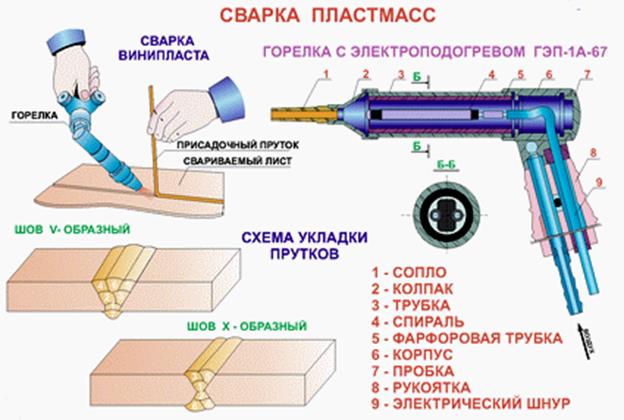
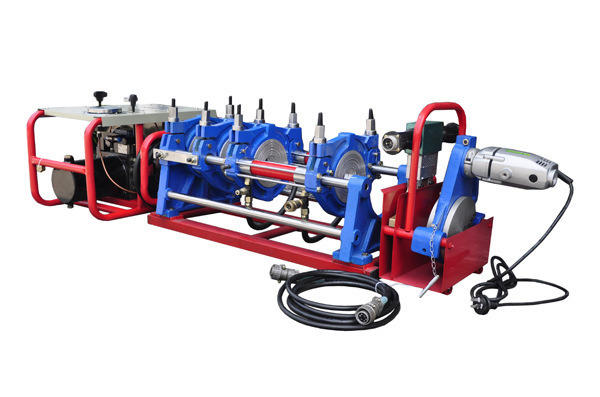
Професионални заваръчни устройства
За мащабни работи (например за създаване на покрития за големи оранжерии или за търговски дейности) се препоръчва използването на професионални полиетиленови заваръчни устройства. Предимствата на тези устройства са, че позволяват гъвкаво регулиране на параметрите на налягане, температура, скорост на движение по шева. Ако работите със същата партида полиетилен, след като зададете необходимите стойности, можете да извършите процеса на заваряване с висока скорост.
Уплътняващите устройства често имат задвижващи и опъващи ролки, които позволяват изтеглянето на филма да бъде изтеглено със същата скорост, което има благоприятен ефект върху крайното качество на шева.

Промишлените устройства се предлагат в различни видове. Те могат да бъдат или контактно отопление, или отопление с горещ въздух.
Операциите с големи площи от материал са рентабилни при избора на съединение чрез заваряване, тъй като няма нужда от лепила или скоч. Производителността и точността на работата се увеличават значително. Ниската точка на топене и гъвкавостта на материала прави възможно свързването чрез заваряване у дома. Получената якост на фугата зависи главно от температурата и чистотата на повърхностите, които ще се съединяват.
Параметри на заваряване за полиетиленови и полипропиленови изделия
Индекс на потока на стопения материал (MFR)
Заваряване на полиетилен с висока плътност (PE-HD, HDPE)
Продукти от полиетилен с висока плътност от групата на топене с индекс 005 (MFR 190/5: 0,4-0,7 g / 10 min.), Група 010 (MFR 190/5: 0,7-1,3 g / 10 min.) Или групи 003 ( MFR 190/5: 0,3 g / 10 min. И 005 (MFR 190/5: 0,4-0,7 g / 10 min.) Са подходящи за заваряване заедно. Това се потвърждава от DVS 2207 част 1 (DVS - Германска заваръчна асоциация) и документирано от DVGW (Германска асоциация за газ и вода).
Заваряване на полипропилен: полипропиленов хомополимер (PP тип 1, PP-H) и полипропиленов блок съполимер (PP тип 2, PP-C, PP-R)
Заваряемостта на полипропилен е посочена в групата на индекса на топене 006 (MFR 190/5: 0,4-0,8 g / 10 минути). Това се потвърждава от DVS 2207 част 11.
Температура на процеса на заваряване на полипропилен и полиетилен
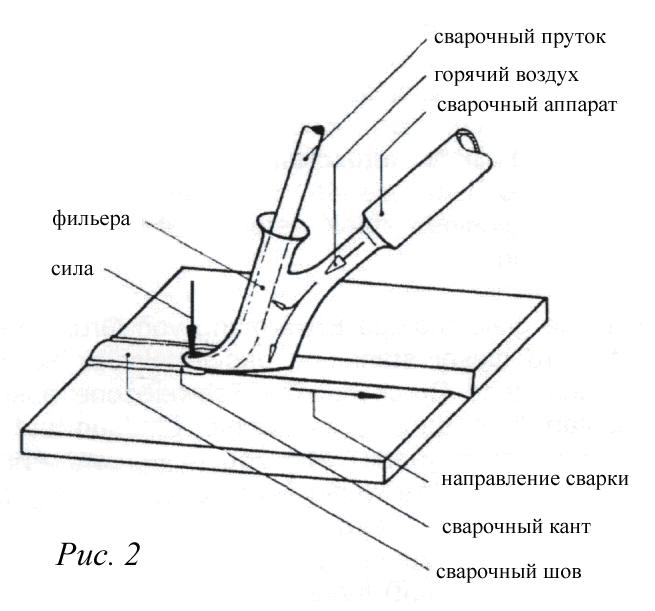
Заваряване с горещ газ
| Въздух, л / мин. | Температура на дюзата ˚ С | Скорост на газ cm / min | ||||
| Диаметър на дюзата, мм | Високоскоростен диаметър на дюзата | |||||
| 3 | 4 | 3 | 4 | |||
| Заваряване на полиетилен | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | приблизително 10 приблизително 10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Заваряване на полипропилен | 60-7060-7060-70 | 280-320280-320280-320 | приблизително 10 приблизително 10 приблизително 10 | 50-6050-6050-60 | 40-5040-5040-50 |
Заваряване с ръчен екструдер
| Температурата на екструдата, измерена на изхода на дюзата, º C | Температура на въздуха, измерена на дюзата за топъл въздух, ºC | Обем на въздуха, литри / мин. | |
| PE твърд PP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние на влагата
Продуктите за заваряване (листове, плочи) и заваръчната пръчка от полиетилен и полипропилен могат да абсорбират влагата при определени условия. В резултат на изследванията, проведени от редица производители, беше установено, че полиетиленовите и полипропиленовите заваръчни пръти, изработени от полиетилен и полипропилен, абсорбират влагата в зависимост от материала и околната среда. При екструзионно заваряване влагата може да се появи под формата на ями в шева или грапави повърхности на шева. Това явление се засилва с увеличаване на дебелината на шева.
За да се предотвратят такива нежелани последици, са разработени следните препоръки:
- Монтаж на сепаратори за влага и масло в системата за подаване на въздух,
- Избягване на значителни температурни разлики между заваряваните части (кондензна влага),
- Съхраняване на заваръчния прът, ако е възможно, на сухо място,
- Сушене на заваръчния прът при 80 ° C за най -малко 12 часа,
- Заваряване на широки шевове (> 18 мм) в няколко прохода.
В зависимост от вида на нагряване на полипропилен и полиетилен се разграничават следните видове заваряване:
- Заваряване на термопласти с горещ въздух (сешоар)
- Заваряване на термопласти с екструдер
- Заваряване на термопласти с нагревателен елемент
- Високочестотно заваряване на термопласти
- Лазерно заваряване на термопласти
Заваряване с шина
Например, при полагане на PVC линолеум е необходимо заваряване с помощта на пълнител. Линолеумът е предварително подготвен. Тя трябва да приляга плътно на пода.









Всички фуги трябва да бъдат монтирани без празнини или празнини. Качественият шев без използването на специално оборудване е много труден. Един обикновен сешоар не е в състояние да направи това поради значителната дебелина на линолеума.
Изисква специални инструменти и оборудване. Преди заваряване с шина, ръбовете трябва да бъдат подготвени, разтопеният прът ще осигури тяхната надеждна връзка. Образуваните възли се отстраняват със специален нож.
Заваряване с поялник
Обикновен електрически поялник е подходящ и за закрепване на филма в домашна среда. Най -добре е да поставите върха с ученически или плакат, направен от метал, върху жилото му. Ако полимерът се изгори, върхът леко се измества от върха на устройството - това намалява площта на топлопреминаване.
Запояването е по -надеждно, ако прикачите специални ролки към поялника. На върха жилото се смила до упора, в центъра на края се изрязва жлеб, за който се използва ножовка. Ще ви е необходим меден диск с диаметър 1 см (тези, които са сериозно загрижени за конструкцията на такова устройство, могат да го издълбаят сами).
Пробийте дупка с диаметър около 5 мм за закрепване оси, поставете диска в направения и закрепете слота. Тя трябва да се върти свободно. За да получите гладка заварка, следвайте я по линийка. Апаратът трябва да се доведе до мястото, където шевът завършва, без да се откъсва, с натиск. По -често този подход се използва за запечатване на торби. За да получите красив шев, тренирайте малко върху ненужните парчета.
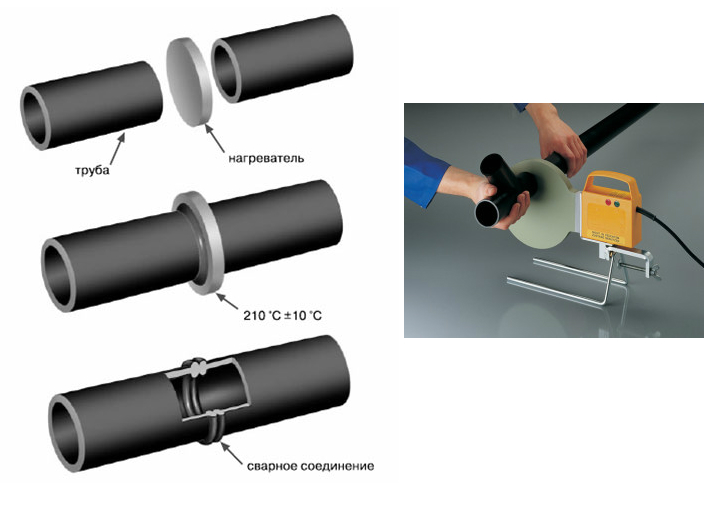
Заваряване на полиетилен с нагревателен елемент (челно заваряване)
Заваряването на полиетилен с нагревателен елемент (наричано още челно заваряване) се използва за заваряване на плочи, блокове и други профили на полуфабрикати. Този тип заваряване се използва изключително широко за заваряване на термопластични тръбопроводи. За разлика от предишните два метода на заваряване, този метод не изисква използването на пълнеж.
За заваряване с нагревателен елемент, т.нар. машини за челно заваряване, чийто принцип на действие (нагряване с нагревателен елемент с различни форми) е еднакъв и се различават един от друг само по типа на задвижването (ръчно, механично, пневматично и т.н.), което прехвърля срязването сила към заваряваните елементи. Освен това машините за челно заваряване могат да се отличават с пълен набор от специално оборудване и всякакви опции - например за заваряване на листове под ъгъл, за сгъване на листове за заваряване.
Някои видове машини за челно заваряване, в допълнение към HDPE, също позволяват заваряване на HMPE и UHMWPE.
При заваряване на полиетилен от край до край необходимата топлина се подава директно от нагревателния елемент към зоната на заваряване на повърхностите, които трябва да се съединят. По този начин се постига по -благоприятно разпределение на топлината, така че никоя от зоните на материала не е по -натоварена с топлина от другата. В допълнение, чифтосващите повърхности на нагревателния елемент трябва да бъдат чисти и напълно съседни. Този тип заварка показва малко вътрешно напрежение и може да се натоварва почти по същия начин като оригиналния материал.
Приложение на поялник за заваръчен филм
Свързването на полиетиленови листове с конвенционален поялник (40-60 W) ви позволява да получите здрав шев, докато са необходими малки модификации на инструмента. Използването на поялник без специални накрайници няма да даде висококачествен резултат. Свързването ще бъде неравномерно, възможно е образуването на точки на разпръскване на материала.
Схема за заваряване на филм.
За да се получи добър резултат и да се заварят съединения със значителна дължина, ще е необходимо използването на допълнителни устройства. Има няколко опции за модифициране на поялника.
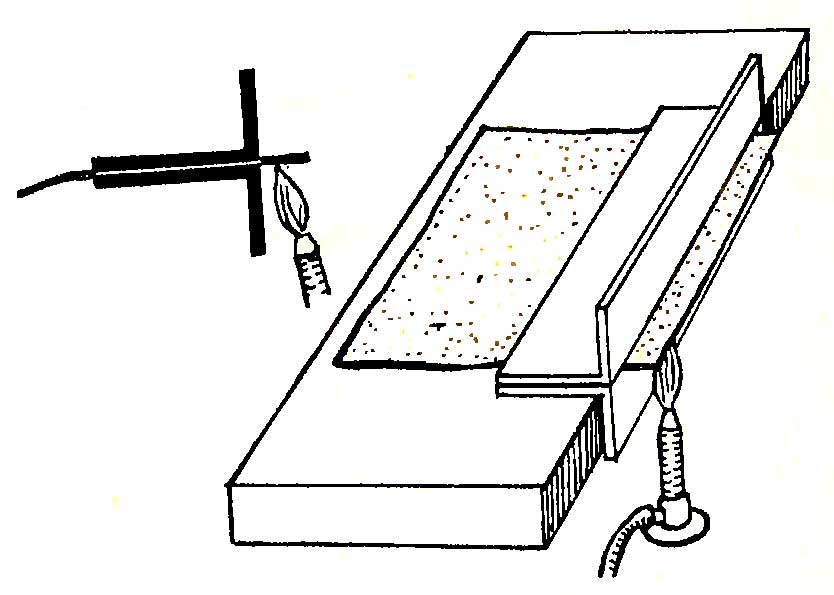





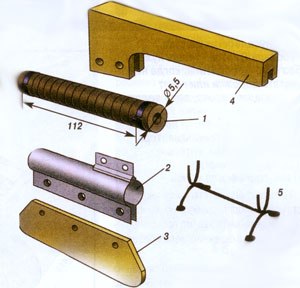
Взема се обикновен поялник, след което върхът на върха се отстранява от него. С помощта на ножовка се създава разрез. След това в среза се вкарва медна или алуминиева плоча, която се фиксира с нит. Повърхността на плочата се обработва, ръбовете й се закръгляват с пила. Заваряването се извършва чрез леко натискане на поялника под ъгъл 45 ° и равномерното му придвижване.
Температурата и налягането се избират емпирично. При създаване на фуга се препоръчва да се постави плоска дървена или текстолитова подложка под долния слой на филма и да се центрира поялника върху плоска шина. В някои случаи тънка хартия ще пречи между плочата и филма. Това е вярно, ако се заварява тънък филм. След създаването на шева, хартията се отделя внимателно.
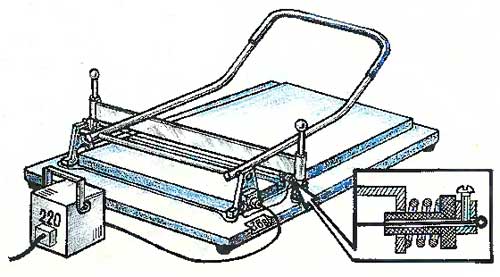
Приблизителна проба от дюзата е показана на фиг. 1 (1 - плоча; 2 - поялник и неговия прът).
Диаграма на ултразвуково заваряване.
Възможно е да инсталирате диска в отделна тръба с връх, а той от своя страна се поставя върху върха на поялника. Парчета филм се заваряват чрез валцуване на нагрят поялник до необходимото разстояние. Количеството на налягането се регулира в зависимост от заваряването на шева. Този метод ви позволява да извършвате значително количество работа.
Запояване на филм „направи си сам“
Полиетиленовите тръбопроводи се монтират по два начина: с помощта на фитинги и фланци или няколко вида заваряване.
Връзката изисква специални фитинги (съединители и гнезда) и без тях. За тръби с дебелина на стената по-малка от 4,5 (диаметри 50-110 мм) се използва заваряване с помощта на фитинги, за по-големи тръби с по-дебела стена са допустими челно заваряване и екструдер.
Дифузия
Методът на дифузия се състои в загряване на краищата до състояние на вискозен поток. Подготвените краища на заготовките се съединяват и леко се компресират. Под въздействието на налягане подвижните полимерни молекули се придвижват в частите, които трябва да се съединят, смесват се, когато се охладят, се втвърдяват в ново положение, образуват нови химически връзки и осигуряват надеждно сцепление на тръбите една към друга.
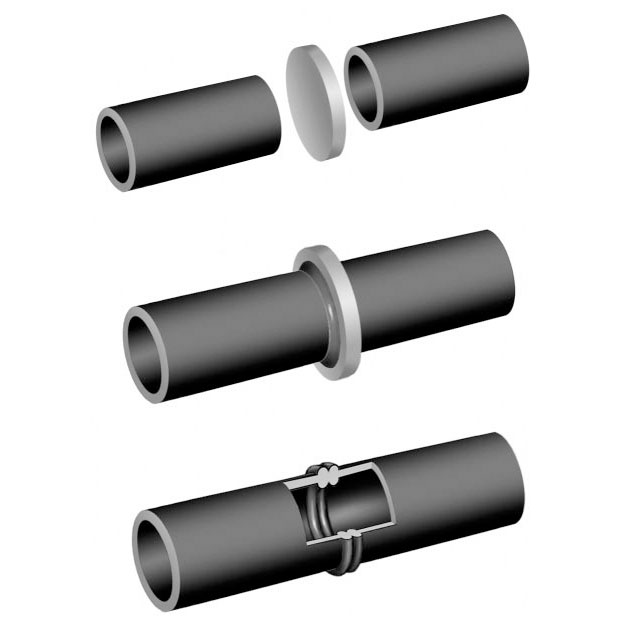
Метод на звънец
Не е най -типичният начин. Има два варианта на изпълнение: посредством гнездови тръби и съединители. Самият метод прилича на заваряване на полипропиленови тръбопроводи: гнездо или съединители и детайли се нагряват с помощта на поялник със специална дюза.
След това детайлът се вкарва в гнездото на друга тръба или втулка, фиксира се, притиска се и се държи. Времето за заваряване е 20 секунди. Ако се използват съединители, втората тръба се запоява в съединителя по същия начин. Цената на съединителите е ниска, продуктите с гнездо рядко се срещат в магазините.
Връзката е надеждна и издръжлива, малки диаметри могат да бъдат заварени.
Челно заваряване
Преди да извършите работа, отрежете полиетиленовата тръба строго перпендикулярно и внимателно почистете краищата. След това тръбата се фиксира в заваръчната машина и внимателно се центрира.
Охладете съединението, след това извадете машината. Работата има свои тънкости, изисква двама души.









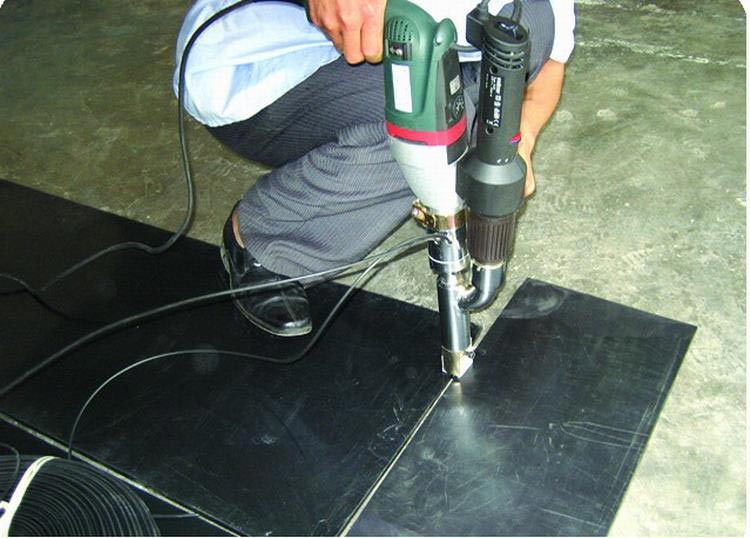
Заваряване с екструдер
Екструзия - заваряване с помощта на малък апарат, от който под налягане се изстисква разтопен полиетилен. Суровините под формата на пръти или пелети се зареждат в екструдера.
Екструдирането се използва върху тръбопроводи под налягане с дебелина на стената над 6 мм, но може да се използва и за закърпване на канализационни тръби без налягане с по-тънка стена. Кръстовището се нагрява от поток горещ въздух.
Препоръчително е краищата да се скосят.
Инструменти и устройства
Желязно запояване
Това е доста прост начин за свързване на части от платна, защото в почти всеки дом има домакински ютии.
За да свържете полиетилен по този начин, трябва да поставите дървен блок на масата. На този вид стойка са разположени ръбовете на свързаните платна.
Те трябва да излизат от ръбовете на шината с двадесет милиметра. Отгоре полиетиленът е покрит с лист огнеупорен материал (целофан, флуоропластичен филм).
Образуването на шева може да бъде ускорено чрез последващо охлаждане. За да направите това, след излагане на високи температури, фугата се третира с мокър парцал.

Желязото се накланя на пет градуса при плъзгане над кръстовището. Трябва да го движите бавно, по протежение на ставата. След като не е достатъчно да се образува здрав шев, процедурата трябва да се повтори около четири до пет пъти.
Също така за работа с ютията се използват специални накрайници за запояване, които са фиксирани отгоре на устройството. Имат плоска оребрена основа.
Запояване с поялник
Домашен поялник с мощност 40-60W се използва за заваряване на два листа филм. Този апарат обаче се нуждае от известно подобрение, за да свърши тази работа.
За работа с полиетиленов материал, върхът на върха се отстранява от поялника. След това се създава разрез, в който се вкарва плоча от алуминий или мед. Плочата е фиксирана с нит, обработена и закръглена с пила.
Въздействието върху ставата на платна се извършва под ъгъл от четиридесет и пет градуса. Поялникът се притиска към повърхността и след това бавно се движи по съединението. Движението трябва да бъде равномерно, без дръпване или спиране.
Колелото е диск с диаметър от осем до десет милиметра. Материалът на диска може да бъде алуминий или мед.








Можете да го направите сами. Металното колело е поставено в разреза, в което е фиксирано с ос. Методът за свързване с колело се основава на нагряването му с по -нататъшно търкаляне по съединението.
Специално оборудване
При избора на оборудване е необходима предвидливост
Важно е да се вземе предвид сложността на работата. За да се справят с големи обеми филми, се използва промишлено оборудване.
За свързване на полиетилен се използват специални устройства. Цената им е различна. Струва си да се отбележи бюджетният модел PP-40.
Позволява ви да получите равномерен и здрав шев на всеки контур: прав или сложен. PP-40 е оформен като поялник, но има различен връх.
Те също така използват специални дюзи за електрически ютии. Те са изработени от ламарина като алуминий. Основата на дюзите е плоска и оребрена. Такава повърхност здраво фиксира съединението на филма по време на заваряване.
Ръбовете на филма са фиксирани с ребра. След това релсата се премества по участъка за заваряване. Това създава двоен шев.
Големите работни места изискват по -сериозни инструменти. За да създадете фуга на филм с голяма площ, ще ви е необходимо специално заваръчно оборудване.
Такова оборудване е оборудвано с настройки за ниво на налягане, температура, скорост на движение на нагретия елемент върху повърхността на полиетилен. В битовите опции за образуване на филмови шевове няма такива функции.
В допълнение към копчетата за регулиране, запояващите машини са оборудвани с ролкови механизми. Това са задвижващите и опъващите елементи, които стабилизират скоростта на предварително заваряване на фолиото.
Това подобрява качеството на полиетиленово запояване, увеличава здравината на съединението.
Има устройства, които използват различни методи за нагряване: въздух и контакт. Отоплението с въздух се получава чрез излагане на материала на горещ въздух. При контакт се включва нагревателен елемент в контакт с материала.






Използване на ютия като нагревател за заваряване
Следващият популярен метод е да се стопи филмът и да се създаде шев с помощта на желязо. Предимството на този метод е, че големи части от филма могат да бъдат запечатани по този начин, като същевременно се създаде желаната ширина на шева. Тъй като всяко желязо има термореле и възможност за регулиране на температурата, не е трудно да се избере необходимия термичен режим за полиетилен с различна дебелина.
Процесът на заваряване се извършва най -добре върху гладка дървена повърхност.Парчета (листове) от фолиото се припокриват, чиято ширина се избира индивидуално, след това горният слой се покрива с хартия или флуоропластичен лист, след което желязото се притиска и държи по заваръчната линия. Силата на затягане, скоростта и температурата се избират емпирично.
Приставката е изработена от месинг, мед или алуминий.
Заключение
Заваряването на полиетиленово фолио е напълно възможно у дома. За него се използват прости домакински уреди като ютия или поялник. Поялникът обаче ще изисква някои модификации.
За по -големи работни места си струва да използвате специално оборудване. Той има списък с настройки, които подобряват качеството и скоростта на образуване на шева.
Това ще помогне със защитно облекло, което не оставя открита кожа, ръкавици. Очилата и маската за защита на лицето и очите също са желателни.
При липса на разбиране на нюансите на технологиите и минимален опит в заваряването на полиетилен, трябва да се свържете с професионалисти.