Характеристики и свойства
В най -общата си форма телта е метален гъвкав метален прът, обикновено с цилиндрична форма. Използва се за издържане на повишено механично натоварване, както и за предаване на телевизионни и аудио сигнали и електричество. Стоманената тел може да бъде плътна, опъната или оплетена. В повечето случаи се изпълнява със заоблено напречно сечение, малко по-рядко се прави в квадратни, шестоъгълни, правоъгълни и някои други форми.
Стоманената тел принадлежи към категорията конструктивни продукти; тя се използва широко в производството на стоманени кабелни изделия, стоманени въжета, метализирани мрежи, пружини, както и различни нагревателни елементи на електрически пещи. Хардуерът (гайки, болтове и нитове) е направен от тел - в този случай производството се основава на техниката на студено насочване.

Основните потребители на стоманена тел и стоки от нея са области като металообработване и машиностроене, стоките се закупуват за нуждите на строителството, химическата, нефтохимическата промишленост, черната и цветната металургия. Най-широко използваната тел е изработена от нисковъглеродна стоманена сплав, тя е метализиран дълъг продукт с ниско съдържание на въглерод. Благодарение на тези технически свойства продуктът се получава с повишена якост в комбинация с добра пластичност.


Ако допълнително се нанесе цинков слой върху стоманена тел с общо предназначение, той придобива устойчивост на корозия. Ето защо поцинкованата тел се използва в условия на висока влажност, като същевременно запазва първоначалните си физически и експлоатационни характеристики за дълго време. В съответствие с действащия ГОСТ 3282–74 изгорената стоманена тел става по -мека.
Тази функция дава възможност да се използва за извършване на армиращи работи, както и да включва продукта в технологичния процес за плетене на армировка, опаковане на възможни стоки и производство на различни части. Телта с най -общо предназначение е по -търсена сред всички други видове тел.


2 Видове и технически характеристики на PP в съответствие с GOST 9389-75
Според този Държавен стандарт пружинната тел може да бъде с повишена и нормална степен на точност. По отношение на механичните характеристики той е разделен на четири класа (3, 2A, 2 и 1) и три степени (A, B, C). Продуктите от клас 2А винаги се произвеждат с повишена точност.
Основни характеристики на PP:
- диаметър - 0,14–8 мм (допустими отклонения - от ± 0,01 до ± 0,05);
- овалност - не повече от половината от посочените отклонения;
- якост на опън-от 1030-1230 (пружинна тел от клас 3 със сечение 8 мм) до 2740-3090 (продукти от 1-ви клас със сечение 0,14 мм) N / mm2;
- броят на усуквания, които PP може да издържи, е от 4 до 35 (специфичният индикатор зависи от суровината, от която е направена телта, както и от класа и вида на крайния продукт);
- тегло (зададено чрез теоретични изчисления) 1000 метра телени изделия - 0,1208–394,6 кг.
 Високопрецизна пружинна тел
Високопрецизна пружинна тел
ГОСТ 9389-75 изисква въглеродната пружинна тел, която се използва за навиване на пружини по студения метод без втвърдяване, да бъде изработена от марки въглеродна стомана, посочени в стандарти 14959, 1050 и 1435. По искане на потребителя може да бъде произведен PP от други стоманени сплави, в които съдържанието на фосфор и сяра не надвишава съответно 0,035 и 0,030%.
Gosstandart 9389-75 не допуска вълнистост, ръжда, косми, плен, черупки, залези, пукнатини по повърхността на готовите продукти, ръжда, явлението обезвъглена (пълно) PP. Възможно е частично обезвъглетеняване, но дълбочината му не трябва да надвишава 1,5–3% от сечението на теления продукт.
 Пружинен проводник ГОСТ 9389-75
Пружинен проводник ГОСТ 9389-75
Проводникът се доставя на макари, както и в бобини. Те го навиват по такъв начин, че при развиване материалът не се свива на осмици. На намотки и намотки с тегло под 250 кг PP се навива на едно парче, повече от 250 кг - с максимум три броя. Освен това ГОСТ 9389-75 определя необходимостта от поставяне на специални щепсели на места, където сегментите са разделени. Едно парче тел не може да бъде по -малко от 0,3 кг за продукти с диаметър до 0,25 мм и по -малко от 30 кг за продукти с диаметър над 3 мм килограма.
Правила за приемане
За приетите продукти са установени изисквания, които ви позволяват да следите качеството им. Списъкът на тези изисквания включва следните разпоредби:
- телта се приема на партиди;
- всяка партида трябва да включва продукт със същите технически параметри (клас, диаметър, метод на обработка, вид покритие);
- всяка партида се документира;
- документът включва следната информация: наименование на продукта, подробности за производителя, маркировка в съответствие с ГОСТ, резултати от тестове;
- характеристики на теглото и размера.
Съгласно установената процедура, качеството на повърхностното покритие се проверява на всяка макара или чиле. Диаметрите и допуските се проверяват избирателно за 5% от крайния продукт. Само три процента от цялата партида се тества за механични свойства.
Механични характеристики на жицата
Ако резултатите са незадоволителни, се прави повторна проба, тестовете се повтарят отново.
Крайните резултати се считат за приемливи за цялата партида.
1 Области на приложение на стоманена тел
В продължение на много години нисковъглеродната стоманена тел (GOST 3282-74), която се използва в различни индустриални и икономически области, остава лидер сред потребителите. Така че, много често се използва в електротехниката, когато е необходимо да се изгради заземен контур или опори за телефония или електропроводи. Въжета за пристанища или кораби също са изработени от този материал.
За закрепване на всякакви части във всяко производство или домакинство, този продукт се използва и от поцинкована стомана (ГОСТ 3282-74). Най-често материалът намира своето предназначение по време на изграждането на мрежа от верига, както и за производството на пирони, бодлива тел, заварена мрежа.
Заварена телена мрежа от поцинкована стоманена тел
За свързване на фитинги, дърводобив и други предмети, телта е намерила своето предназначение в строителната индустрия. Също така, поцинкованата тел се използва широко в селското стопанство, медицината и други индустрии.
Трябва да се каже за използването на поцинкована стомана в производството на хардуер. Може да се отбележи, че материалът е с общо предназначение и употреба.
1.1 Видове и асортимент от стоманена тел
Има много разновидности на поцинкована стоманена тел.
Основните са:
- неръждаема - изработена от специализирана топлоустойчива сплав, която не претърпява корозивни процеси, най -често се използва в производството на хардуер;
- заваряване - има различни диаметри от 0,5-8 мм, често се използва по време на електродъгово заваряване;
- армираща - използва се за допълнително укрепване на всички видове стоманобетонни конструкции, които са под високо налягане или без напрежение. Поради участъците, които са в стоманения материал, по време на армирането се получава добро сцепление с бетонната повърхност;
- пружина (студено изтеглена) - този аналог е предназначен за производство на пружини, които са направени по техниката на студено навиване, без допълнителна термична обработка;
- въжена линия - за производството на морски и други въжета, най -добре е да тъчете;
- кабел - за проектиране на бронирани защитни обвивки за кабели и проводници;
- плетене-изработено от нисковъглеродна стомана (ГОСТ 3282-74) стомана, има висока якост и пластичност, най-често се използва в строителството и селското стопанство, например за връзване на тъкачни растения, а също така се счита за тел за общо предназначение.
Ограничението на срока на валидност беше отменено съгласно протокол № 4-93 на Междудържавния съвет по стандартизация, метрология и сертификация (NUS 4-94)
6. ИЗДАНИЕ (декември 2006 г.) с изменения № 1, 2, 3, 4, 5, одобрени през май 1977 г., ноември 1978 г., декември 1983 г., юни 1984 г., септември 1988 г. (NUS 7-77, 1-79, 4-84 , 9-84, 1-89), с изменение (NUS 2-99)
Редактор М.И. Максимова Технически редактор В.Н. Прусакова Коректор Е.Д. Дулнева Компютърно оформление I.А. Налейкина
Подписано за печат на 15 януари 2007 г. Формат 60 x 84 * / 8- Офсетна хартия. Слушалки Times. Офсетов печат. Уел. отпечатан лист 1.40. Академична и издателска къща 1.10. Тираж 95 екземпляра. Зак. 30.S 3573.
ФГУП "Стандартинформ", 123995 Москва, Гранатен пер., 4.
Въведено във Федералното държавно унитарно предприятие "Standartinform" на компютър.
Отпечатано в клона на Федералното държавно унитарно предприятие "Стандартна информация" - тип. "Московски принтер", 105062 Москва, Лялин пер., 6.
РЕФЕРЕНТНА РЕГЛАМЕНТНА И ТЕХНИЧЕСКА ДОКУМЕНТИ
|
Определяне на NTD позовано |
Номер на артикул |
Определяне на NTD позовано |
Номер на артикул |
|
ГОСТ 1050-88 |
2.1 |
ГОСТ 15150-69 |
5.10 |
|
ГОСТ 1579-93 |
4.3 |
ГОСТ 15171-78 |
5.3 |
|
ГОСТ 3118-77 |
4.6.1 |
ГОСТ 15846-2002 |
5.4 |
|
ГОСТ 4165-78 |
4.6.3 |
ГОСТ 16272-79 |
5.4 |
|
ГОСТ 4204-77 |
4.6.1 |
ГОСТ 16536-90 |
5.4 |
|
ГОСТ 5530-2004 |
5.4 |
ГОСТ 18617-83 |
5.4 |
|
ГОСТ 6507-90 |
4.2 |
ГОСТ 20435-75 |
5.8 |
|
ГОСТ 8828-89 |
5.4 |
ГОСТ 20799-88 |
5.3 |
|
ГОСТ 9569-79 |
5.4 |
ГОСТ 21650-76 |
5.5 |
|
ГОСТ 10354-82 |
5.4 |
ГОСТ 22225-76 |
5.8 |
|
ГОСТ 10396-84 |
5.4 |
ГОСТ 23639-79 |
5.3 |
|
ГОСТ 10446-80 |
4.3 |
ГОСТ 24597-81 |
5.5 |
|
ГОСТ 10447-93 |
4.3 |
OST 14-43-80 |
5.4 |
|
ГОСТ 10877-76 |
5.3 |
OST 14-15-193-86 |
2.1 |
|
ГОСТ 14192-96 |
5.9 |
OST 38.01436-88 |
5.3 |
|
ГОСТ 15102-75 |
5.8 |
Опаковане, етикетиране, транспортиране и съхранение
След производството на стоманена тел, като се провери нейното качество, е необходимо да се решат важни проблеми - логистични. Те могат да бъдат успешно решени само при стриктно спазване на установените стандарти за опаковане, етикетиране, съхранение и транспортиране.
Следните изисквания се налагат върху опаковката на такъв специфичен стоманен продукт:
- готовите продукти се опаковат в макари, намотки, намотки;
- за придаване на здравина, всеки чилет е завързан със същата стоманена тел (точките на закрепване трябва да бъдат разпределени по дължината);
- всички опаковъчни единици са спретнато навити, краищата са извадени по такъв начин, че да са налични за развиване;
- намотки от тънка стоманена тел (например 0,8 мм и по -тънка) са свързани със стоманена тел със същия диаметър;
- на макарата, краят на жицата трябва да бъде повдигнат и да има закрепващ контур;
- ако цяла партида чилета със същото име се подготвя за изпращане, те се комбинират и се връзват в отделения;
- запазването на изпратените стоманени изделия се извършва само по желание на клиента.

Опаковка от тел
По искане на стандарта готовите продукти могат да бъдат опаковани и консервирани, както следва:
- готови за транспортиране макари с навита тел от 0,5 мм трябва да бъдат увити в специална хартия и поставени в кутии;
- намотки с тел с по -голям диаметър, в допълнение към слоя хартия, са увити с полимерен филм;
- в допълнение към полимерно фолио, стандартът позволява използването на нетъкани материали;
- намотки от дебела тел с общо тегло от 500 кг до 1,5 т не се опаковат.
Въз основа на установените стандарти е разрешено да се използва като опаковъчен материал за тел:
- дебела хартия, импрегнирана с парафин (в един или два слоя);
- различни видове филми;
- някои видове нетъкани материали (например, така наречената платка, зашита с контейнери, на няколко слоя, импрегнирана със специален състав);
- специални видове тъкани: изработени от химически влакна, синтетични тъкани, опаковъчни тъкани;
- за закрепване и закрепване е разрешено използването на различни видове технически ленти.

Подготовка на проводника за транспортиране
Готовата и пакетирана стоманена тел може да бъде изпратена до потребителя с всякакъв вид транспорт: железопътен, автомобилен, воден
При изпращане на завършена поръчка се обръща специално внимание на дължината на транспортното рамо и географското местоположение на клиента.Ако транспортирането включва преместване на готовата поръчка за няколко хиляди километра, до райони със студен и влажен климат, тогава, съгласно уговорката на клиента, изпращачът може допълнително да предприеме мерки за защита от корозия на пътя.
Основното ограничение при транспортирането на такъв товар е ограничението на теглото на една партида. Тя не трябва да надвишава 1,5 т. Потребителят може да намали тази норма до удобна за него стойност, например 100 кг.
При преместване на поръчаната стоманена тел чрез покрит транспорт, ограничението за тегло на опаковката е 1250 кг. Транспортирането по железопътен транспорт може да се извършва: във вагони, вагони, на открити платформи, специални и универсални контейнери. Във всички случаи има процедура и правила за обезопасяване на такъв товар при железопътния транспорт. Тези правила са установени със заповед на Министерството на железниците.
Готовите елементи се маркират преди изпращане. Както се изисква от стандарта, той трябва да включва следната информация:
- информационни етикети;
- транспортна маркировка;
- специални манипулационни знаци;
- при необходимост могат да се прилагат допълнителни надписи.

Маркировка на готовия продукт
Тази информация е отпечатана върху етикет и прикрепена към всяка макара, независимо от размера или теглото. Обикновено този етикет е направен по типографски начин и има колони за следната информация: търговска марка или лого на компанията, обозначение на продукта, основни характеристики. На етикета има печат на службата за технически контрол. Той потвърждава съответствието на изпратените продукти със стандартите. Този етикет е маркиран със знаци за манипулация. Те посочват какви действия е разрешено да се извършват с този товар.
Съхранението на такива продукти от нисковъглеродна стомана не изисква специални условия. Тези условия се определят от производителя и самия потребител.
2 GOST за стоманена тел
Според ГОСТ групите стоманени материали са същите като описаните по -горе. Какъв ГОСТ на този или онзи асистент от поцинкована стомана ще опишем по -долу.
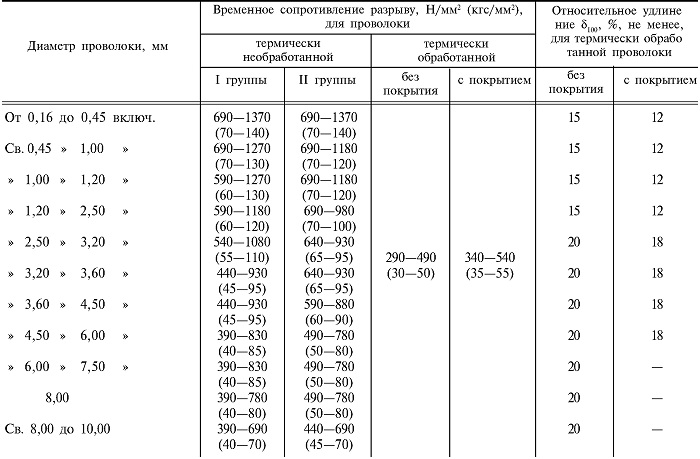
Таблица на характеристиките на съответствие на продуктите ГОСТ 3282-74
Така:
- Нисковъглеродна стомана за общо предназначение ГОСТ 3282-74.
- Стомана заваръчна тел ГОСТ 2246-70.
- Нисковъглеродна стоманена тел, студено изтеглена ГОСТ 6727-80.
- Въжена тел GOST 7372-79.
- Пружинна стомана въглерод GOST 9389-75.
- Поцинкована бодлива тел ГОСТ 285-69.
Трябва да се отбележи, че от всички тези групи най-често срещаната и търсена е стоманена тел, която съответства на ГОСТ 3282-74. Ноктите, заварената мрежа и други атрибути се правят от нея.
Поради факта, че материалът GOST 3282-74 преминава термична обработка, той става гъвкав, няма свойства на деформация и е издръжлив.

Всички видове огради са изработени от стоманена тел
2.1 Основни производители на стоманена тел
Всеки производител на стоманени атрибути твърди, че факторът, който влияе върху цената на даден продукт, е: видът и съставът на стоманата, дължина, диаметър, форма на разрез, както и характеристики на физични и химични свойства.
Това се дължи на факта, че производственият процес е по -трудоемък и изисква по -щателна и филигранна работа, както и по -голям брой процеси.

Също така, различен хардуер се произвежда от стоманена тел.
Популярен производител на тел GOST 3282-74 и други сортове в Русия и страните от ОНД е:
- "BALTIJA-MKZ", латвийско-руско СП, LLC, (Рига);
- TECRUBE SINAQ ZAVODU, (Баку);
- "Беларуски металургичен завод", АД, (Жлобин);
- Волгоградски завод за стоманени въжета, АД, (Волгоград);
- Днепрометиз, АД (Днепропетровск);
- Западносибирски металургичен завод, ОАО, (Новокузнецк);
- "Запорожки стоманопрокатен завод", АД, (Запорожие);
- „Ижстал” АД (Ижевск);
- "Индустрия", АД, (Черновци);
- „Киевски хардуерен завод на името Написано “, АД, (Фастов);
- "Artictrade Company", LLC, (Москва);
- "Krasny Profinter", завод в Днепропетровск, АД (Днепропетровск);
- "Лепсински хардуерен завод", държавно акционерно дружество "Zerger", (Lepsy).
Всеки производител предлага подобен асортимент, но някои от тях имат свои собствени характеристики и специални оферти за потребителите.
Един или друг производител може да се специализира в производството на определен тип, например GOST 3282-74.
Тъй като този конкретен вид, както вече беше споменато по -горе, е най -търсеният и следователно ще донесе повече ползи.
За да получите правилния вид тел, трябва ясно да знаете за какви цели ще се използва.
В някои случаи стоманеният помощник GOST 3282-74 може да не е подходящ
Ето защо е много важно да се вземе предвид видът дейност и индустрията, в която ще се използва металния материал.

Работилница за студено изтеглена стоманена тел
Ако не сте сигурни кой тип ще ви е необходим, най -добре е да се обърнете към производствени консултанти.
Производителят е този, който не само ще може да ви предостави качествен продукт, но и ще ви посъветва кой тип да закупите.
Обърнете внимание на GOST, всеки производител е длъжен да произвежда своите продукти в съответствие с нормите и изискванията, често на автоматично или полуавтоматично оборудване. Всеки тип тел може да има свои собствени размери, които могат да варират в определен диапазон.
Наложително е, преди да закупите необходимия проводник, да разберете за необходимия диаметър и количеството материал, който ще бъде изразходван.
2.2 Как работи мелницата за теглене на стоманена тел? (видео)
Портал за арматура »Мрежа» Тел »Разновидности и асортимент от нисковъглеродна стоманена тел
Производство
Освобождаването на стоманена тел се извършва чрез изтегляне на телена пръчка върху специализирано оборудване с по -нататъшно изпичане в специална пещ или без нея.
Процесът на разтягане и рисуване не е особено труден от техническа гледна точка. Компресирана телена пръчка се използва като работна суровина, всички манипулации се извършват на теглещи машини. В сравнение с валцуването на метали, тази операция има много предимства:
- автоматизираната работа на металорежещи машини осигурява повишена производителност;
- Чертежът позволява да се получат продукти с идеално правилна форма с чиста и изравнена повърхност - поради това степента на последваща обработка се намалява значително, а самата тел придобива подобрени механични свойства.
По принцип производството на усукана стоманена тел включва няколко стъпки.
- На този етап се извършва ецване, основната задача е да се премахне повърхностния слой от метал и котлен камък, който може да попречи на рисуването. Подготовката на повърхността се извършва чрез обезмасляване, смилане, полиране и механично изрязване на отхвърлените участъци. Тъй като в скалата могат да присъстват сложни химични съединения, телената пръчка се третира с киселинни разтвори, загряти до 50 градуса. След това детайлът се измива и изсушава при нагряване до 75-100 градуса в специални сушилни камери.
- На този етап се извършва термична обработка, чиято цел е да направи металния детайл по -мек, освободен от вътрешни напрежения. За тази цел материалът се нагрява, държи известно време и се охлажда. В резултат на това свойствата на стоманите се променят значително и процесът на изтегляне и изпичане на тел се улеснява.
- Освен това с помощта на чук стоманените заготовки се сплескват и изравняват. По този начин можете да фиксирате метала върху барабана на машината за теглене, за да го прекарате през матрицата.
- На този етап чертежът се извършва директно.За тази цел обработените и плоски суровини се изтеглят на машината с възможно най -висока скорост през стеснен канал. В зависимост от количеството на изтеглената тел, този процес може да бъде единичен или многоверижен.
- На последния етап се извършва изпичане - основната задача на тези манипулации е да се сведе до минимум напрежението след изтегляне на метала. Стоманата става еластична, устойчива на опън и твърда, като в същото време е податлива на удължаване и усукване, подобряват се параметри като съпротивление и тегло от 1 метър.
Има два вида топлинна обработка.
- Леко изпичане - извършва се в пещ, пълна с инертен газ. Поради това металът не претърпява окисляване и върху него не се образува котлен камък. Готовите продукти придобиват светъл нюанс и много впечатляващи разходи.
- Черно изпичане - в този случай се използва най -простата атмосфера, на повърхността на готовите продукти се образува мръсотия, поради което тя придобива тъмен цвят. Цената на такъв проводник е много по -ниска от тази на лекия проводник.
Като се има предвид, че стоманената сплав принадлежи към категорията на металите, които бързо корозират, поцинковането често е включено в производствения цикъл. Най-доброто и най-качествено жило се произвежда с помощта на техниката на горещо поцинковане, тъй като това осигурява максимално сцепление на цинка директно с телта.
Готовите продукти на изхода не се страхуват от ръжда и в същото време имат повишено ниво на защита срещу такива неблагоприятни външни фактори като действието на ултравиолетовите лъчи, вятъра и температурните колебания. В допълнение, поцинкованата стоманена тел е много по-пластична от не поцинкованата и по този начин е по-издръжлива. След това продуктите се нарязват на парчета и се маркират.
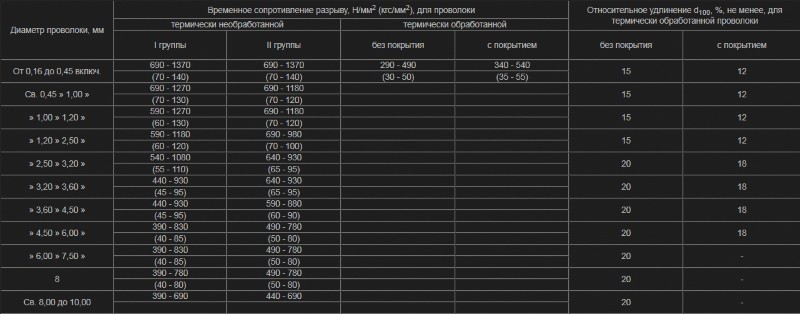
В съответствие с ГОСТ 3282–74, стоманената тел се произвежда от стомана в съответствие с действащия стандарт No1050. Готовата тел с напречно сечение от 0,5 до 6 мм, която не е претърпяла термична обработка, на изхода трябва да издържи най-малко 4 завоя, без да нарушава цялостната цялост и разрушаване на металната конструкция. На повърхността на продукт, който не е покрит с цинк, технологичните стандарти позволяват наличието на малки вдлъбнатини и драскотини - докато тяхната дълбочина не трябва да бъде повече от 1/4 от размера на отклонението на готовите продукти в диаметър. Но наличието на всякакви пукнатини, люспи и филми от всякакъв размер е строго забранено.
Поцинкованата тел може да има леко белезникаво покритие на повърхността, както и блясък - но само ако не влошават цялостното качество на покритието. Категорично е забранено да се продава и използва в производствения процес стоманена тел с неметални участъци и черни петна.
Видове и основни размери
Стоманената тел е разделена на два вида: със и без цинково покритие. Това покритие е цинк. Също така, стоманената тел е термично обработена, а не. Продуктите след термична обработка са светли и черни. Дебелината на такава стоманена тел варира от 0,16 мм до 10 мм.
Диапазонът на размерите на цинково покритие варира от 0,2 мм до 6 мм. Самото покритие е разделено на два класа: първи клас и втори клас. Разликата между един клас и друг се крие само в дебелината на покритието. Всички продукти от втори клас имат по -плътно цинково покритие и следователно по -дебели. Продуктите от втори клас са по -издръжливи.
Методи за изпитване
Разработени са следните методи за проверка на съответствието на качеството на произвежданите продукти:
- тегло;
- обемни газометрични;
- потапяне.
Тяхната надеждност се основава на метода на извадката от общата теория на статистиката. Следователно, както показва опитът, е достатъчно да се вземе по една проба от всяка дадена партида.
Първият метод включва визуална проверка и претегляне.Визуалната проверка ви позволява да определите състоянието на избраната проба, да определите диаметъра и дълбочината на откритите дефекти. Тези параметри обикновено се измерват с помощта на подходящи измервателни уреди. Диаметърът и овалността на стоманената тел се измерват в две равнини с помощта на микрометър. След това получените данни се проверяват с ГОСТ 6507-78. Предпоставка за такива измервания за поцинкована тел е липсата на прекомерно провисване.

Контрол на качеството на проводниците
Въз основа на този метод, масата на цинка, разположена на повърхността на пробата, се определя чрез изчисляване на разликата между масата на пробата с цинк и масата на пробата с отстранено покритие. Освен това, съгласно добре известната формула, се изчислява средната аритметика. Грешката на тези оценки, при внимателно тестване, не надвишава 0,001 g.
След това преминете към оценката на пробата по следните показатели: огъване, разтягане, скъсване. Ако диаметърът на избраната проба не надвишава 0,5 мм, е възможно да се замени обичайното изпитване със стойността на разкъсването с образувания възел.
След това се извършва проверка за така наречената намотка. Стоманената тел се навива върху пръчка със същия диаметър като самата тел. Ако диаметърът надвишава 6 мм, тогава диаметърът на пръта трябва да бъде два пъти диаметъра на пробата. След това се измерват характеристиките на теглото.
Използва се за разрешаване на спорни ситуации, за провеждане на арбитражни анализи.
Обемен газометричен метод.
При подготовката за изследването отстранете цялото цинково покритие на пробата към стоманената повърхност. За тази цел той се потапя в специален разтвор.
Крайният резултат се изчислява като средна аритметична стойност на няколко резултата от теста.

Термично обработена стоманена тел
Редът на изпълнение на този метод се определя от следната последователност от операции:
- от представената проба са избрани няколко парчета тел със същата дължина (разликата в дължината не трябва да надвишава 0,5 мм);
- всеки сегмент е напълно обезмаслен (разтвори за обезмасляване могат да бъдат: алкохол, бензин или други подходящи химични разтвори);
- след това, използвайки химичните свойства на цинка, те го разтварят (те се опитват да улавят целия освободен водород);
- в лабораторни условия се измерва обемът на получения водород;
- известната формула изчислява повърхностната плътност на цинка;
- в сярна или солна киселина се извършва т. нар. цинково ецване.
Метод на потапяне
При този метод избрана проба се потапя в разтвор на меден сулфат. Плътността на разтвора трябва да бъде 1,116 g / cm3. При температура 18 ° C.
В този случай се следва следният ред за получаване на резултатите:
- Подгответе няколко тестови стоманени пръти с еднаква дължина (обикновено 150 мм);
- произвеждат обезмасляване с изплакване с дестилирана вода;
- всяка стоманена проба се избърсва старателно от следи от течност и се изсушава;
- след това се потапя в приготвения разтвор (той съдържа меден сулфат);
- разстоянието от позицията на прътите до повърхността на разтвора трябва да бъде 100 mm, времето за потапяне - 60 sec;
- шест проби от стомана се тестват едновременно;
След този тест проверете остатъците от медното покритие върху повърхността на прътите. Ако на повърхността на поне една стоманена пръчка има участъци с остатъци от медно покритие, пробата не е преминала теста. Оценката се извършва визуално.