Покритие на шлицови гайки ГОСТ 11871-88
Като покритие за гайката GOST 11871-88 е разрешено да се използва галванично поцинковане, никелиране, хромиране и други. За да научите повече за това какви други възможности за покритие могат да присъстват при производството на този продукт, препоръчваме ви да се свържете с нашите специалисти.
Готови сме да ви предложим не само ядки според вътрешния стандарт ГОСТ 11871, но и други продукти в насипно състояние. Освен това те могат да бъдат стандартизирани както съгласно GOST, така и по други системи. Освен това има и възможност да закупите продукти по поръчка. За да направите това, предоставете ни необходимите параметри и чертежи.
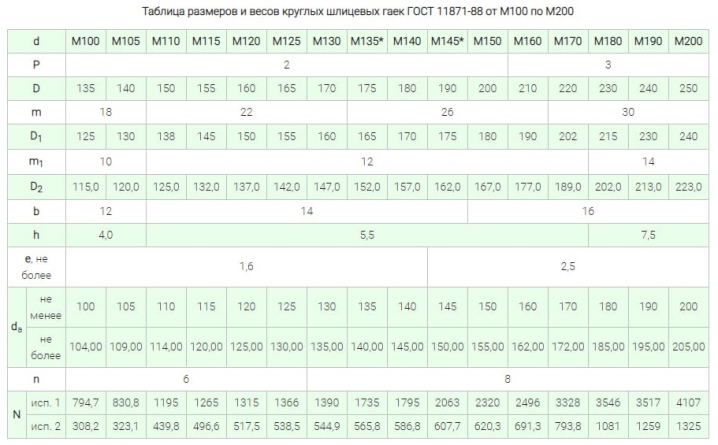
| Номинален диаметър на резбата d | Стъпка на резбата P | д | м | D1 | m1 | D2 | да | б | з | в, не повече | Брой шпонки n | |
| не по -малко | няма повече | |||||||||||
| 6 | 0,50 | 16 | 5 | 16 | 4 | 11,5 | 6 | 6,75 | 4 | 1,5 | 0,6 | 4 |
| 8 | 1,00 | 22 | 6 | 18 | 5 | 13,5 | 8 | 8,75 | ||||
| 10 | 1,25 | 24 | 8 | 20 | 15,5 | 10 | 10,80 | |||||
| 12 | 26 | 22 | 6 | 17,5 | 12 | 13,00 | 6 | |||||
| 14 | 1,50 | 28 | 24 | 18,5 | 14 | 15,10 | 2,0 | |||||
| 16 | 30 | 28 | 22,0 | 16 | 17,30 | |||||||
| 18 | 32 | 30 | 24,0 | 18 | 19,40 | 1,0 | ||||||
| 20 | 34 | 32 | 26,0 | 20 | 21,60 | |||||||
| 22 | 38 | 10 | 36 | 7 | 29,0 | 22 | 23,80 | 2,5 | ||||
| 24 | 42 | 38 | 31,0 | 24 | 25,90 | |||||||
| 27 | 45 | 42 | 35,0 | 27 | 29,20 | |||||||
| 30 | 48 | 45 | 38,0 | 30 | 32,40 | |||||||
| 33 | 52 | 48 | 8 | 40,0 | 33 | 35,60 | 8 | 3,0 | ||||
| 36 | 55 | 50 | 42,0 | 36 | 38,90 | |||||||
| 39 | 60 | 56 | 48,0 | 39 | 42,10 | |||||||
| 42 | 65 | 60 | 52,0 | 42 | 45,40 | |||||||
| 45 | 1,5 | 70 | 63 | 55,0 | 45 | 48,60 | 6 | |||||
| 48 | 75 | 12 | 67 | 58,0 | 48 | 51,80 | 3,5 | |||||
|
(50) |
78 | 70 | 61,0 | 50 | 52,00 | |||||||
| 52 | 80 | 52 | 54,00 | 10 | ||||||||
| 56 | 2,0 | 85 | 75 | 65,0 | 56 | 58,00 | 4,0 | 1,6 | ||||
|
(58) |
90 | 80 | 70,0 | 58 | 60,00 | |||||||
| 60 | 60 | 62,00 | ||||||||||
|
(62) |
95 | 85 | 75,0 | 62 | 64,00 | |||||||
| 64 | 64 | 66,00 | ||||||||||
| 68 | 100 | 15 | 90 | 80,0 | 68 | 70,00 | ||||||
|
(70) |
70 | 72,00 | ||||||||||
| 72 | 105 | 95 | 10 | 85,0 | 72 | 75,00 | ||||||
| 76 | 110 | 76 | 80,00 | |||||||||
| 80 | 115 | 100 | 90,0 | 80 | 84,00 | |||||||
| 85 | 120 | 108 | 98,0 | 85 | 89,00 | |||||||
| 90 | 125 | 18 | 112 | 102,0 | 90 | 94,00 | 12 | |||||
| 95 | 130 | 118 | 108,0 | 95 | 99,00 | |||||||
| 100 | 2 | 135 | 125 | 115,0 | 100 | 104,00 | ||||||
| 105 | 140 | 130 | 120,0 | 105 | 109,00 | |||||||
| 110 | 2 | 150 | 22 | 138 | 12 | 125,0 | 110 | 114,00 | 14 | 5,5 | ||
| 115 | 155 | 145 | 132,0 | 115 | 120,00 | |||||||
| 120 | 160 | 150 | 137,0 | 120 | 125,00 | |||||||
| 125 | 165 | 155 | 142,0 | 125 | 130,00 | |||||||
| 130 | 170 | 160 | 147,0 | 130 | 135,00 | 8 | ||||||
|
(135) |
175 | 26 | 165 | 152,0 | 135 | 140,00 | ||||||
| 140 | 180 | 170 | 157,0 | 140 | 145,00 | |||||||
|
(145) |
190 | 175 | 162,0 | 145 | 150,00 | 2,5 | ||||||
| 150 | 200 | 180 | 167,0 | 150 | 155,00 | 16 | ||||||
| 160 | 3 | 210 | 190 | 177,0 | 160 | 162,00 | ||||||
| 170 | 220 | 30 | 202 | 189,0 | 170 | 172,00 | ||||||
| 180 | 230 | 215 | 14 | 202,0 | 180 | 185,00 | 7,5 | |||||
| 190 | 240 | 230 | 213,0 | 190 | 195,00 | |||||||
| 200 | 250 | 240 | 223,0 | 200 | 205,00 |
Гъбеща гайка ГОСТ 11871-88 е в постоянна наличност в нашите складове не само в Санкт Петербург и в други градове. Също така имаме възможност да доставяме нашите продукти навсякъде в нашата страна. Просто трябва да уговорите поръчката си, времето за доставка и цената с нас. Компанията OPM има широка гама от продукти в съответствие с ГОСТ, DIN, ISO и други стандарти. Продажбата се извършва на едро и дребно.
Нашите експерти не само ще изберат необходимия за вас продукт, като гайка ГОСТ 11871 с необходимите параметри, но също така ще предложат приемливи аналози * и различни съпътстващи елементи. Някои версии на тези гайки са частично взаимозаменяеми с други стандартизирани по DIN продукти. Но не забравяйте, че както гайките, така и другият хардуер, продуктите могат да се различават по някакъв начин по характеристиките, описани в различните им стандарти.
Обратно към раздела
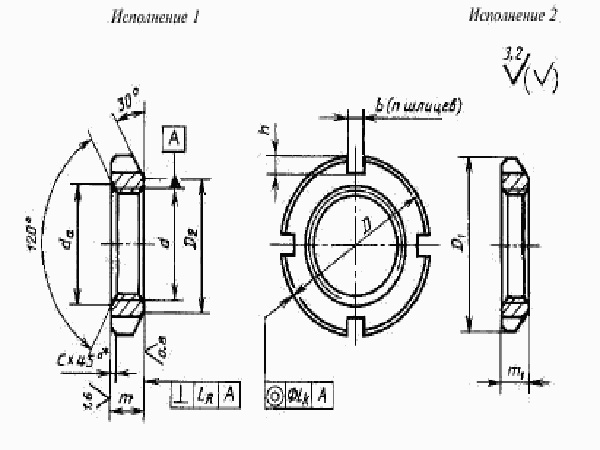
V (V)
V
-77,
* Разрешено вместо скосяване със заоблен радиус R = c и без скосяване за версия 2.
Официално издание
★
Препечатването е забранено
og
НМ
Маса! R
да се

|
6 |
0,50_ |
16 |
5 |
16 |
4 |
11,5 |
6 |
6,75 |
|||
|
4 |
|||||||||||
|
8 |
1,00 |
22 |
6 |
18 |
° С |
13,5 |
8 |
8,75 |
1,5 |
||
|
10 |
24 |
20 |
15,5 |
10 |
10,80 |
0,6 |
|||||
|
—»— |
1,25 |
—— |
——- |
||||||||
|
JL |
jL |
jL |
17,5 |
12 |
Джо. |
||||||
|
L- |
jL |
JL |
18,5 |
14 |
j5j |
||||||
|
_ Е |
JL |
8 |
JL |
6 |
22,0, |
16 |
17|_ |
2,0 |
|||
|
18^ |
32 |
30 _ |
24,0 |
18 |
jL |
||||||
|
JL |
jL |
32 v |
26,0 |
20 |
21,60 _ |
6 |
|||||
|
JL |
38 |
36 |
29,0 |
22 |
jL |
||||||
|
24 |
42 |
38 |
31,0 |
24 |
25,90 |
||||||
|
JL |
1,50 |
45 |
JL |
7 |
35,01 |
27 |
_29,20 |
2,5 |
1,0 |
||
|
jL |
48 _ |
10 |
JL |
38,0 |
30 |
32,40 , |
|||||
|
33 |
52 T |
4L |
40,0 |
33 |
35,60. |
||||||
|
36 |
55 |
50 _ |
42,0 |
36 |
38,90 ^ |
||||||
|
8 |
3,0 |
||||||||||
|
30 |
60 _ |
56 |
48,0 |
39 |
42,10 |
||||||
|
42 |
65 |
60 |
52,0 |
42 |
45,40 |
88 -IZS I I -LOO J
21
Продължение на таблицата. 1
mm
|
Номи пари в брой диаметър резби а |
Стъпка резби R |
д |
м |
D1 |
I1 |
О2 |
i не по-малко |
З не Повече ▼ |
б |
з |
с, не Повече ▼ |
Номер вървял цев NS |
|
45 |
70 |
10 |
63 ( |
55,0 |
45 |
48,60 |
3,0 |
|||||
|
8 |
||||||||||||
|
48 |
75 |
67 |
58,0 |
48 |
51,80 |
1,0 |
||||||
|
(511) |
1,5 |
78 _ |
70 |
61,0 |
50 |
52,00 |
3,5 |
|||||
|
52 |
80 |
52 |
54,00 _ |
|||||||||
|
56 |
85 |
12 |
75 |
31 |
56 |
58,00 |
||||||
|
(58) |
58 |
60,00 |
||||||||||
|
90 |
80 |
8 |
70,0 |
|||||||||
|
60 |
60 |
62,00 |
||||||||||
|
1 ■ |
—■- |
6 |
||||||||||
|
(62) |
62 |
64,00 |
||||||||||
|
95 |
85 |
75,0 |
—— |
|||||||||
|
64 |
64 |
66,00 |
10 |
|||||||||
|
68 |
68 |
70,00 |
||||||||||
|
PL |
100 |
90 |
80,0 |
|||||||||
|
JL |
2,1) |
JL |
_ 72,00_ |
4,0 |
аз, 6 |
|||||||
|
NS |
185 |
15 |
72 |
75,00 |
||||||||
|
—- |
95 |
85,0 |
||||||||||
|
76 |
НА |
76 |
80,00 _ |
|||||||||
|
80 |
115 |
100 |
10 |
90,0 |
80 |
84,00_ |
||||||
|
,85 |
120 |
108 |
98,0 |
85 |
89,00_ |
|||||||
|
90 |
125 |
18 |
112 |
102,0 |
90 |
94,00_ |
10 |
|||||
|
12 |
||||||||||||
|
95 |
130 |
118 |
108,0 |
95 |
99,00 |
8S-IZ.8U XOOJ
ss
Продължава така 1 стр

|
11 |
135 |
1$ |
125 |
10 |
115,0 |
100 |
101,00 |
12 |
4,0 |
|
|
105 |
НО |
130 |
120,0 |
105 |
109,00 |
|||||
|
НА |
150 |
13L |
125,0 |
НА |
114,00 |
|||||
|
115 |
155 |
аз "_ |
132,0 |
115 |
120,00 |
|||||
|
120 i |
160 |
22 |
_150 _ |
’ 137,0 _ |
120 |
125,00 |
||||
|
125 _ |
165 |
155 |
_ 112,0 |
125 |
130,00 |
|||||
|
130 |
2 |
170 |
«160 |
” 147,0 |
130 |
‘ 135,00 |
14 |
|||
|
(135) . |
175 |
165__ |
152,0 |
135 |
140,00 |
5,5 |
||||
|
НО |
_ 180 |
170 |
12 |
’ 157,0_ |
НО |
145,00 |
||||
|
(!«) |
190 |
26 |
175_ |
162,0 |
145 |
150,00 |
||||
|
150 |
200 |
1 -ви_ |
‘ 167,0 |
150 |
155,00 |
|||||
|
11 |
J10_ |
190_ |
177,0. |
160 |
162,00 |
|||||
|
ха |
220 |
202 |
~ 189,0 |
170 |
172,00 |
|||||
|
NS |
3 |
230 |
30 |
215 |
202,0 |
180 |
185,00 |
16 |
||
|
90 |
240′ |
230 |
14 |
213,0 |
190 |
195,00 |
7,5 |
|||
|
200 |
250 |
210 |
223,0 |
200 |
205,00 |
Бележки:
1. По споразумение между производителя и потребителя е разрешено производството на гайки М45 * 1 -S -M125 с 4 шлица.






2, Куката с размерите, посочени в скоби, не се препоръчва да се използва,
ГОСТ 11871-88
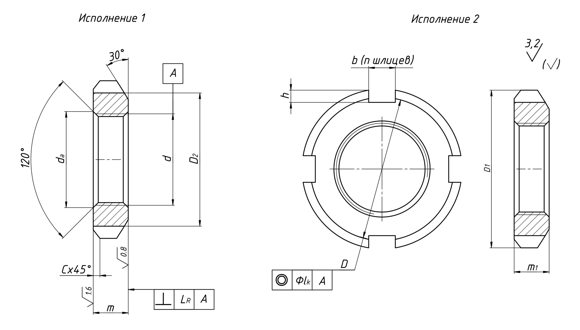
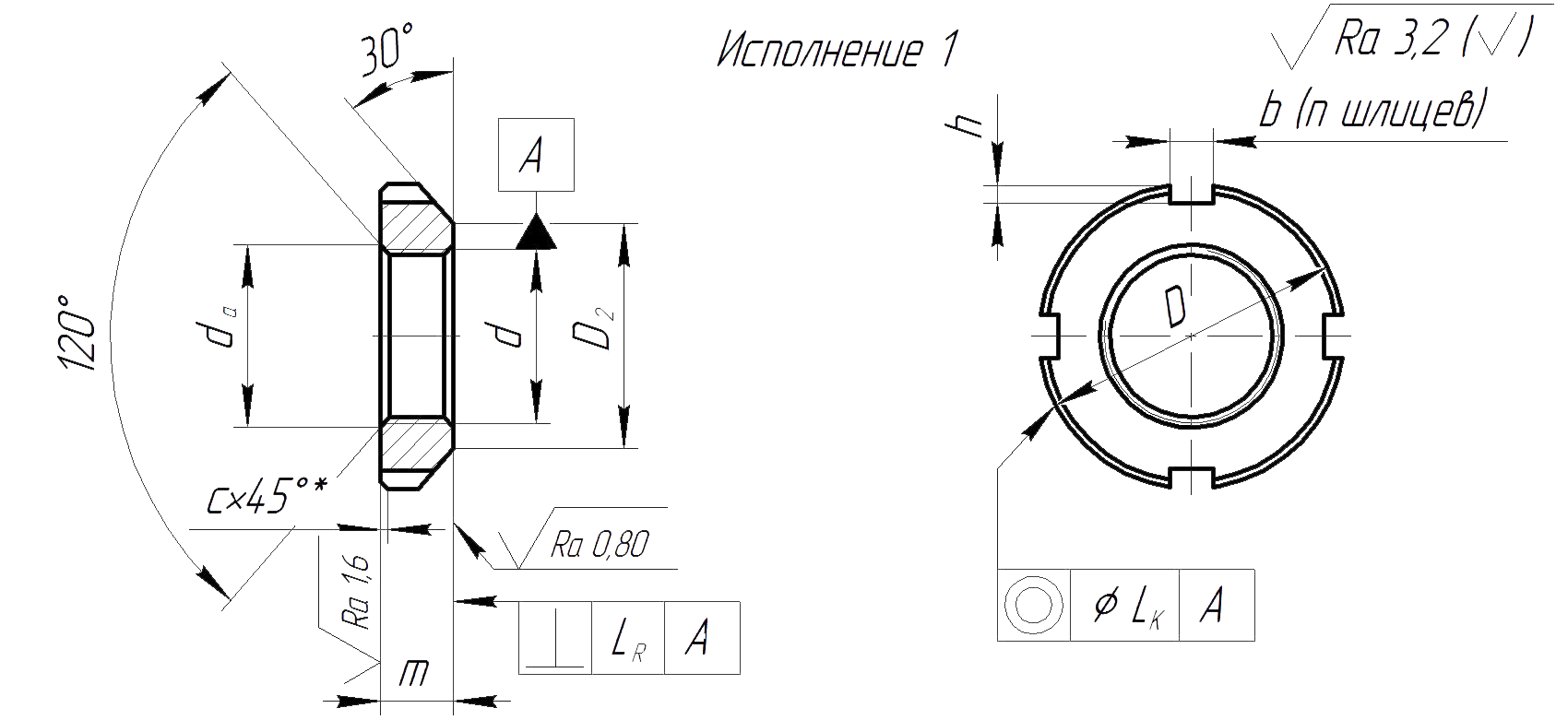
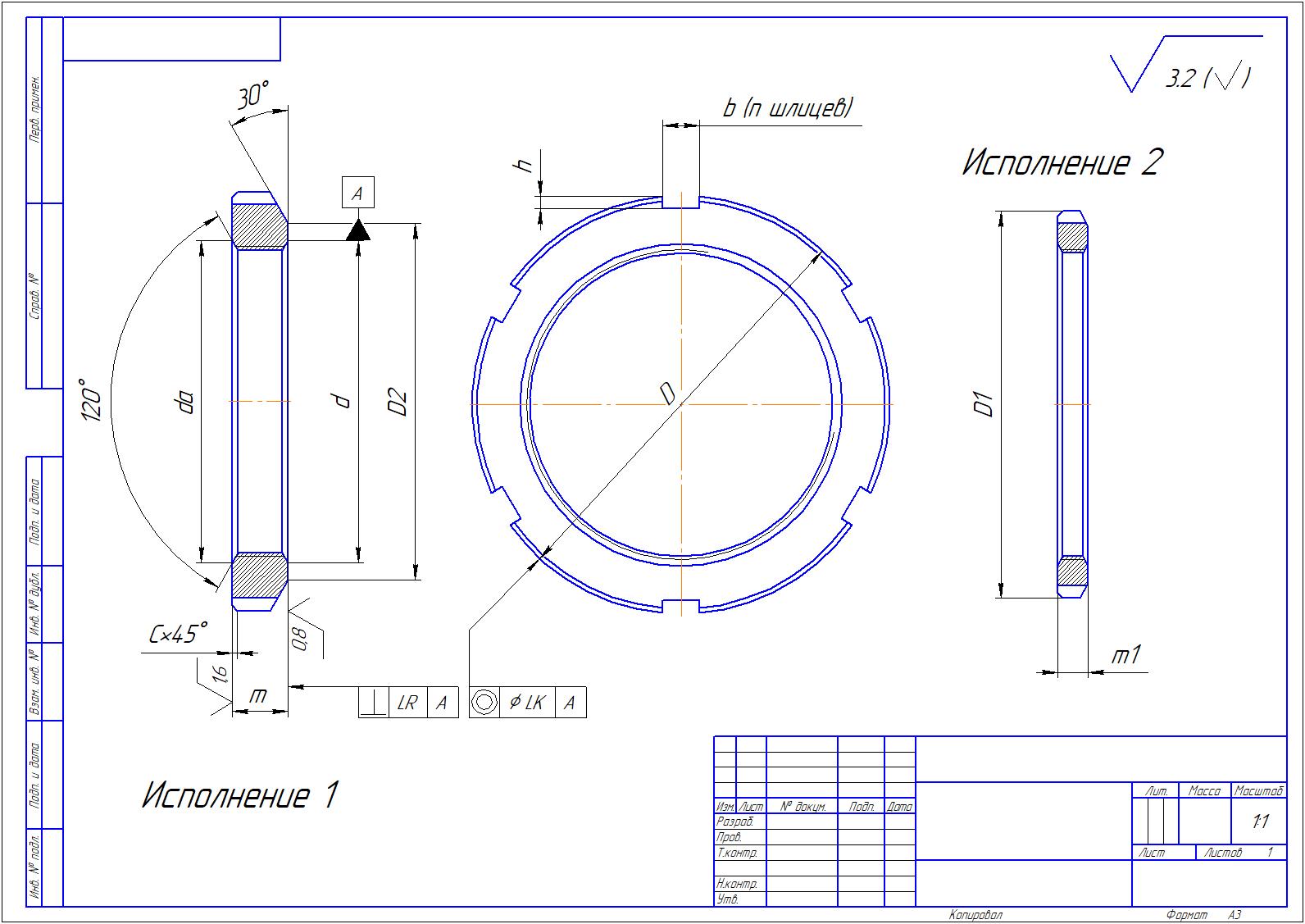
Пример за символ за гайка от версия 1, с диаметър на резбата d = 16 mm, с фина стъпка на резбата 1,5 mm, с толеранс на резба 6H, изработена от стомана 35, покрита с химически оксид, импрегниран с масло:
Гайка М16Х1,5-6N.05.05 ГОСТ 11871-88 Същата, изработена от месинг L63, без покритие:
Гайка M16XL5-6H.32 ГОСТ 11871-88 Същата, версия 2, с цинково покритие с дебелина 9 микрона, хромирана:
Гайка 2 M16x 1.5-6N.019 ГОСТ 11871-88
1.2. Резба - в съответствие с ГОСТ 24705.
1.3. Теоретичната маса на стоманените гайки е показана в допълнение 1.
2. ТЕХНИЧЕСКИ ИЗИСКВАНИЯ
2.1. Полето за толеранс на резбата е 6H в съответствие с ГОСТ 16093.
2.2. Полетата на допустимите отклонения на размерите и допуските за местоположението на повърхностите трябва да съответстват на посочените в таблицата. 2.
Допустими ъгли ± ■ -t; - съгласно ГОСТ 8908.
Разрешено е, по споразумение между производителя и потребителя, да се произвеждат гайки с толеранс на перпендикулярност на носещата повърхност спрямо оста на резбата L # - в съответствие с 11 -та степен на точност и грапавост на повърхността Rа: 1,6; 3,2; 6.3 вместо Rа\ 0,8; 1,6; 3.2 - съответно.
таблица 2
|
Обозначение за размер или толеранс |
Поле на толерантност или толеранс |
|
Д; Ди |
N2 |
|
д2 |
N4 |
|
tp \ tp \ |
N4 |
|
Б |
H14 |
|
з |
H14 |
|
Според 9 -та степен на точност GOST 24643 |
|
|
L до |
Според 11 -та степен на точност GOST 24643 |
2.3. Класовете материали и техните обозначения трябва да съответстват на посочените в таблицата. 3.
Т а б л и
така че 3
|
Материал |
Твърдост по Бринел HB, не по -малко |
Условно обозначаване печати (групи) |
||
|
изглед |
марка |
обозначаване стандарт |
||
|
Въглеродни да стане |
St 3 bn, St 3 kp |
ГОСТ 380 |
90 |
02 |
|
20 |
ГОСТ 1050 |
110 |
04 |
|
|
35 |
140 |
05 |
||
|
45 |
170 |
06 |
||
|
Легирани да стане |
35Х |
ГОСТ 4543 |
197 |
11 |
|
ZOHGSA |
217 |
|||
|
Устойчиви на корозия стомани |
12Х18Н9Т 12X18HI0T |
ГОСТ 5632 |
— |
21 |
|
14X17N2 |
23 |
|||
|
Месинг |
L63 |
ГОСТ 15527 |
— |
32 |
2.4.Ядките трябва да се правят с покрития: хромирани с цинк; хромиран кадмий; оксид, импрегниран с масло; фосфат, импрегниран с масло или без покритие. Изборът на покритие за конкретен материал е в съответствие с ГОСТ 9.303. Технически изисквания за покрития - в съответствие с ГОСТ 9.301.
Конвенционалното обозначение на покритията е цифрово в съответствие с ГОСТ 1759.0.


2.5. Повърхностна твърдост на гайките - не по -малка от 372HV или 38HRCа... Дълбочината на втвърдения слой е най -малко 1 мм.
По споразумение между производителя и потребителя е разрешено производството на ядки без термична обработка.
2.6. Повърхностни дефекти на гайки - в съответствие с ГОСТ 1759.3.
3. ПРИЕМАНЕ
Маркиране
Размерите на номиналния диаметър на резбата могат да бъдат:
- 6;
- 8;
- 10;
- 12;
- 14;
- 16;
- 18;
- 56;
- 80;
- 95;
- 170;
- 200 мм (има и други размери).
Опаковките на закопчалките включват следното:
- официална търговска марка (понякога в комбинация с името на компанията);
- конвенционални знаци на хардуер;
- нетно тегло или количество на парчета.
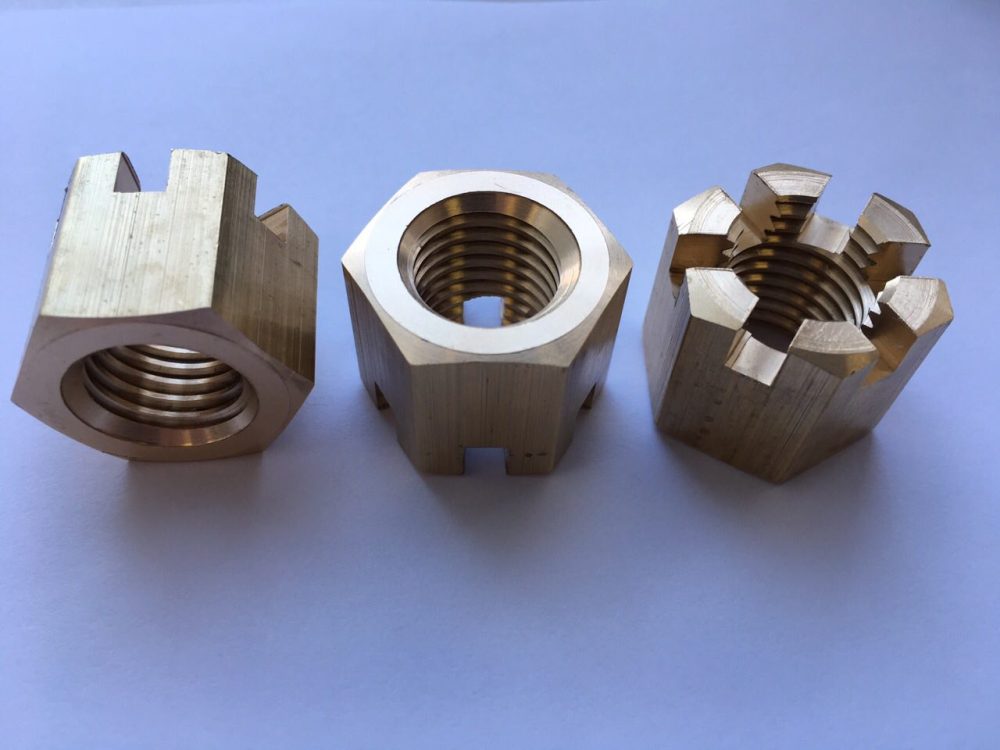
Във всяка опаковка могат да се поставят само крепежни елементи от напълно еднакъв тип. Тоест, ако там са поставени кръгли модели, тогава квадратните и всякакви други форми не могат да се използват. Същото се отнася и за използваните размери, материали и покрития. За производството на гайки с прорези може да се използва или неръждаема стомана, или месинг. Върху неръждаемата стомана могат да се нанасят различни покрития.
Заключващите гайки за шайби се предлагат в HM 3044 до HM 3192. Друг диапазон е HM 30/500 до HM 30/710. Масата на гайките в маркировката се изчислява при предположение за плътност на стоманата от 7,85 g на 1 кв. виж Понякога се практикува да се прилагат не трапецовидни, а метрични нишки - които също трябва да бъдат маркирани.

Особености
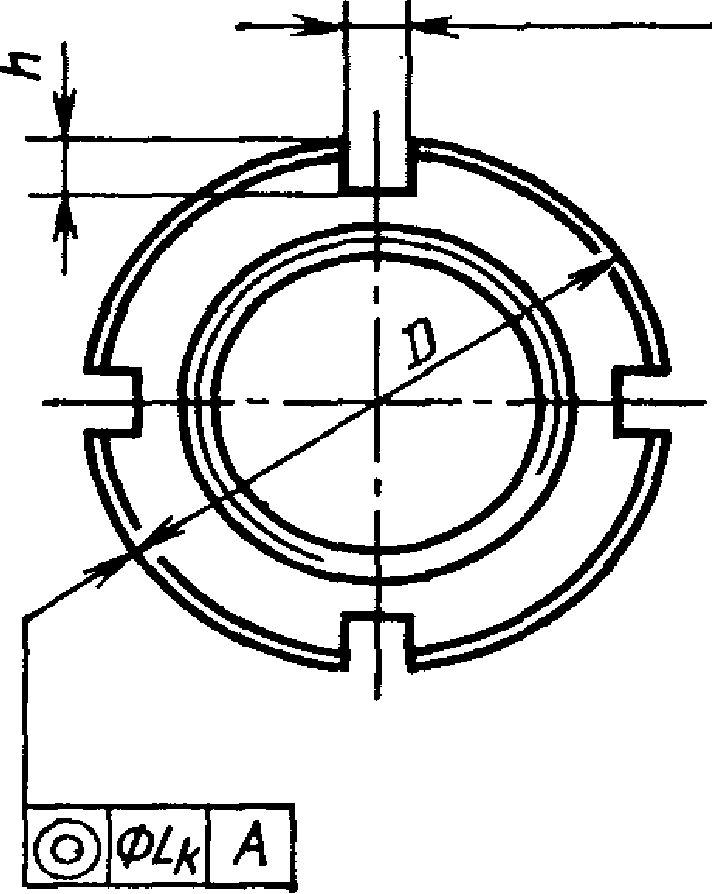
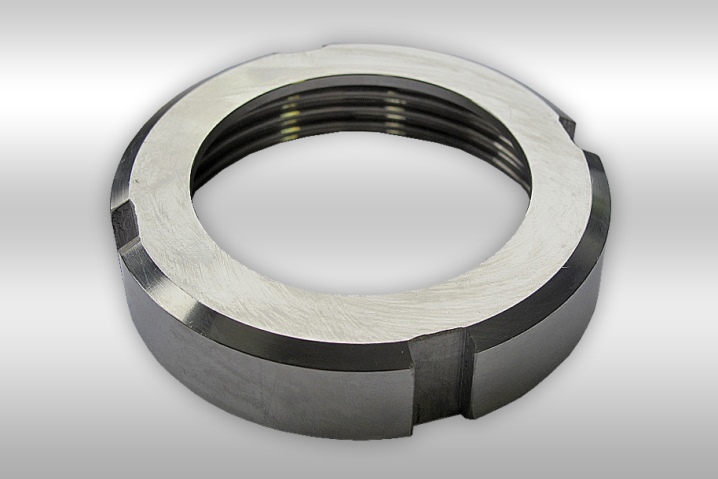
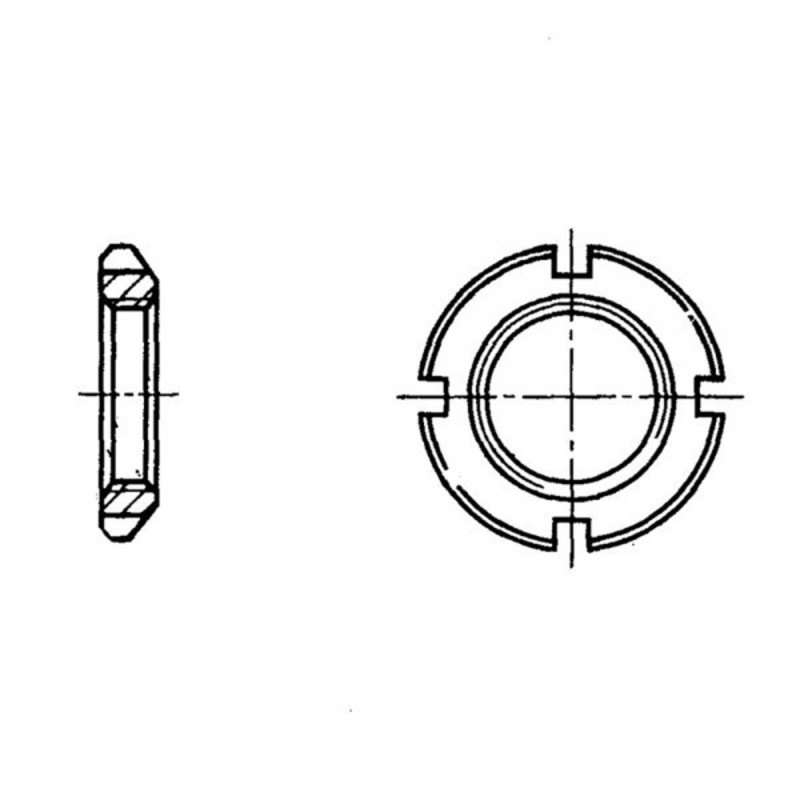
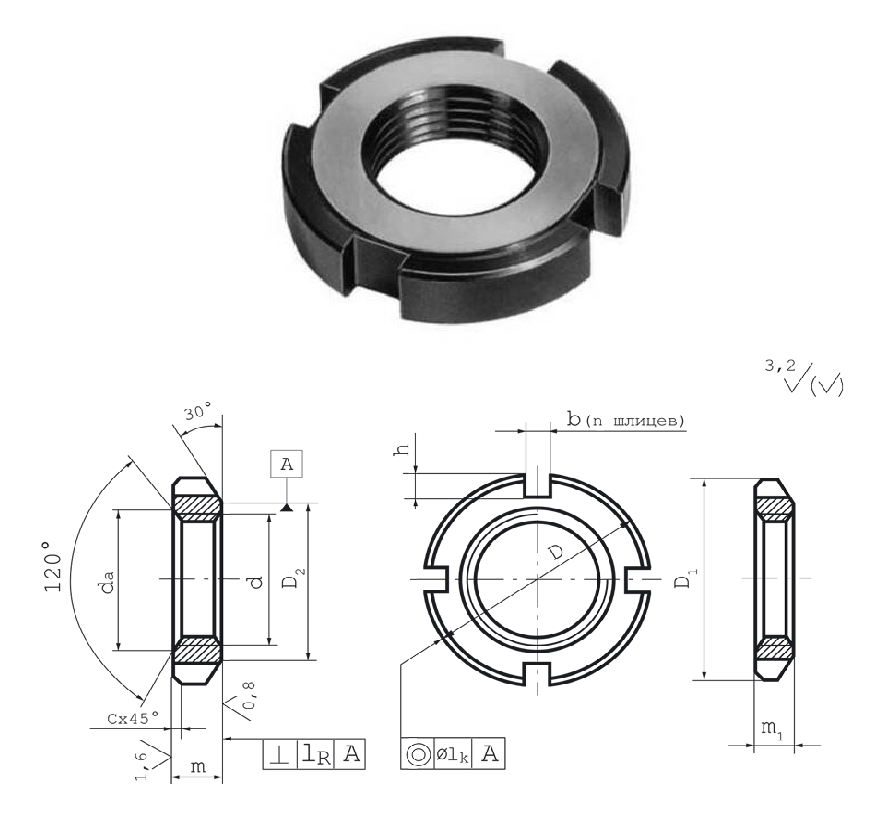
Гайката с прорези се доставя от голямо разнообразие от компании и присъства в гамата на всички водещи производители. Технически това е „просто“ метален пръстен. Към отвора на продукта отвътре се прилага резба. В този случай специални слотове се прилагат отвън, което даде името на такива крепежни елементи. Тези канали се образуват с помощта на фрезоване.
Ролята на каналите е да осигурят превъртане на хардуера около оста си. Броят на слотовете трябва да съответства на раздела на продукта. Гъвкавият хардуер рядко се използва за конвенционални резбови съединения, но те са много търсени в различни индустрии, а именно:
- машиностроене;
- автомобилна индустрия;
- други отрасли на машиностроенето.


Това са предимно агрегати, които съдържат валове и други интензивно въртящи се части. Натоварването на закопчалката с прорези е много високо, така че тя трябва да бъде изключително надеждна и стабилна. За неговото производство се използва само стомана със здравина най -малко 36 HRS. Минималната дълбочина на втвърдяване е 0,1 cm.


Как да ги усучете?
Приложението е може би най -важният момент, когато става въпрос за прорези. По подразбиране те се използват за фиксиране на строго коаксиални части. Обичайна практика е да се използват клавиши с радиус (наричани още цангови). Те имат захват под формата на дъга, завършващ с ремарке, което изглежда като кука на външен вид. Разбира се, използването на отвертка е изключено.
Държавният стандарт има фиксиран 21 ключови формати за всякакви гайки. Тези ключове задължително са изработени от стомана с добавка на хром. Понякога се използва въртящ се инструмент. Достатъчно е да имате един ключ за всяка група с размери и да го приложите, ако е необходимо. В някои случаи гнездовите глави помагат за работа с гайки с прорези.

Можете да разберете как да направите ключ за прорези със собствените си ръце от видеото по -долу.