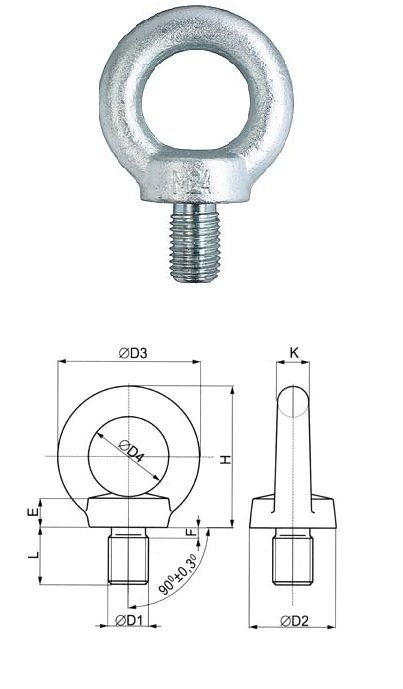
Подвижно резбово ухо с сачмен лагер за повдигане във всички посоки
• Клас стомана - 8 • Пантите се завъртат в посока на товара • Повърхностна обработка - боядисване • Фактор на безопасност 4: 1 • Маркировка на ЕС • Панти по заявка с удължена резба • Не подлежи на термична обработка

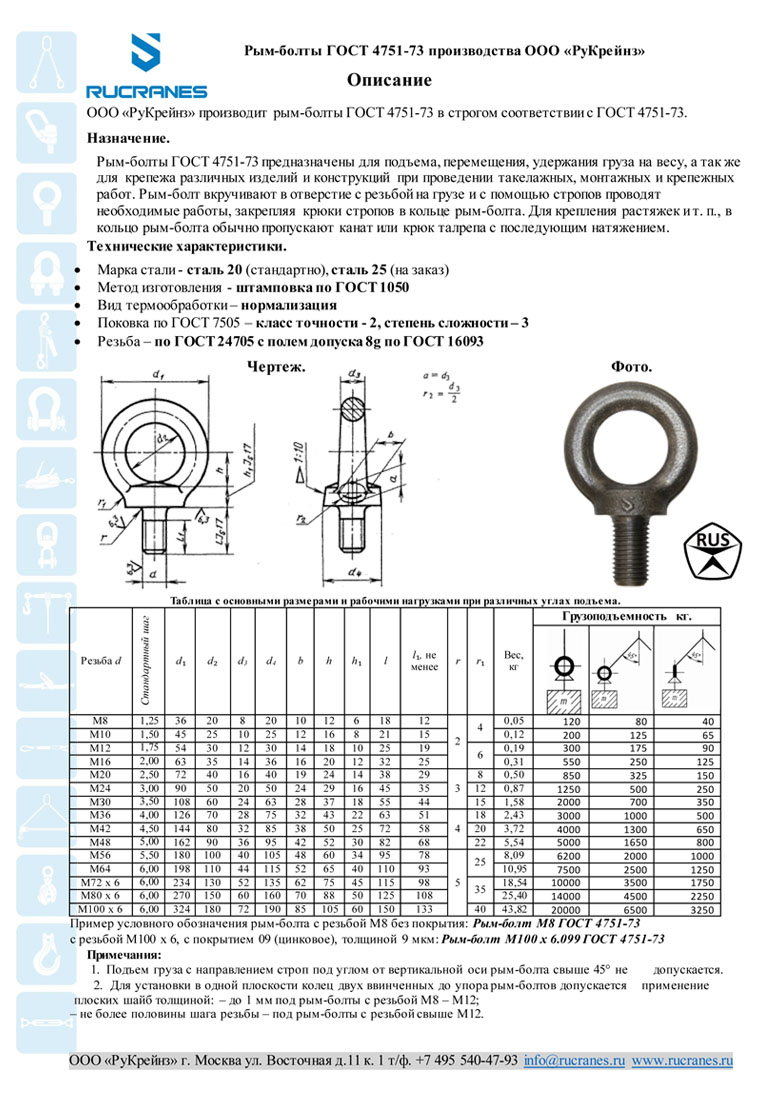
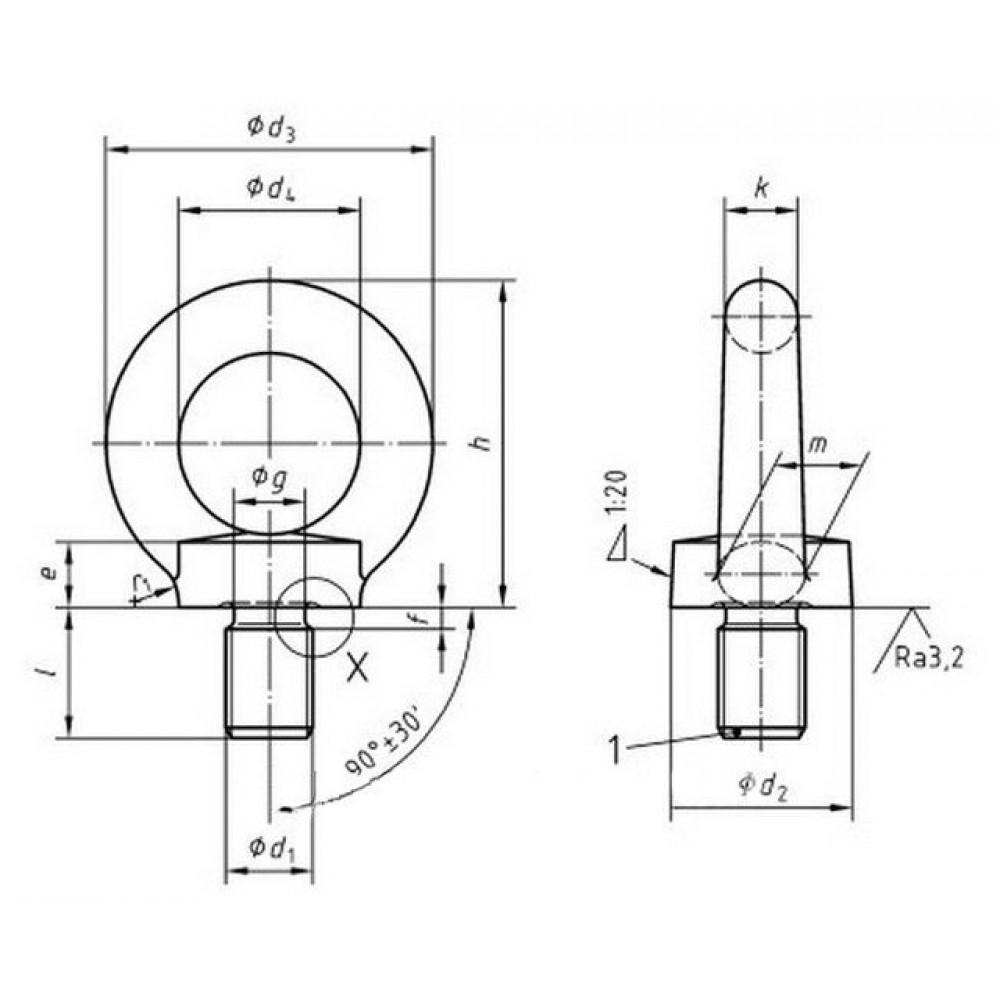
| Диаметър на резбата, d | Работно натоварване по оста на болта, tn | Работен товар при странично повдигане, tn | b, мм | д, мм | g, mm | t, мм | Размер на повдигащия контур, мм | Тегло, кг | Обозначаване |
| M10 | 0,60 | 0,3 | 36 | 18 | 51 | 41 | 14x55x30 | 0,4 | NS8KL1003 |
| M12 | 1,00 | 0,5 | 36 | 18 | 51 | 41 | 14x55x30 | 0,4 | NS8KL1205 |
| M16 | 2,00 | 1,1 | 36 | 40 | 52 | 42 | 14x55x30 | 0,5 | NS8KL161 |
| M20 | 4,00 | 2,0 | 50 | 49 | 68 | 56 | 16x70x34 | 1,0 | NS8KL202 |
| M24 | 6,30 | 3,2 | 57 | 40 | 78 | 65,5 | 18x85x37 | 1,5 | NS8KL2432 |
| M30 | 10,6 | 5,3 | 66 | 35 | 97 | 80,5 | 20x85x37 | 2,2 | NS8KL3053 |
| M30 | 11,8 | 8,0 | 80 | 35 | 112 | 92 | 22x115x50 | 3,6 | NS8KL308 |
| M36 | 11,8 | 10,0 | 80 | 90 | 109 | 89,5 | 22x115x50 | 4,2 | NS8KL368 |
| M42 | 15,0 | 10,0 | 80 | 50 | 109 | 89,5 | 25x115x50 | 3,7 | NS8KL4210 |
| M45 | 15,0 | 10,0 | 80 | 60 | 109 | 89,5 | 25x115x50 | 4,2 | NS8KL4510 |
| M48 | 15,0 | 10,0 | 80 | 50 | 109 | 89,5 | 25x115x50 | 4,0 | NS8KL4810 |
| M56 | 25,0 | 15,0 | 117 | 84 | 310 | 280 | 32x152x70 | 11,6 | NS8KL5615 |
| M64 | 25,0 | 15,0 | 117 | 95 | 310 | 280 | 32x152x70 | 12,6 | NS8KL6415 |
| M72 | 35,0 | 25,0 | 160 | 108 | 211 | 165 | 40x173x68 | 29,0 | NS8KL72 |
| M80 | 35,0 | 30,0 | 170 | 120 | 211 | 165 | 40x173x68 | 29,0 | NS8KL80 |
| M90 | 35,0 | 35,0 | 170 | 135 | 211 | 165 | 40x173x68 | 29,0 | NS8KL90 |
Назначаване
Орехът е предназначен за повдигане на различни цялостни конструкции, задържане на обекти в тегло, движещи се конструкции, за превоз на товари или такелаж.
Освен това този хардуер има доста широк обхват. Те се използват:
- в строителството (най-често те играят специална роля при изпълнение на високи сгради);
- в корабостроенето;
- при производството на превозни средства (например с помощта на такива крепежни елементи можете да теглите празен автомобил);
- в индустрията;
- вкъщи;
- в земеделието.
По време на работа крепежните елементи се завинтват към резбования прът на шпилката или винта, чийто размер трябва да съответства на размера на втулката на гайката.
Какво е?
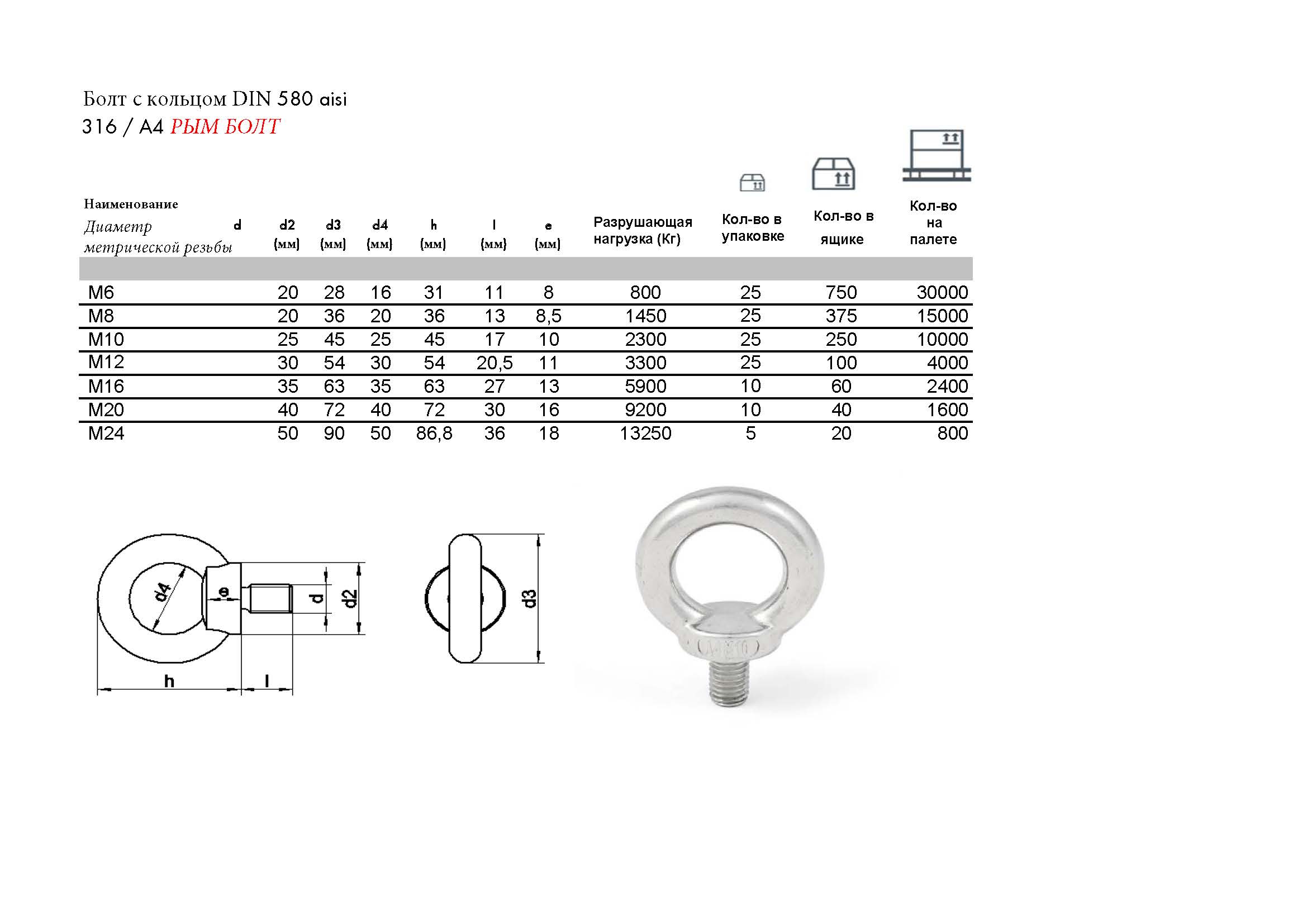
На руска територия Няма стандарти на ГОСТ за очната гайка, тя се произвежда съгласно DIN582. Това е световният стандарт.
Традиционната гайка е закопчалка с женска резба. Връзката се осъществява в комбинация с болтове или винтове. Префиксът "око" се превежда като "пръстен". Тоест очна гайка е пръстен, свързан с гайка. Основната му характеристика е конецът, разположен под ъгъл от 90 градуса спрямо пръстена му. Нишките могат да бъдат метрични или имперски.
Ето основните предимства на такива крепежни елементи.
- Няма нужда от гаечен ключ за затягане на хардуера. Това може да стане с помощта на всеки лост, поставен в пръстена.
- Технологичните характеристики според международния стандарт са много високи - стоманената гайка може да издържи на големи натоварвания. Освен това продуктите имат повишена товароносимост - до 21 600 килограма.
- Устойчив на ръжда при условия на висока влажност.
- Ниска цена.
Необичайната форма на хардуера ви позволява да завиете много здраво гайката, за разлика от обичайната, където е необходимо да използвате гаечен ключ.
Съвети за експлоатация
Необходимо е да започнете монтажа на болта с подготовката на отвора. Процесът се извършва с помощта на бормашина, след което вече се извършва монтаж на крепежни елементи. Съответно, за сигурен монтаж, свредлото трябва да е идентично с диаметъра на болта.




Спецификации за монтаж:
- крепежните елементи трябва да бъдат плътно затегнати;
- винтовият прът трябва да се завинтва поне 90% в повърхността - този параметър може да се регулира с помощта на специална шайба или уплътнение;
- само едно въже, верига, въже и други могат да бъдат свързани към един болт;
- преди монтажа всички взаимодействащи елементи (болт и отвор) трябва да бъдат почистени от прах и мръсотия;
- когато инсталирате крепежни елементи, трябва да се уверите, че винтовата част правилно се вписва в подготвения отвор;
- оста на хардуера трябва да е под прав ъгъл спрямо оста на отвора.

Помислете отделно за условията за монтаж на анкерния болт.
- Дължината на закопчалката се избира според дебелината на повърхността. Котвата се завинтва в бетона с поне 5 сантиметра.
- Мястото, където ще бъдат монтирани крепежните елементи, трябва да бъде избрано правилно от първия път. Демонтирането и преинсталирането е много трудно.
- Монтажният отвор трябва да е съвместим с диаметъра на болта. За да завиете хардуера, трябва да се положат усилия.
- Както при конвенционалните болтове, анкерният отвор се почиства от замърсявания преди монтажа.
- Дистанционният тип се забива с чук.

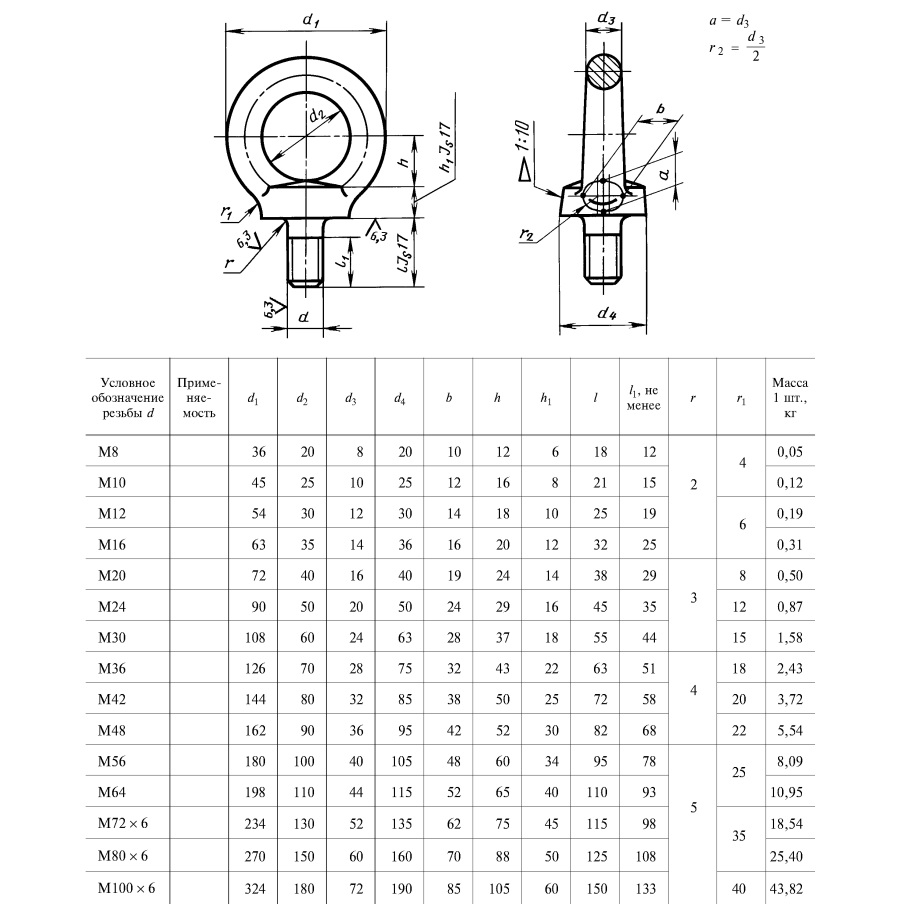
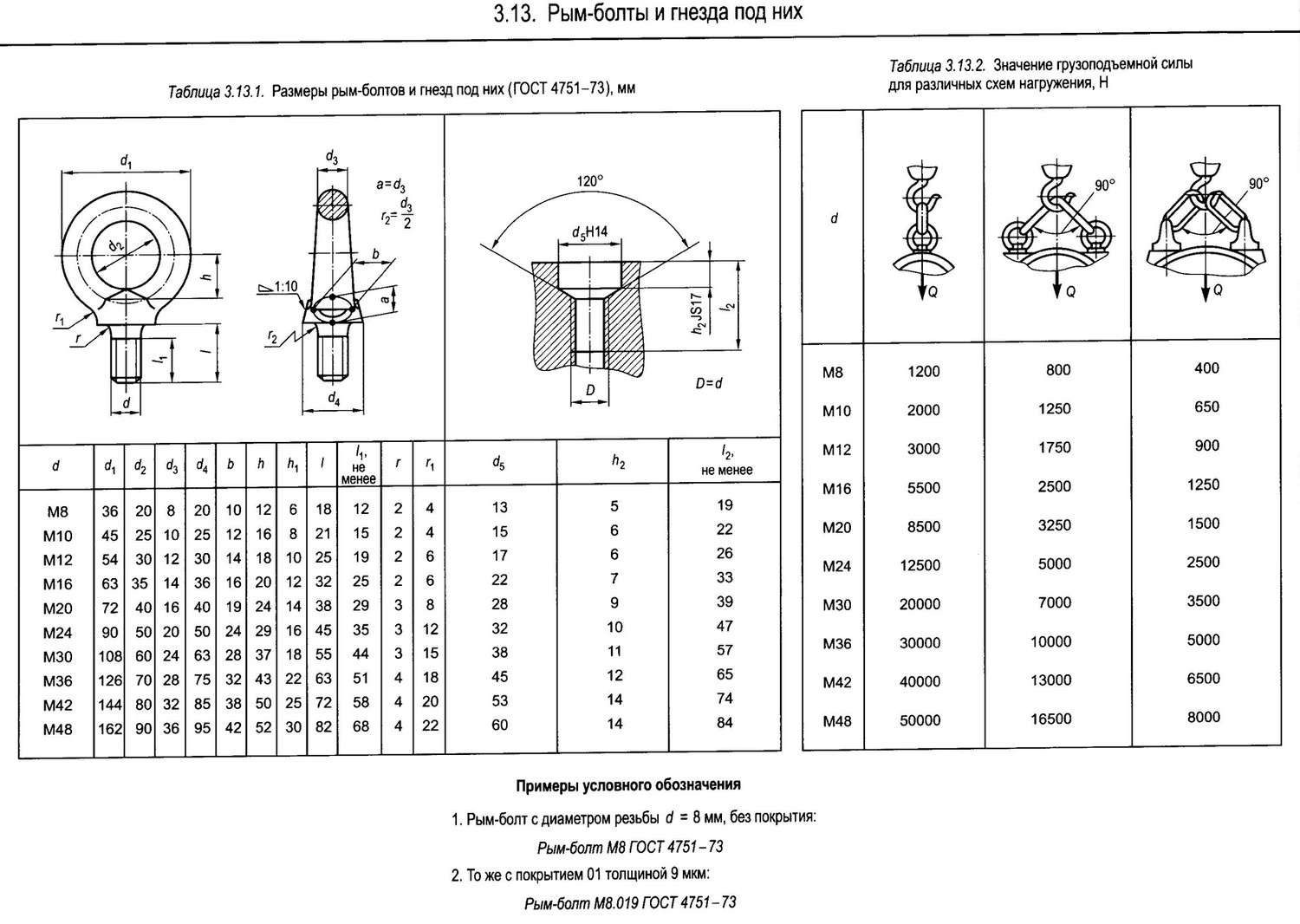
В следващия видеоклип можете да разгледате производството на болтове за очи съгласно ГОСТ 4751 73.
Класификация
Размерите на гайките също са зададени съгласно стандартите DIN582.
Страницата на пръстена на очната гайка е маркирана с информация за размерите, материала и производителя.
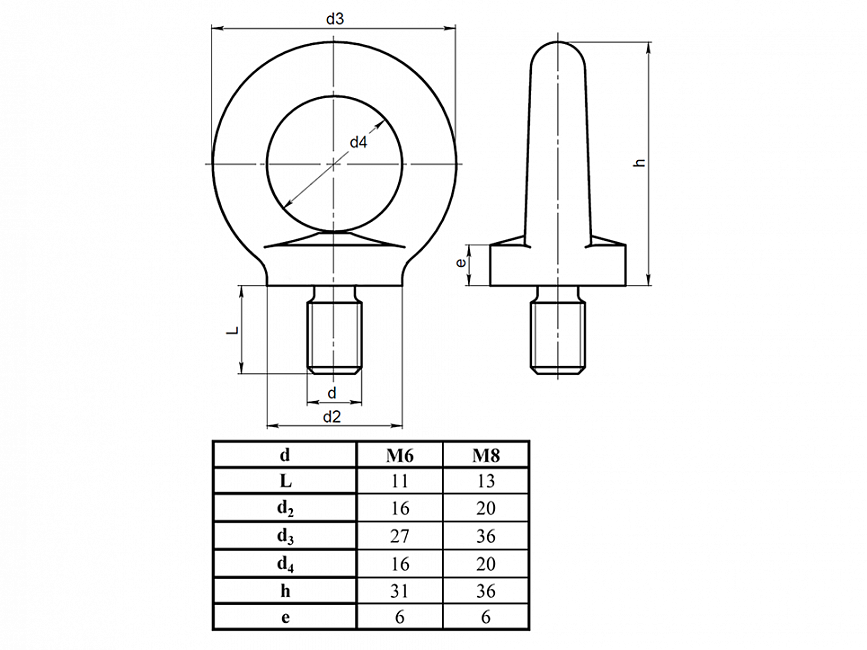
Размерът на резбованата повърхност варира и може да бъде М6, М8, М10, М12, М16, М18, М20, М24, М26, М30, М36, от М42 до М48. Те също произвеждат хардуер с нестандартни размери, например M4, M5, M7, M22, M27, M33, M39, M39x2, M100. Според DIN такива параметри не се препоръчват да се произвеждат и могат да бъдат закупени само по поръчка. Най-често срещаните са хардуер с размери M8-M16.
А също и ядките са класифицирани:
- по вида на пръстена - кръгъл, овален или под формата на заоблен правоъгълник;
- по размер на втулката - ниска или висока (удължена);
- по товар - без мощност и мощност;
- по тип резба - с фина метрична резба, тоест когато размерът е посочен в милиметри или съответно с инчова резба, тук размерът ще бъде в инчове.
Инчовото измерение първо започна да набира популярност в Съединените щати и Великобритания, докато метричната система беше често срещана в Европа и Азия. Съответно възникна проблем със съвместимостта на различни видове крепежни елементи. В бъдеще Великобритания прие метричното измерване, изоставяйки инча.









На външен вид е невъзможно да се разграничи американската система за измерване на нишки от метричната, тъй като ъгълът на профила им е идентичен - 60 градуса. Възможно е да се разграничи чрез маркиране: в метричната система класът на якост се обозначава с числа, в инчовата система - с линии. Закопчалките с различни видове нишки никога няма да бъдат взаимозаменяеми, тъй като по време на грима в структурата се образува празнина или празнина. Единствената трудност, която възниква по време на монтажа на очната гайка, е правилното свързване на двата елемента.
По типа на главата с гайка, тя може да бъде от три модификации:
- А - глава под формата на контур;
- B - опция за захранване, увеличена глава;
- D - намалена глава.
По размера на диаметъра на пръстена или по дебелината му
Някои крепежни елементи имат шарнирна панта, която ще се върти по посока на товара, и заварена панта върху сачмени лагери - тук тя ще се върти на 360 градуса във всички посоки. Изработени са от неръждаема стомана, по -късно покрити с боя.
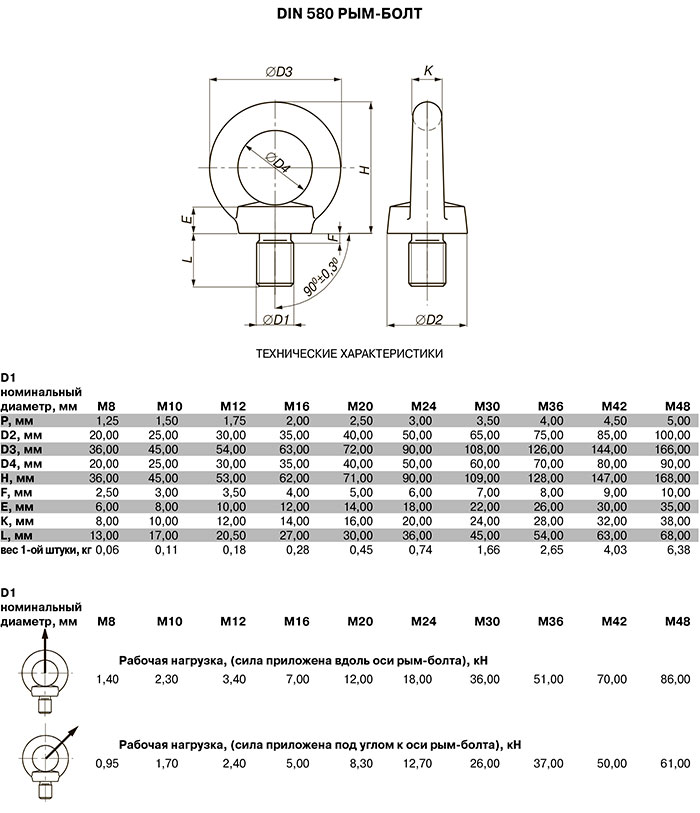
Важно! Според международния стандарт за очни гайки се установява не крайното, а скъсващото натоварване, тоест когато започват да настъпват необратими промени с детайла. Това са две различни дефиниции, така че когато се избере, товароносимостта се намалява с 60%
Когато избирате гайка за очи, трябва да вземете предвид зоната, в която ще се използва, и за колко време, колко тегло ще има товарът, какви правила за безопасност са предвидени.
Препоръчително е да закупите гайка заедно с винт или шпилка, за да проверите размера и стъпката на резбата - правилно избраните крепежни елементи ще направят конструкцията или механизма надеждни и издръжливи. Тяхната здравина също трябва да бъде еднаква, но се допуска по -висока якост на гайката, но не и обратно. Ако шпилката е по -здрава по време на затягане, нишките на очната гайка могат да се скъсат. Струва си да си припомним, че повредата на пръта е лесна за идентифициране, тъй като скъсването се случва рязко и е трудно да се пропусне. А с гайката е точно обратното - оголеният конец е почти невъзможно да се види.
Тази закопчалка е много популярна и широко разпространена в много области, затова, когато избирате и работите, трябва да запомните няколко правила:
- не се допускат деформации върху самата гайка и дефекти по пръстена;
- използваните крепежни елементи трябва да са здрави, заваряването на различни повреди е неприемливо;
- параметрите на размера на резбованата част зависят от теглото на конструкцията, която ще се повдигне;
- повърхността на хардуера трябва да бъде почистена от замърсявания, стърготини, котлен камък;
- повдигането на товара, неговото движение трябва да се извършва равномерно и без резки движения;
- след като развиете гайката, външният му вид трябва да остане непроменен, тоест не трябва да има пукнатини, счупвания, огънати части и други деформации;
- ъгълът между закрепващата втулка и прашката не трябва да надвишава 45 градуса;
- оста на прашката трябва да бъде разположена в равнината на пръстена;
- температурният режим за ядките е много широк - работата е възможна както при -20, така и при +200 градуса по Целзий;
- изборът на производител също играе важна роля.
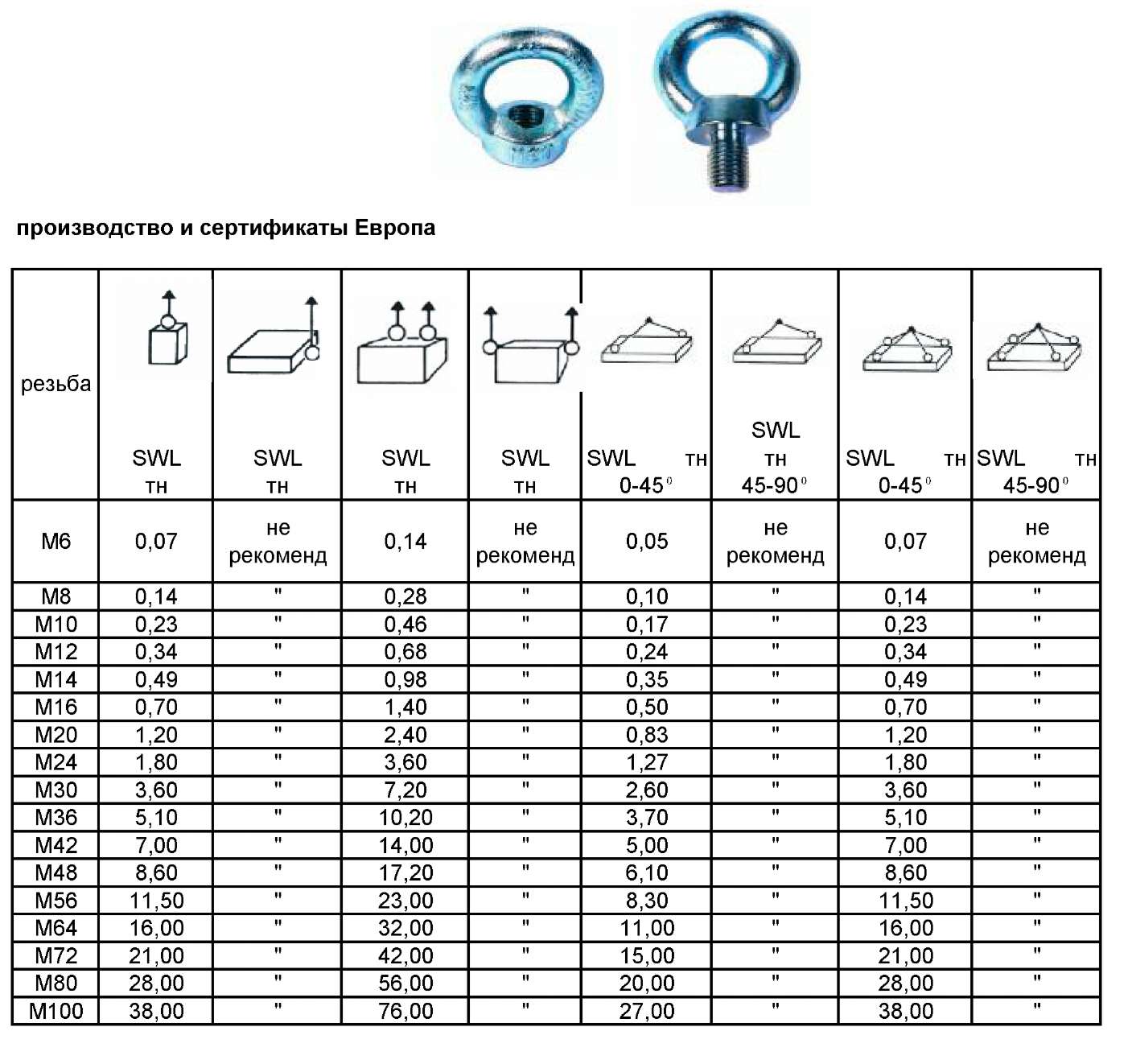
Можете да разберете какво са болт за уши и гайка за око от видеото по -долу.
Характеристики на производството
За производството на очни болтове се използват две технологии - леене (коване) и щамповане. Стоманата се използва или въглеродна, или легирана. Това са метали с висока якост, разликите на които са в посоката на приложение, тоест някои болтове за очи могат да се използват за всякакви цели, други - за условия на висока влажност. Продуктите от нисковъглеродна стомана преминават през задължителен процес на поцинковане, благодарение на който не корозират. Хардуерът от легирана стомана е не по -малко издръжлив, но повърхността им може да ръждясва с течение на времето. Като цяло има няколко метода за поцинковане.






- Галванически. Закопчалките се поставят в контейнера, където се намират разтворените цинкови соли. След това преминава електричество - благодарение на това действие, цинковите частици остават върху болтовете.
- Горещо. Продуктите се поставят в цинк, загрят до температура 465 ° C. Този метод се използва най -често, тъй като е по -икономичен и надежден. Горещото поцинковане повишава антикорозионната устойчивост на болтовете.
- Дифузно. Частите се обработват с цинков прах при температура 290-450 ° C или с цинкови пари при 800-900 ° C. Този метод може да се сравни с горещ, единственият недостатък е, че външният вид на готовия продукт „страда“.
- Студ. На готовите части се нанася специален разтвор, съдържащ цинков прах. Тук устойчивостта на ръжда е по-висока, отколкото при галванично покритие, но по-ниска, отколкото при горещо поцинковане.


Производството чрез леене е сложно, но крепежните елементи са по -точни и по -здрави. Изработените по този начин очни болтове могат да се различават по размер (няколко милиметра), но тази разлика е разрешена от стандартите на GOST. Методът на щамповане е прост - тук работата се извършва на специализирани машини. Нагрятият метал се излива във форми.
За някои крепежни елементи има допълнителен елемент - това е процесът на термична обработка. По време на производството по този метод на пръстена на болта могат да се появят задирки. Това е приемливо, тъй като те могат лесно да бъдат премахнати, без да причиняват повреди на самите крепежни елементи.


Какво са те?
Око болт или болт с пръстен - така се наричат крепежните елементи на обикновен език. Има 2 опции за дизайна на болта:
- пръстенът е прикрепен към пръта строго перпендикулярно;
- пръстенът е инсталиран в специален жлеб, той може да се върти в различни посоки.

В допълнение към хардуера, изработен съгласно стандартите, се разграничават и други видове.
Удължен. Има дълъг прът с резба.

-
Котва. Използва се при работа с бетонни конструкции или естествен камък. Продуктът се отличава с наличието на гайка, шайба и дистанционер. Удобно е да се монтират крепежни елементи с котва върху проблемни основи. Има 4 вида анкерни болтове.
- Клин - прилича на ръкав, вътре в който има пръстени.
- Чук - специален вид болт, ръбовете му са изработени от мек метал, който се деформира при чукване. По този начин се извършва закотвяне в повърхността.
- Разтегателните крепежни елементи са най -популярните и универсални крепежни елементи. Изработен е под формата на прът с прорези, благодарение на които стените сякаш се „отварят“, когато се завинтват.
- Разделител - Този болт също е много популярен. Най -често се използва в строителната индустрия. Прилича на конус, чиято пръчка се разширява след завинтване. Приложимо само за бетон и тухли.





Според вида на материала крепежните елементи са поцинковани и легирани или неръждаеми. Каква ще бъде товароподемността, зависи от степента на закрепване - аксиална, под ъгъл 45 °, ако болтът е монтиран отстрани.Според стандартите GOST и DIN ширината на рамото, тоест издатината на винтовата част, варира от 17 до 120 милиметра. Всеки болт има свои собствени спецификации. Закопчалките се различават по размера на диаметъра на резбата и диаметъра на рамото, по стъпката на резбата на винта, по натоварването от диаметъра, по вътрешните и външните размери на пръстена и дебелината му, по дължината на резбата част, в допустимото натоварване на опън под ъгъл 45 ° и спрямо оста му.





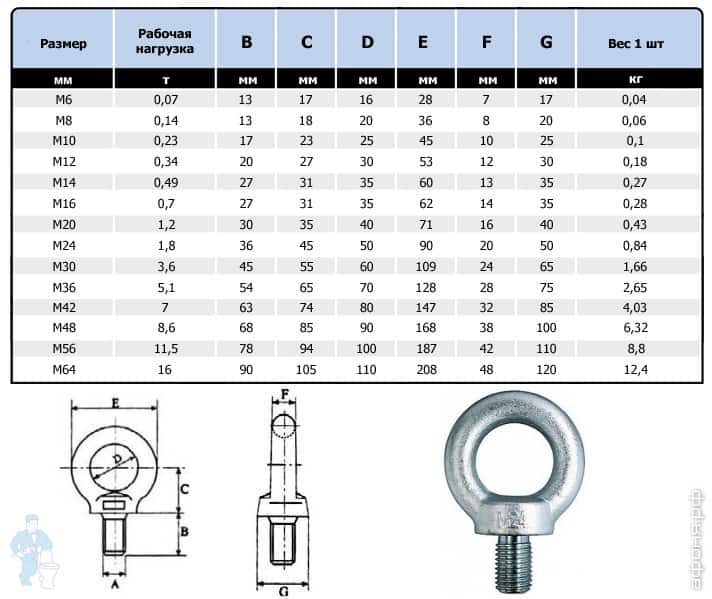
Обозначени като М4, М5, М6, М8, М10, М12, М14, М16, М20, М24, М30, М36, М42, М48, М56, М64, М72, М80 и М100. При всички тези характеристики товароносимостта може да варира от 80 килограма до 40 тона.


От какво са направени?
Според международния стандарт, гайките за очи трябва да бъдат изработени от издръжливи материали:
- въглеродна стомана марки C1030 и C1045;
- неръждаема или високолегирана стомана марки 304 (А2) и 316 (А4);
- ако това са цветни сплави или метали, подходящи са месинг, силициев бронз, титан и алуминий.
Крепежните елементи, изработени от стомани от стандартни марки, трябва да бъдат покрити с антикорозионно покритие. Това може да бъде горещо поцинковано, анодирано за алуминиев хардуер или синьо, известно също като почерняване или окисляване.
Какви характеристики ще има крепежният елемент зависи от начина на производство - може да бъде леене / коване или щамповане. Методът за горещо щамповане е по -популярен: в пресата е инсталирана форма, в която детайлът вече е разположен. Материалът се "изстисква" под високо налягане. За да се подобрят техническите характеристики и да се увеличи експлоатационният живот, детайлът е покрит със слой цинк или калай. След като гайката е готова, тя се почиства от замърсявания и котлен камък. Методът на коване не е толкова популярен, колкото е твърде скъп и отнема много време.

