230 - 250⁰.
Характеристики на използване
Използването на полуавтоматично устройство по време на заваряване допринася за бързото нанасяне на шевовете, тъй като прахообразният тип продукти се подават без прекъсване. Тъй като газовият маркуч не винаги е наличен за работа, този метод ви позволява да заварявате метали в среда на защитни газове
Практически всеки ще може да готви правилно без газ, като специално внимание трябва да се обърне на повърхността и настройката. При механизирано заваряване е задължително да се вземат предвид текущите параметри, полярността, както и правилната техника на изпълнение
В работата с това метално устройство има някои нюанси, които майсторът не трябва да забравя. За да се води успешно дъгата и да се образува шев, си струва да се подготви плоска повърхност. При работа с полуавтоматични устройства това може да се постигне чрез превключване на контактите във вътрешността на устройството.


Важен момент в работата е инсталирането на ролки, които напълно съответстват на диаметъра на използваната жица. Отстрани на ролката има информация за диапазона на диаметрите. Ролка с подвижен тип не трябва да се затяга плътно, тъй като жицата се характеризира с куха структура и това събитие може да доведе до деформация или поява на запушване в кабелния канал.
За да може телта да се изтегля безпрепятствено, ще трябва да премахнете върха, разположен на изхода на затягащия елемент. Намотката му се извършва, след като консумативният елемент се появи от края на този канал. Диаметърът на върха също трябва да бъде съобразен с размера на жицата, тъй като голям отвор може да затрудни контрола на дъгата. По време на тази процедура не се използва газ, така че не е необходимо да поставяте дюзата. За да не залепва спрея по върха, той трябва да се напръска със специално разработен продукт.


Тъй като атрибутът на заваряване на прах няма механична якост и твърдост, експертите препоръчват използването на специален механизъм, който осигурява непрекъснатостта на автоматичното подаване на елемента.
В процеса на заваряване има интензивно образуване на шлака, тя трябва бързо да се елиминира с метална четка. В противен случай шлаката може да попадне в работната зона, което ще доведе до образуване на дефекти и намаляване на механичната якост.


Потоковата тел може да бъде направена изцяло от метал или да бъде пълнена с поток, като по този начин изпълнява задачите на газ. Използването на този атрибут на заварка може да доведе до по -ниска заварка от обикновено, но в някои случаи е невъзможно да се направи без добавка на прах.
Транспортирането на газови бутилки не винаги е подходящо, така че техникът може да използва жица от флюс, например на височина или на неудобно място. Както показва практиката, за домашна употреба с малко количество работа тази опция за заваряване е скъпа. Но в производството, когато се използват тръби с прах, бързо и висококачествено заваряване може да се извърши дори от неопитни специалисти. Забелязано е също, че такова заваряване може да се изплати при нанасяне на дълъг шев, в противен случай се получават много отпадъци.


Заваряването на жица с флюс е описано в следващото видео.
Видове и маркировка на заваръчна тел
RF стандартите описват около 80 различни марки заварена тел. На практика обаче не повече от дузина се използват широко.
Маркировка на заваръчна тел
Останалите марки са високоспециализирани материали за специални и доста редки приложения, като:
- производство на ядрени реактори, вътрешни и компоненти за ядрена енергия;
- космическа индустрия;
- специално корабостроене, включително подводни корпуси и резервации;
- оборудване за добив, транспорт и преработка на нефт и газ;
- черупки и оборудване за химически реактори;
- други високотехнологични индустрии.
Обозначението на проводника се състои от няколко групи числа и символи:
- диаметър в милиметри;
- дестинация:
- всъщност за заваряване "Sv";
- за изплуване - "Np".
- съдържание на въглерод в стотни от процента;
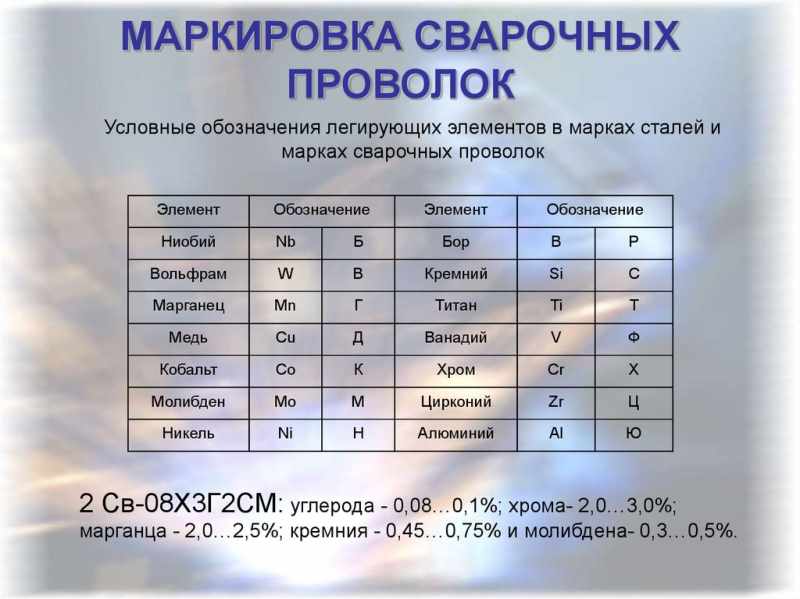
Символи на легиращи елементи
- съдържанието на легиращи добавки в проценти, ако съдържанието е по -малко от 1%, тогава не се посочва:
X-хром.
N-никел.
- М е молибден.
- C е силиций.
- N е никел.
- X е хром.
- С - цирконий.
- G - манган.
- А е азот.
- В - волфрам.
- T е титан.
- Yu - алуминий.
- F - ванадий.
- В - ниобий.
- D - мед.
- C е силиций.
- Изисквания за чистотата на материала.
- А - рафиниран.
- АА - висока чистота.
- Метод на топене.
- VI - вакуумна индукция.
- VD - вакуумна дъга.
- За производството на електроди - буква Е.
- Медно покритие - буква О.
- Връзка към GOST.
Така например от обозначението можете да разберете, че марката Sv-08G2S съдържа 0,08% въглерод, 2% манган и силиций по-малко от 1%. Тази жица за пълнене е подходяща за газово заваряване на легирана стомана.
Маркираща марка Sv-08G2S
Водещите световни производители на заваръчна тел ESAB, Autrod и други използват свои собствени системи за обозначение, които отговарят на американските или европейските стандарти. Дилърите на тези компании винаги имат на разположение таблиците за съответствие на техните марки с марките, определени от ГОСТ.
Какво е необходимо за заваряване
- Източник на захранване (полуавтоматично устройство);
- заваръчна тел;
- защитен газ.
Заваръчната тел трябва да е идентична с метала, който ще бъде заварен. В нашия случай изберете неръждаема стомана за полуавтоматично устройство.
Заваръчна тел от неръждаема стомана за полуавтоматично устройство

На пазара има тел от руски и чуждестранни производители, които се подразделят на жица с флюс и твърда жица. Диаметър от 0,13 до 6,0 мм. У дома се използват диаметри от 0,6 и 0,8 мм и над 1,0 мм в производството.
- Плътният проводник се използва за газови екранирани и потопени дъгови връзки. Този метод елиминира навлизането на въздух в зоната на заваряване, като по този начин подобрява качеството на заваръчния шев.
- Тел от неръждаема стомана със сърцевина (самозащита)-тънкостенна тръба, пълна с поток и газ. Сместа от компоненти позволява заваряване на продукти без защитни газове (въглероден диоксид и аргон).
Полуавтоматична тел от неръждаема стомана, произведени с термична обработка или студено изтеглени. Той се подразделя на окислен (Т) и светъл (бял, ТС).
Неръждаемата жица се предлага в 2 класа на точност:
- повишена точност (P);
- нормална точност.
Телът се използва с повишена точност за подобряване на качеството на шева.
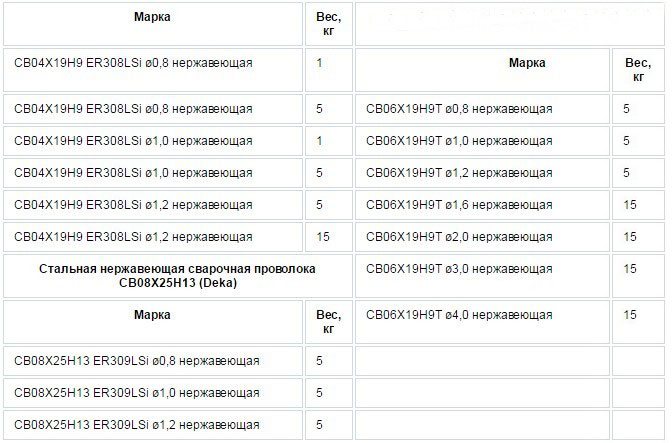
Според химичния си състав неръждаемите стомани са разделени на различни марки, а телта също има различни маркировки. Таблицата (по -долу) ще ви запознае с марките, диаметъра и теглото на неръждаемите проводници:
Цената на неръждаемия проводник за полуавтоматично устройство
Цената варира в зависимост от производителя и региона на пребиваване на купувача.
Средни показатели:
- ER 308 LSI 0,8 мм 1 кг - 825 рубли;
- ER 308 LSI 0,8 мм 5 кг - 4237 рубли.
Видео:
Избор на газ
Невъзможно е да се готви с полуавтоматично устройство без газ, освен когато се използват проводници с флюс. Заваряването на неръждаема стомана с полуавтоматично устройство може да се извърши в среда от въглероден диоксид или смес от въглероден диоксид и аргон.

Въглеродният диоксид е достъпен и евтин газ за свързване на неръждаеми стомани. Когато се използва чисто, заварчикът се сблъсква с прекомерно метални пръски и гънка заварена заварка.
Процентът на въглероден диоксид към аргон може да се регулира с помощта на два отделни цилиндъра.Свържете изходите от двете скоростни кутии с помощта на тройник, взет от чистачката на предното стъкло на автомобила. Подробности за подобен дизайн във видеото:
Това е всичко, просто трябва да свържете избрания защитен газ и проводник към устройството. Имайте предвид: проводящият връх трябва да бъде със същия диаметър като жицата.
Видео: как да настроите полуавтоматично устройство за работа (за начинаещи).
Как да заварявате неръждаема стомана във въглероден диоксид
След скосяване, съединете частите с помощта на затягащи клещи, оставяйки разстояние между продуктите (най -малко 1,5 мм).
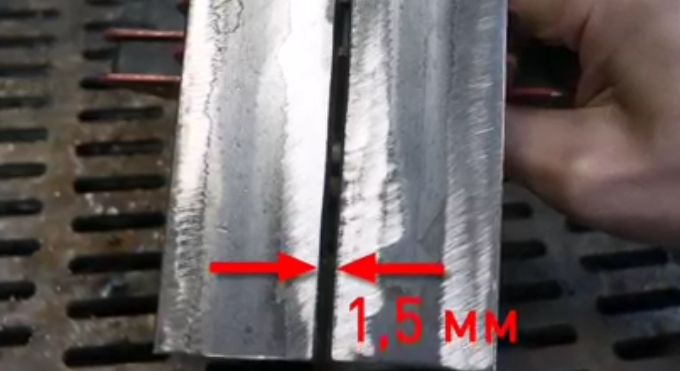
Разликата трябва да бъде по цялата дължина на детайла, това ще позволи метала да се свари до пълната му дебелина. Свържете масата и задайте вашите настройки на полуавтоматичното устройство, в зависимост от дизайна на вашето устройство и дебелината на метала.
Простите полуавтоматични устройства на предния панел имат 2 настройки:
- заваръчно напрежение;
- скорост на подаване на тел.
Настройката на индуктивността променя твърдостта на дъгата, дълбочината на проникване и формата на перли:
- С ниска индуктивност: студена дъга - получаваме тънка перла с дълбоко проникване;
- С висока индуктивност: гореща дъга - широка перла с плитко проникване.
Като държите горелката с наклон 20-60 градуса (разстояние от дюзата до заваръчната вана 10-20 мм), направете връзка от неръждаема стомана с къси фиксатори. Натиснахме спусъка - освободихме го, натиснахме го и го пуснахме, просто така, бавно, изрязаните ръбове се пълнят с метал. Можете да готвите както с ъгъл назад (към себе си), така и с ъгъл напред (далеч от вас).
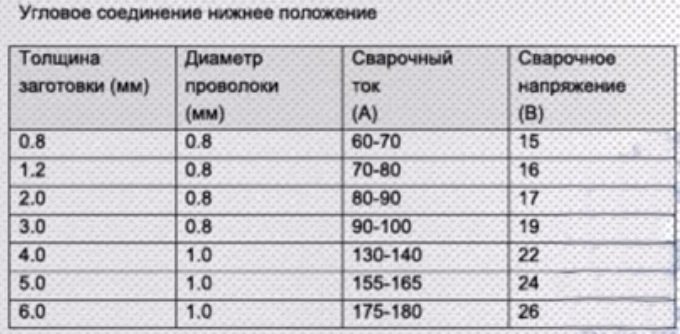
Таблиците (по -долу) ще ви помогнат да определите настройките за полуавтоматичното устройство:
При заваряване с припокриване, фаските не се нарязват, достатъчно е да се почисти повърхността, да се наслагват частите една върху друга и да се свърже.
При заваряване отхапете заваръчната перла на върха на телта, преди да направите нова заварка.

В процеса на свързване на неръждаема стомана с полуавтоматично устройство в среда на въглероден диоксид, променете скоростта на подаване на тел, с такива манипулации ще постигнете висококачествен шев.
Видео:
P.S. След като прочетете статията, разгледате таблиците и видеоклиповете (за начинаещи), ще овладеете автоматичната технология за свързване от неръждаема стомана - бързо. Късмет!
Заваряване с тел със сърцевина без газ
Преди да започнете процеса на заваряване, трябва да зададете препоръчителните стойности на тока на машината. След това трябва да проверите състоянието на захранващата втулка (за износване) и липсата на изместване на подаващото устройство. Подаващите ролки също трябва да бъдат калибрирани - те не трябва да притискат прекалено силно, за да се избегне деформация и неравномерно подаване.
 Детайлите, които трябва да се съединят, трябва да бъдат почистени от оксиден филм и с дебелина повече от 4-5 мм, трябва да се образуват скосявания. След появата на електрическа дъга, тя се води отдолу към върха на детайла (ако е разположен вертикално). Дръжката на горелката трябва да се държи под ъгъл спрямо повърхностите, които ще бъдат заварени - това стабилизира заваръчната вана, предпазва от преждевременно разнасяне на метал от нея.
Детайлите, които трябва да се съединят, трябва да бъдат почистени от оксиден филм и с дебелина повече от 4-5 мм, трябва да се образуват скосявания. След появата на електрическа дъга, тя се води отдолу към върха на детайла (ако е разположен вертикално). Дръжката на горелката трябва да се държи под ъгъл спрямо повърхностите, които ще бъдат заварени - това стабилизира заваръчната вана, предпазва от преждевременно разнасяне на метал от нея.
Препоръчва се скоростта на изтегляне на шева да се поддържа около 15-20 мм в секунда. Когато образувате шев в няколко прохода, трябва да изчакате слоят да се охлади и да почистите повърхността му от шлаковата кора - в противен случай вторият и следващите шевове ще се окажат с ниско качество поради примеси.
Активиран проводник
Този заваръчен консуматив е сходен по състав с флюс-сърцевина, но към него са добавени специални добавки, които оптимизират параметрите в зоната на заваръчната вана и предотвратяват разрушаването на метал по време и след заваряване. Структурно, активираният проводник има различна структура от проводника със сърцевина. Процентът на добавките е значително по-малък и не надвишава 6-8% от общото работно тегло. В този случай добавките не се изливат в кухините, а се вграждат в тялото на телта под формата на тънки канали, а материалът съчетава предимствата на плътната тел и тел от сърцевина. Поради малкия дял добавки, заваряването с такава тел може да се извършва само в атмосфера на инертен газ.
Добавките са лесно йонизиращи се съединения на леки метали и шлакообразуващи компоненти, които подобряват ситуацията със стабилността на работните параметри на заваръчната вана. Те увеличават стабилността на дъгата.
Могат да се формулират следните предимства на активирания проводник:
- Широка гама от съвместимо оборудване. Жицата, за разлика от тел със сърцевина, позволява огъване и не изисква специализирани хранилки.
- Високо качество на шева поради по -ниското повърхностно напрежение на фугираните детайли и ниското насищане с водород.
- Намален разход на ток чрез защита на зоната на заваряване от прекомерни топлинни загуби.
Заваръчна тел
Основният недостатък на активирания проводник е необходимостта от използване на газ. Това увеличава сложността и цената на операцията.
Технология
С полуавтоматична заваръчна машина можете независимо да заварявате неръждаема стомана, цветни метали, стомана, алуминий. За да свържете заготовки от цветни метали, трябва да изберете правилния проводник за заваряване. Например, флюс, съдържащ магнезий, манган и алуминий, може да се използва за заваряване на алуминиеви части. Този проводник дава възможност за свързване на тънки метални или дебели листове
За начинаещите заварчици е важно да се спазват всички етапи на подготовка и технология на заваръчния процес


Носете защитно облекло и заваръчна каска, преди да започнете заваряване. Работата може да се извършва при условие, че няма запалими предмети в радиус от 10 m. Неупълномощени хора без предпазни средства не се допускат в работната зона.

Подготовка
Методът на заваряване с полуавтоматично устройство без газово оборудване се различава от обичайния метод на заваряване с това, че има различна полярност: към детайла е прикрепен терминал със знак "плюс", докато "минус" ще бъде свързан към електрод. Тази полярност се обяснява с факта, че с нейна помощ е възможно да се постигнат възможно най -високите температурни условия, които са необходими за топене на праховия поток.
Друг важен етап от подготвителната работа е цялостна предварителна обработка на повърхностите на детайлите, свързани помежду си.


За да настроите полуавтоматично заваръчно оборудване, ще трябва да направите следното:
- изберете индикатора за текущата сила, зададена за работа, според това колко дебел ще трябва да бъде свързан металът;
- изберете оптималния режим на скоростта на подаване на заваръчната тел, така че да не се повреди от напрежение по време на заваряването;
- прехвърлете устройството към директната полярност на тока;
- превъртете жицата напред, отворете капака на фунията за подаване на потока, натиснете бутона за стартиране и активирайте електрода;
- извършете пробно заваряване и, ако е необходимо, коригирайте параметрите на устройството.
След като настройката на полуавтоматичното устройство приключи, телта ще се подава свободно в зоната на заваряване, а заваръчната дъга е стабилна, можете да започнете да оформяте свързващия шев.

Опитните експерти препоръчват настройката на притискащите ролки на машината според дебелината на телта. Ако това условие е изпълнено, поточната тел ще се движи свободно през тръбопровода без риск да се забие в захранващия канал или да се счупи.

Процес
По време на работата на полуавтоматичната заваръчна машина без използването на балонен газ, потокът създава облак от защитен газ по време на горенето. Такива пари са склонни да се издигат нагоре, така че заварчикът трябва да осигури изпускателна система или да осигури добра вентилация на помещението.
След привеждане на полуавтоматичната заваръчна машина в работна готовност, движенията на електрода трябва да се извършват по образувания свързващ шев. Ако трябва да се съединят дебели метални листове, тогава този процес се извършва на няколко слоя.Освен това, за да избегнете появата на пукнатини в шева, трябва да сварите първия слой при нисък електрически ток. Шев се образува чрез запълване на заваръчната вана с разтопен метал. След като кухината на заваръчната вана е напълно запълнена, е необходимо да изключите подаването на тел, да спрете заваръчната машина и да я изключите от мрежата.
За да може работата да се извърши възможно най -удобно и ефективно, се препоръчва процесът на заваряване да започне от горния сегмент на съединяваните части, като постепенно се спуска. При изгаряне на потока се генерира топлинна енергия и, повишавайки се, става възможно постоянно да се поддържа същото ниво на температура, необходимо за топене на метала. Препоръчва се леко да наклоните дръжката на държача на електрода нагоре, за да поддържате постоянно топене на метала и да образувате заваръчна вана.
Факелът на полуавтоматичната заваръчна машина трябва да се движи бързо и плавно по фугата, като същевременно се опитва да предотврати появата на провисване на разтопен метал. За тази цел телта трябва да стигне до предния ръб на заваръчната вана.

Как да готвите с полуавтоматично устройство без газ, вижте по -долу.