Размери (редактиране)
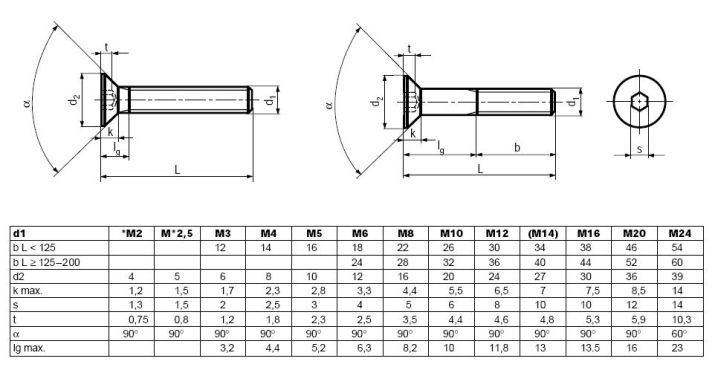
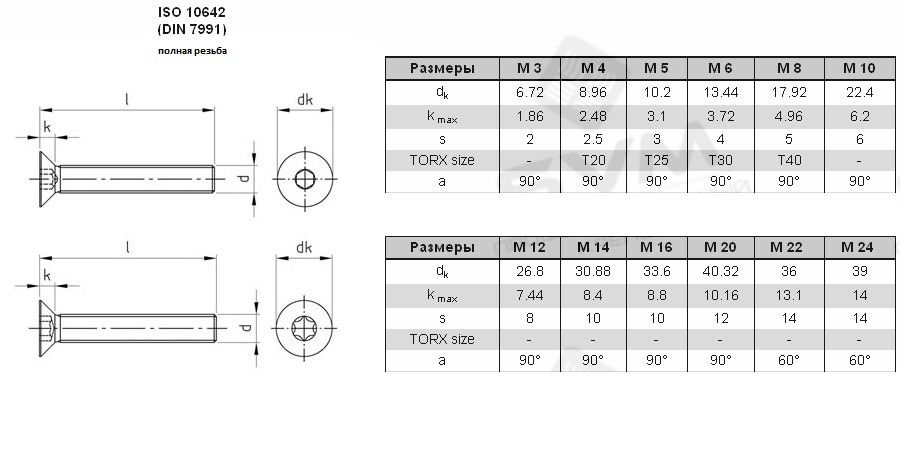
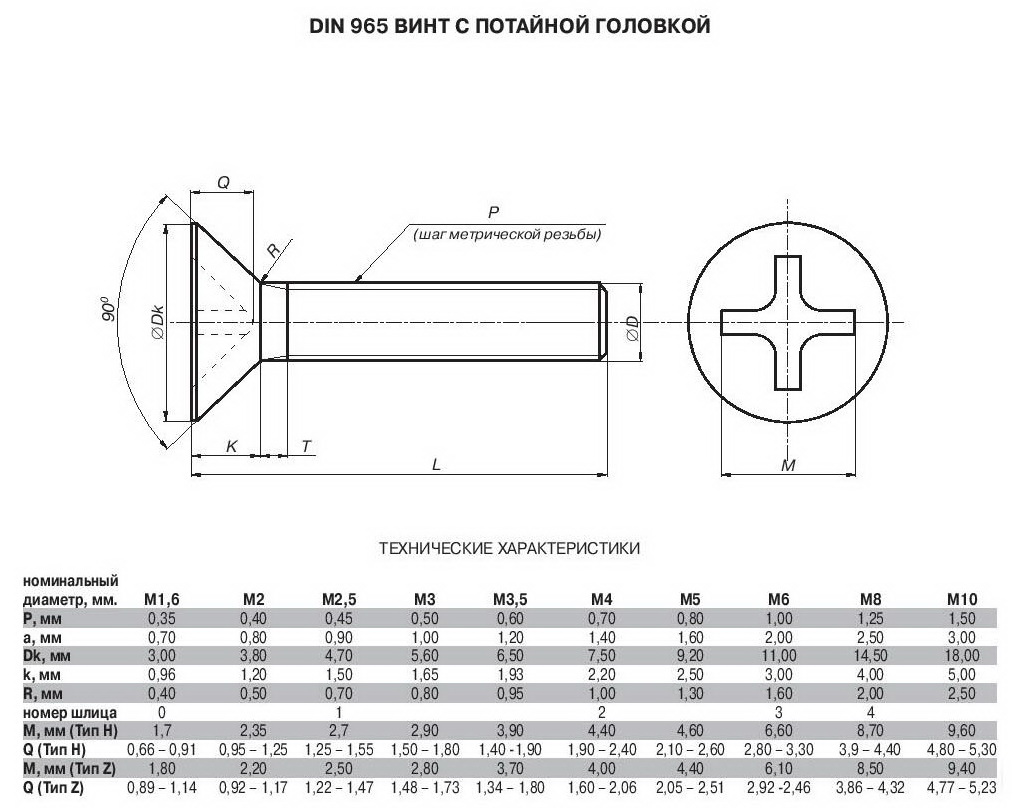
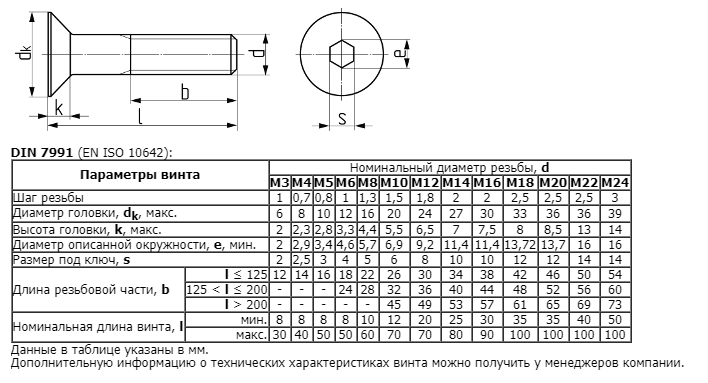
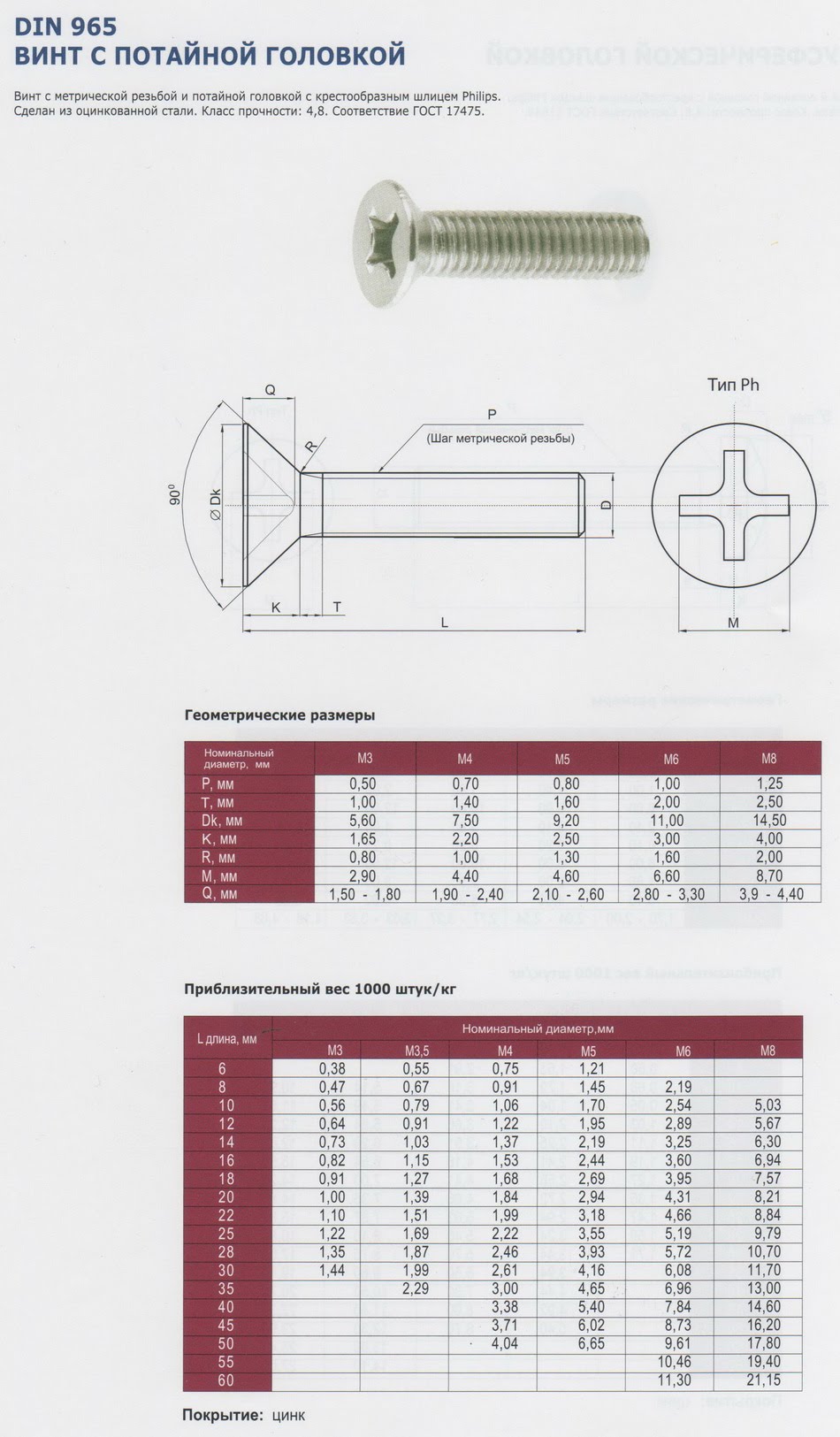
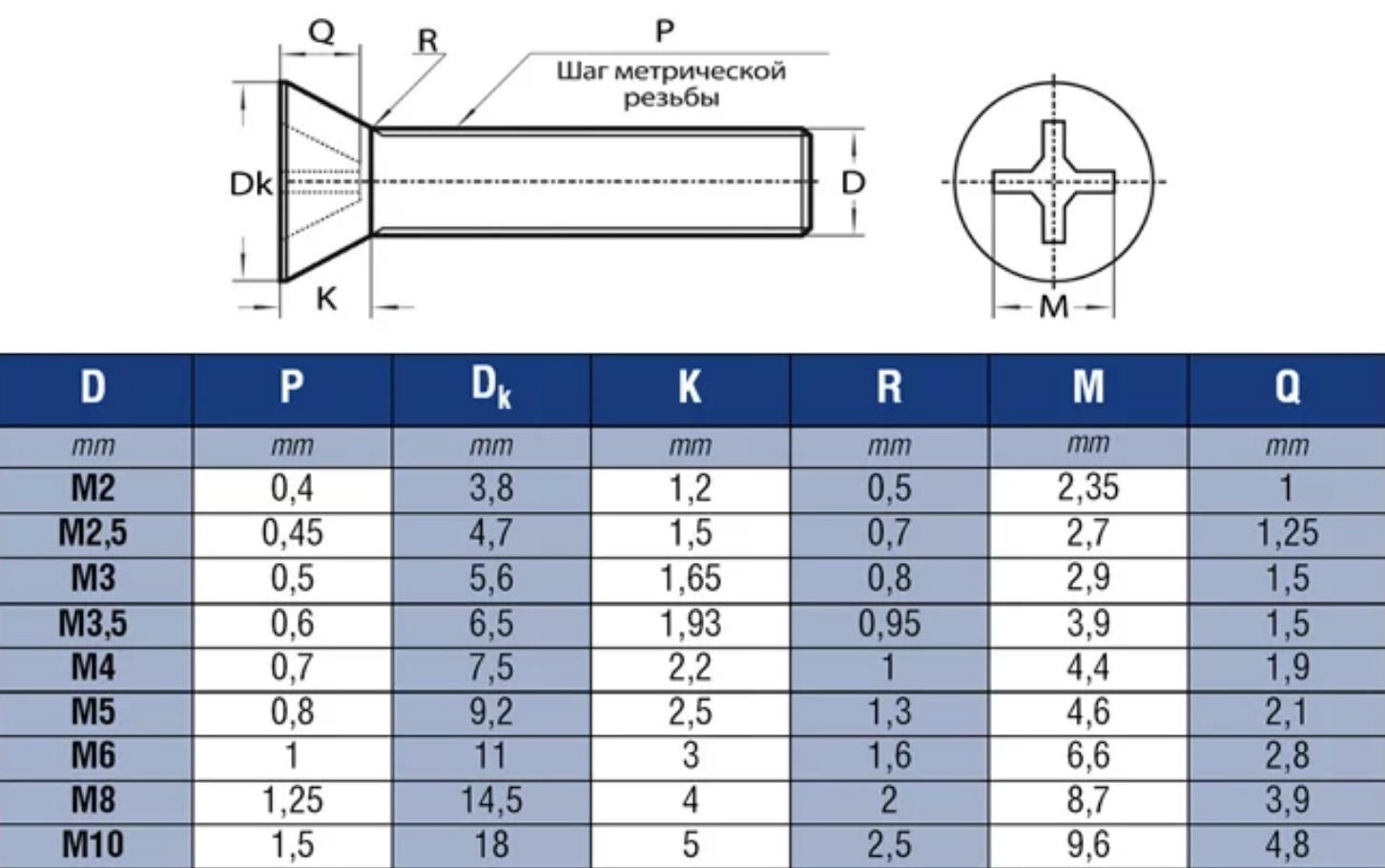
Диапазонът от размери на продуктите, произведени в съответствие с ГОСТ R50403-92, се отнася за винтове с вдлъбнатина с прави и напречни вдлъбнатини с диаметър на резбата в диапазона 1–20 мм, което е отразено в маркировката. Сред настоящите стандартни размери може да се откроят М1, М2, М3, М4, М5, М6, М8, М10, М12, М14, М16, М18 и М20. Освен това има разширен диапазон, в който има междинни диаметри. Те включват:
- M1.2;
- М1.4;
- М1,6;
- М2,5;
- М3.5.
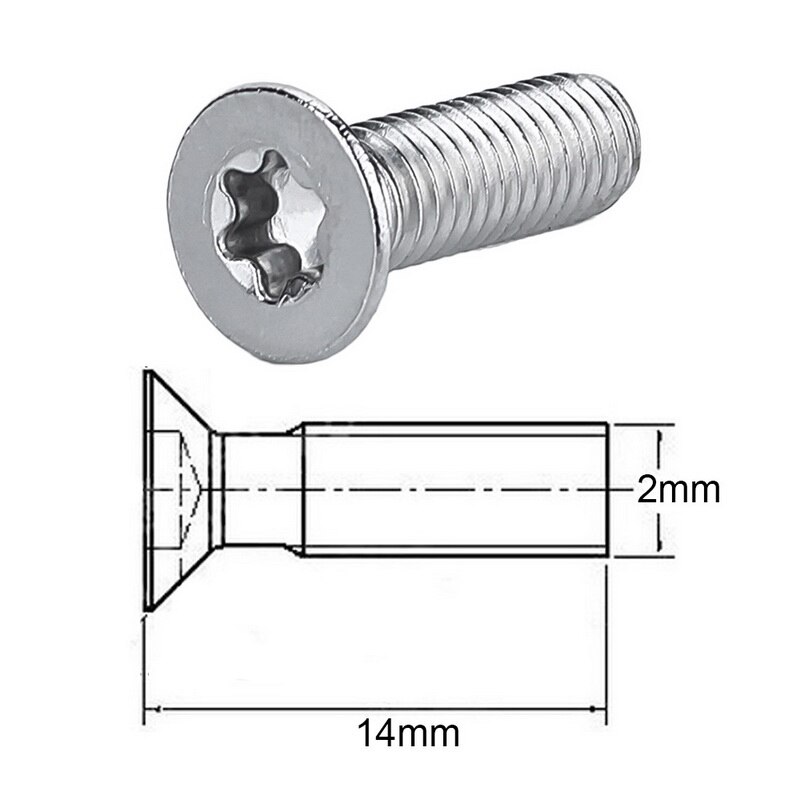
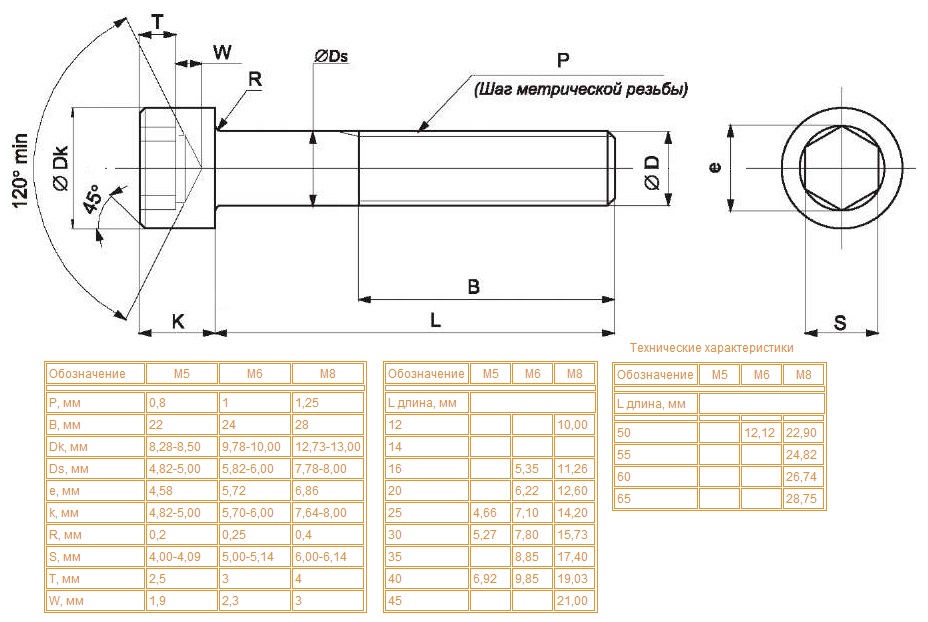
Стандартният диапазон на дължината на винта е от 2 мм до 120 мм. Най -често срещаните са следните размери винтове с потапяща глава с права или вдлъбнатина с Phillips: M3X5, M3X50. Понякога продуктите в продажба са просто етикетирани по диаметър и дължина - 5X120 mm, 4X70 mm. За винтове в диапазона на размерите над M4, индикаторите за дължина са 40, 45, 50, 60, 70, 80, 90, 100, 110 и 120 мм.
Какво са те?
Абсолютно всички съществуващи винтове с потапяне се различават главно по типа на главата и слота. Обичайно е да се разглеждат опциите за самонарязване отделно, тъй като те обикновено не изискват допълнителни усилия по време на инсталацията. Можете да поправите хардуера с помощта на конвенционална отвертка, без да отделяте време за потапяне.

По вида на покритието продуктите се класифицират на неръждаеми и черни метали. Първата версия е направена от цветни сплави или е оборудвана със специално покритие на етапа на производство. Вторият може да бъде допълнително защитен по време на работа с грундове и други антикорозионни съединения.



В продажба можете да намерите различни видове хардуер, подходящ за вграден монтаж.
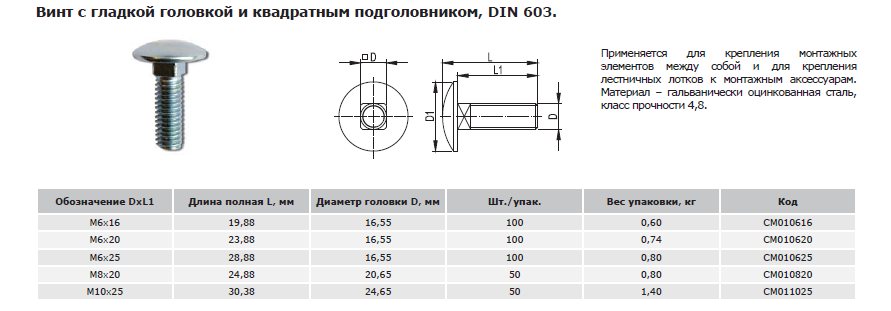
- С полусредна глава. При такива продукти част от главата остава над повърхността на частта, като не осигурява пълно потапяне в дебелината на материала. Това е напълно приемливо в случаите, когато става въпрос за не твърде натоварени структурни елементи.
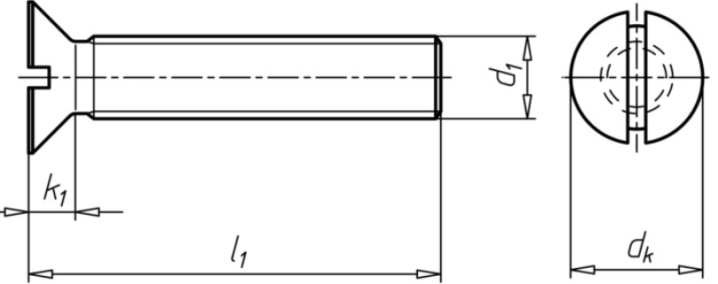
- С гнездо за плоска отвертка. Най -простият и най -рядко срещаният вариант. Днес такива винтове могат да бъдат намерени в корабно оборудване, в часовникови механизми и измервателни уреди. Те са лесни за инсталиране, но правият шлиц не е твърде устойчив на разкъсване.
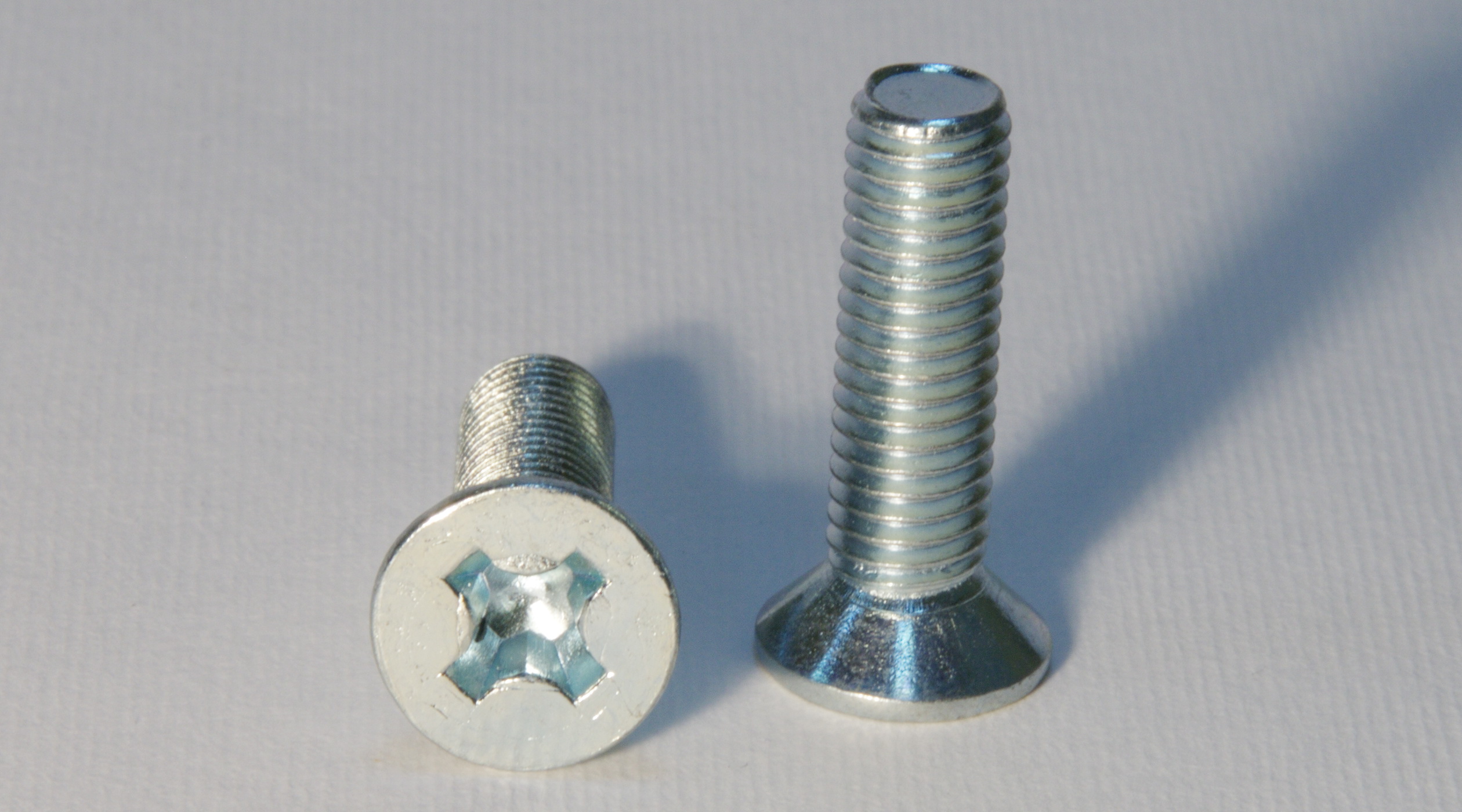
- С напречна вдлъбнатина. За да инсталирате този тип хардуер, ви е необходима отвертка Phillips или отвертка с подобен накрайник. В класическите версии на винтове Phillips не се използват много често, те са по-скоро характерни за самонарезните версии.
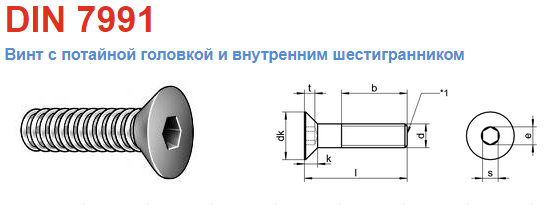
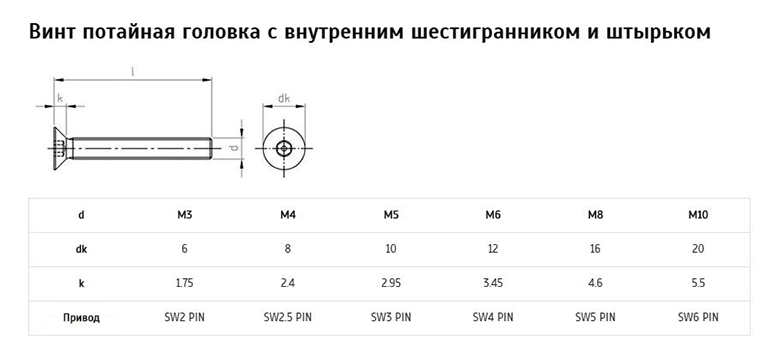
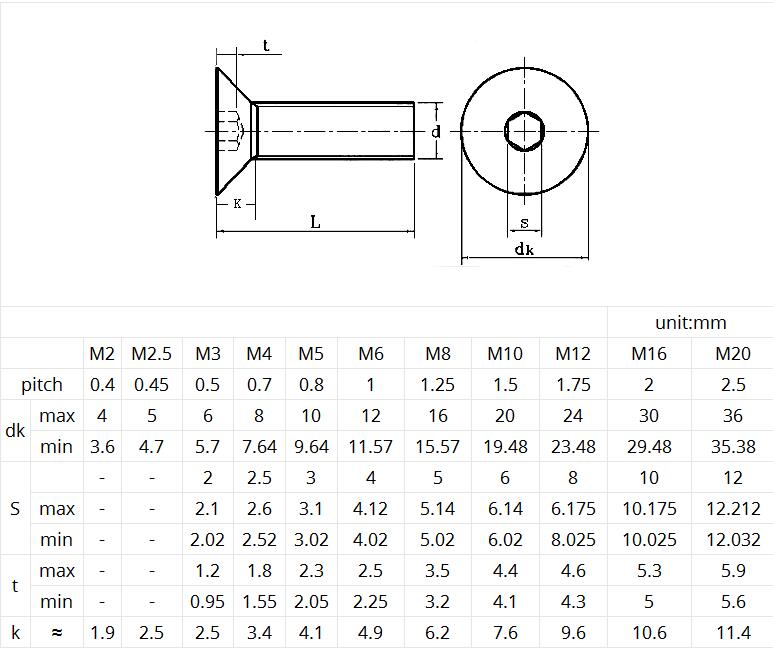
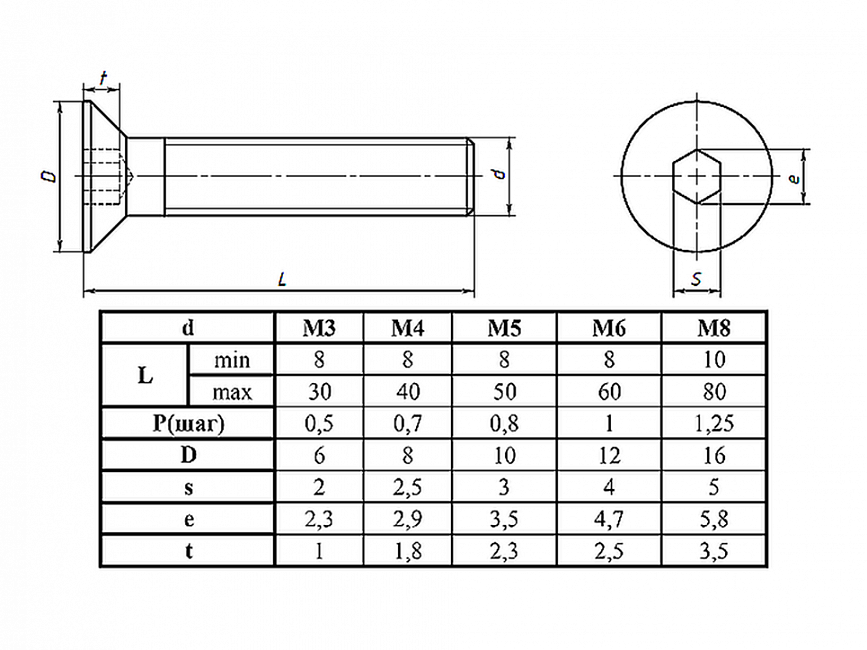
- С вътрешен шестоъгълник. Един от най -популярните видове винтове, неговият слот има специална форма и се нарича Torx. Неговият шестоъгълен вдлъбнатин вътрешен диаметър позволява прилагането на много по -голяма сила, когато е монтиран в контакт с ключ или бит. Някои видове такъв хардуер, използван при сглобяването на мебели, се наричат потвърждаващи.

Описание
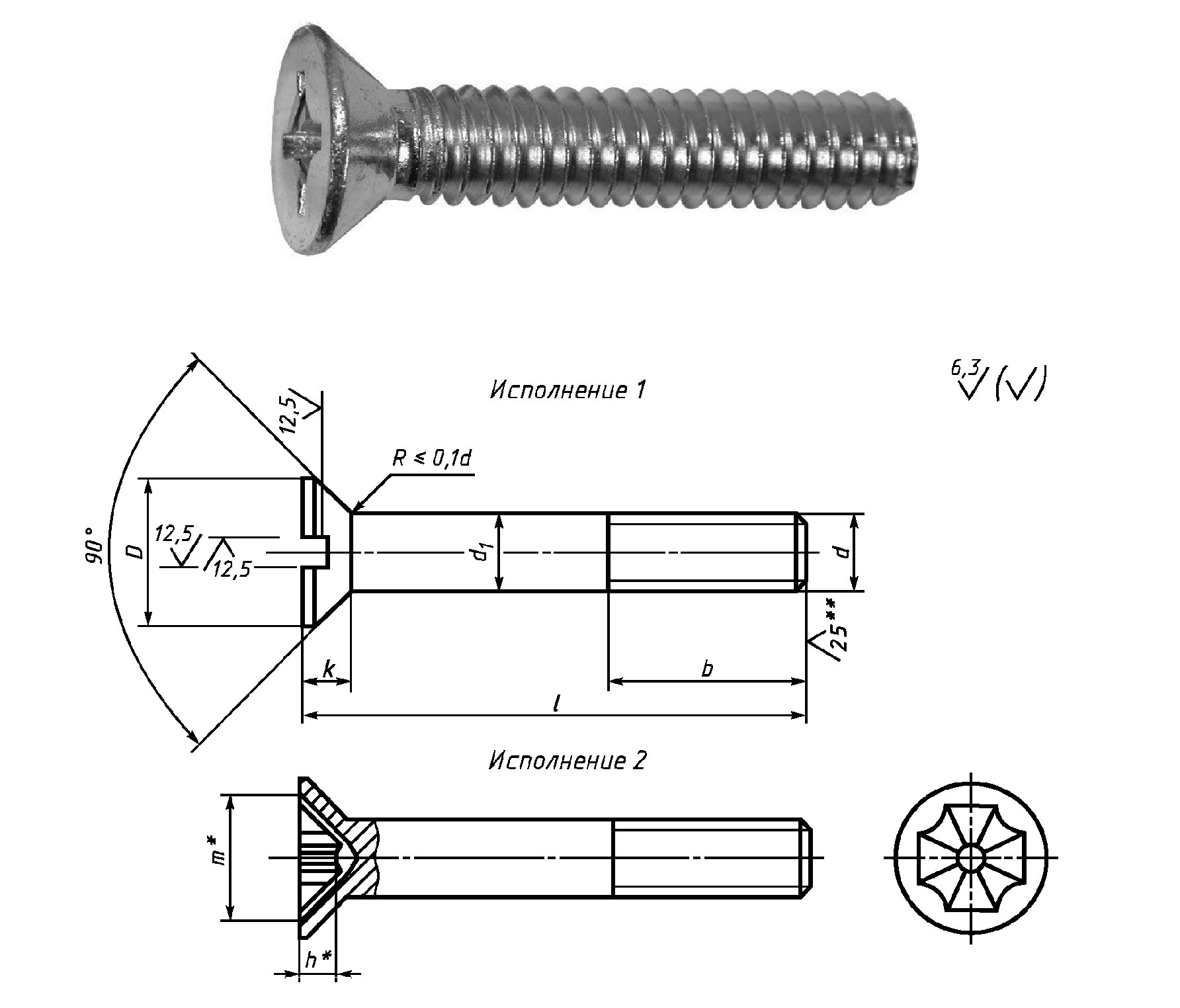
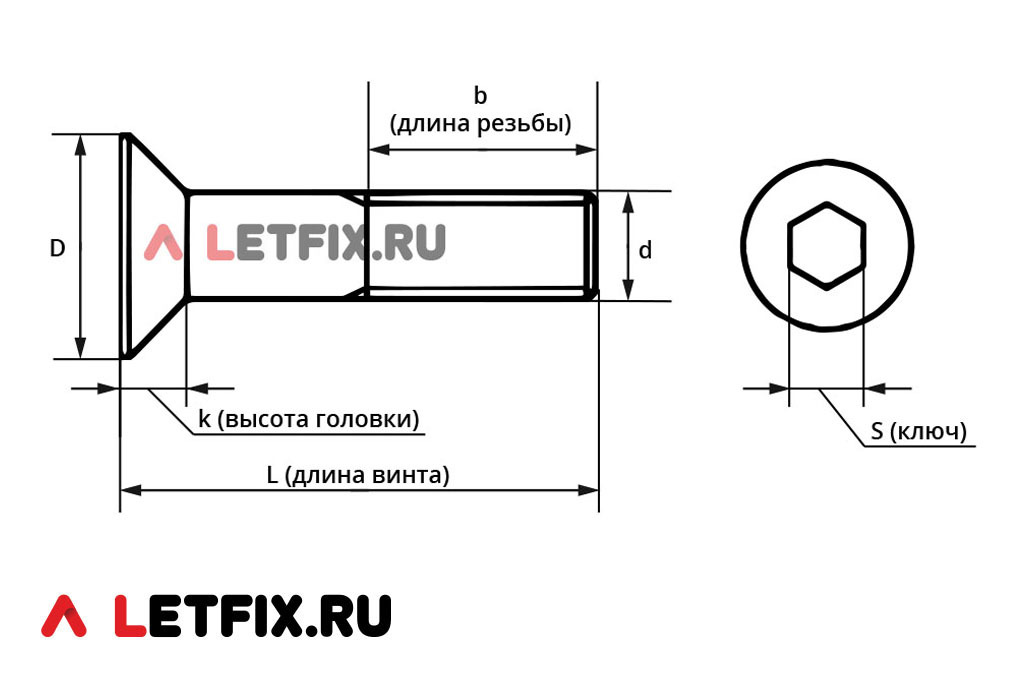
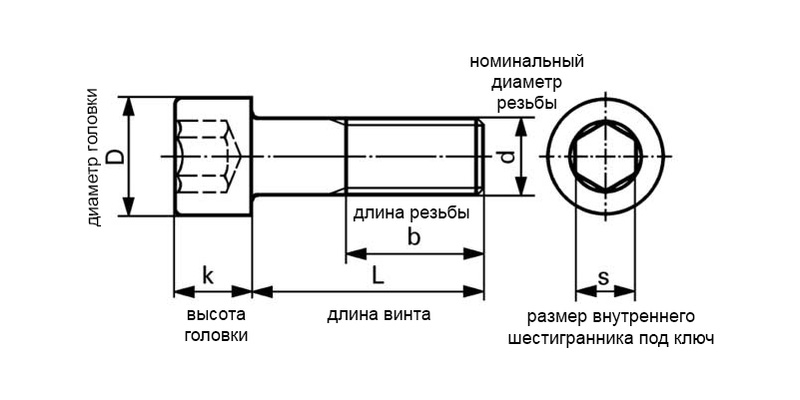
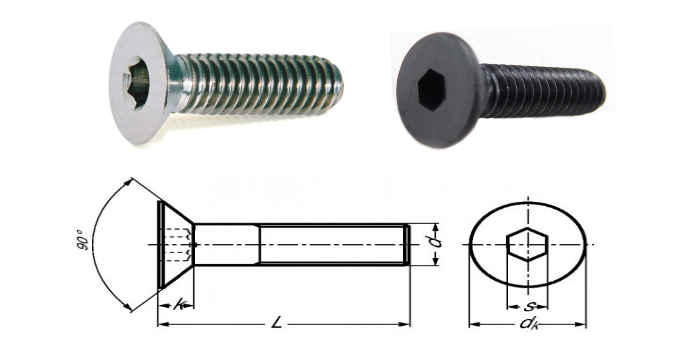
Винт с потапяне е вид метален продукт, предназначен за свързване на части. Подобно на болт, той се състои от глава и дръжка, която няма остър край. Монтажът може да бъде чрез или сляп. Главата е вдлъбната в материала или структурата, без да остава на повърхността. Основната му част е най -често конична, позволяваща вградена инсталация, има слотове:
- за шестостен ключ;
- за крестообразна отвертка или плоска отвертка.
Винтовата резба се формира по метода на набръчкване, според конструкцията си тя може да бъде пълна или частична. Продуктите могат да бъдат изработени от въглеродни и легирани стомани, цветни сплави, неръждаеми метали. Според степента на якост се разграничават 11 класа хардуер, по отношение на точност само 2: A и B.В зависимост от експлоатационните изисквания, хардуерът е покрит със защитна антикорозионна обвивка или остава без него. Най-често (в случай на черни метали) обработката се извършва чрез поцинковане или нанасяне на цинково-ламелно покритие.




Техните размери, характеристики и монтаж съответстват на посочените за конкретен вид продукт. Основната разлика се крие в крайната част на продукта: той е заточен или прилича на бормашина, а резбата се нанася с определена стъпка, което дава възможност за ефективно фиксиране на продукта в материали с различна степен на плътност.
Продуктите от този тип се характеризират със следните характеристики:
- материал - въглерод или неръждаема стомана;
- антикорозионно цинково покритие;
- сплайни от видове Torx, Pz, Ph;
- краят е тъп или остър;
- дължина 9,5–32 мм с диаметър 2,2–6,3 мм.
Самонарезни винтове от този тип се произвеждат съгласно DIN 7982.


Характеристики на използване
Основното предимство на използването на вградени винтове е възможността да се получи равна и гладка повърхност на детайла без значителни разлики във височината. В мебелната индустрия, след сглобяване с такъв хардуер, декоративните тапи могат да бъдат фиксирани в техните прорези, които напълно скриват зоната на монтажния отвор. Продуктите с антикорозионно покритие са подходящи за използване на открито във влажна среда. Опциите от черни метали имат ограничен кръг приложения, с изключение на неръждаемия хардуер.


За винтове с потапяща глава, направени в съответствие с ГОСТ, отворите трябва да бъдат предварително подготвени за монтаж. За тази цел се извършват редица операции, за да се осигури максимална надеждност на връзката. В случай на конвенционални - без самонарезни - винтове, работният процес е разделен на определени етапи.
- В съединяваните части се правят дупки с общ диаметър.
- Врязва се вътрешна резба или с нея се монтира втулка.
- Монтажната част е напоена. Размерите и дълбочината на конусния отвор трябва да съответстват на тези на самия винт.
- Затегнете крепежния елемент до пълното му потапяне. Главата трябва да бъде потопена в материала. Работата се извършва с отвертка или отвертка с подходяща приставка.
В случай на самонарезни винтове не се изисква предварително пробиване или зенкер. Електрически инструмент е достатъчен, за да се гарантира, че са приложени необходимите усилия.
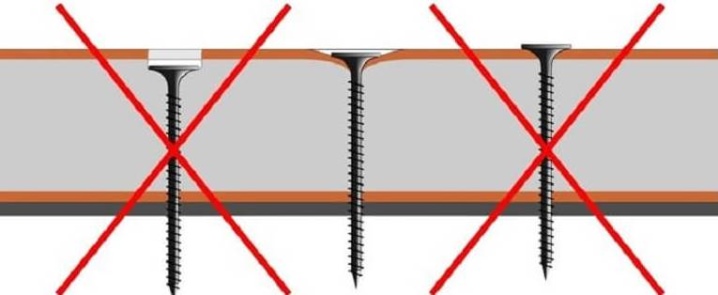
Когато работите със самонарезни винтове, оборудвани с потапяща глава, също трябва да спазвате определени правила. Строгата перпендикулярност е важна, когато елементите са разположени спрямо оста на повърхността на самия материал.
Размерът и видът на накрайника са внимателно подбрани, тъй като е важно да се осигури доста плътно прилепване на работната му повърхност към стените на слота. Неспазването на тези препоръки може да доведе до повреда при завинтване.

Как да правите правилно потапяне на отворите за винтове, вижте следния видеоклип.