Как да използвам?
Необходимо е да се използва плътно прилепващ крепеж само по предназначение и ако е необходим такъв. Първата стъпка е да изберете правилните крепежни елементи, като вземете предвид:
- неговите технически параметри и основни характеристики;
- количеството натоварване, което продуктът ще издържи;
- производител и цена.
И наличието на маркировка също е важно. Това е кратка, но пълна информация за продукта.
Наличието му показва, че крепежните елементи са направени в съответствие с изискванията, преминали са всички лабораторни тестове, след което са получили сертификат за качество.

Монтирането на болта е доста просто и не отнема много време. Основата на болта просто се поставя в отвора, който е проектиран с отвертка, а след това с помощта на специален ключ или инструмент (зависи от вида на болта), той се завинтва, свързвайки конструктивните части.
Как да направите плътно прилепнал болт със собствените си ръце, вижте по-долу.
Монтажен болт
Монтажен болт има същата функция като щифта, но служи и като закопчалка.
Монтажни болтове изработени от стомана 35, люлеещи се болтове: - от стоманени ст. Кръгли ядки са направени от св.




|
Захранващи щифтове за захранване. |
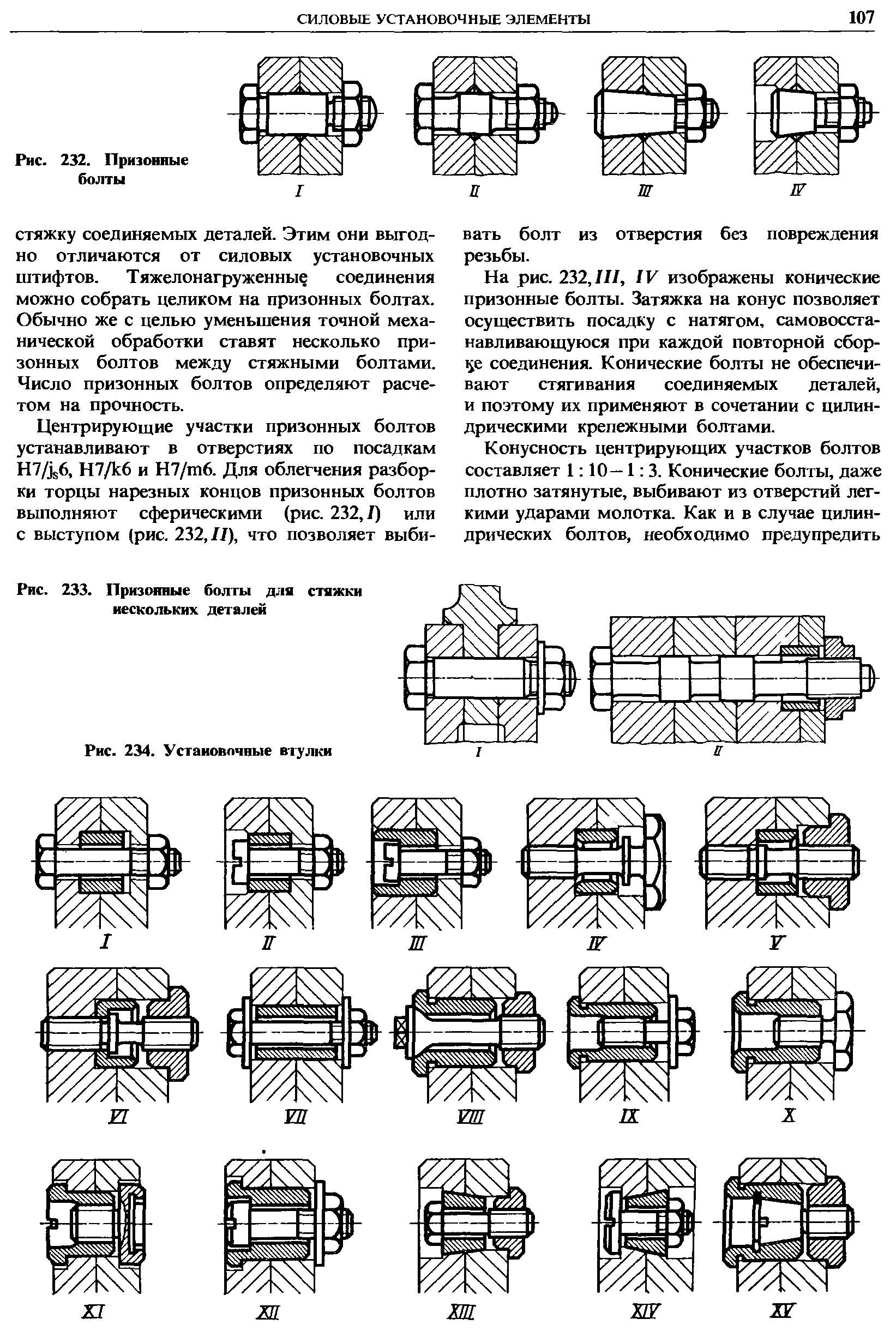
Цилиндрични болтове (фиг. 168, /, II) позволяват затягане на съединяваните части. Това се сравнява благоприятно с щифтове за локализиране на захранването.
|
Захранващи щифтове | Методи за фиксиране на щифтове за локализиране на захранването. |
Цилиндрични болтове (фиг. 168 7 77) позволяват свързването на съединяваните части. Това се сравнява благоприятно с щифтове за локализиране на захранването.
|
Свързване на вътрешния пръстен на направляващите лопатки на турбореактивния компресор. |
Употреба болтове за центриране на части, които трябва да се изтеглят, се избягват допълнителни мерки за подравняване. За това е необходимо технологично да се осигури центрирането на частите по време на обработката на отворите за болтове. Така например при пробиване и разгъване на отвори за плътно прилепващи болтове дисковете на барабанен компресор са разположени в проводници по специално направени централни отвори или издатини. По време на разглобяването и последващите сглобявания подравняването ще бъде стриктно гарантирано от болтовете за награди.
Натоварва се стегнати болтове възможно е точно да се определи кога те са причинени от центробежни сили: в сложни ротори, в съединители, в болтови конструкции на корабни скоростни кутии.
|
Фланцови форми. |
Дупки за стегнати болтове се обработват съвместно или по протежение на приспособлението с последващо съвместно разполагане за кацане T или I. За да се осигури сглобяването на фланците в позицията, в която е извършена обработката на съединението, се монтират контролни щифтове или един от отворите е разположен под ъгъл което се различава от ъгъла на другите отвори.
|
Дискът от последния етап на аксиалния компресор 2 е монтиран върху цилиндричната дръжка на задната стойка 4 и е затегнат с гайка 1. Изпъкналостите на диска, влизащи в жлебовете на фланеца на задния носач, осигуряват центриране, когато по главната повърхност за сядане се появява значителна празнина. Въртящият момент от задния шарнирен фланец към диска се предава чрез шест оформени издатини 3, равномерно разположени по обиколката, едната от страничните равнини на които е разположена строго радиално, и шест канала с успоредни странични равнини на задния шарнирен фланец. Едновременното залепване на части на шест контактни повърхности Т се следи от боя. | Въртящият момент от задната стойка 4 на аксиалния компресор към барабана 1 се предава с помощта на четири правоъгълни ключа 3, фиксирани към диска на барабана с щифтове 2. Раменете на ключовете се използват за аксиално фиксиране на опорите върху барабана.Обиколната сила от ключовете към диска на барабана се предава чрез срязващите щифтове b. Цокълът е центриран върху диска на барабана по протежение на цилиндричен колан. За да се предотврати отклонението на центрирането, цилиндричната изпъкналост на диска, подложена на големи деформации на опън от центробежни сили, влиза в отвора на шейната. Подобна връзка се осъществява и на възел I. |
Дупки за стегнати болтове дупките се правят по системата на отворите, като правило, от втория клас на точност и според 6-7-ия клас на чистота.
|
Прави болтове за завързване на няколко части | Позиционираща втулка. |
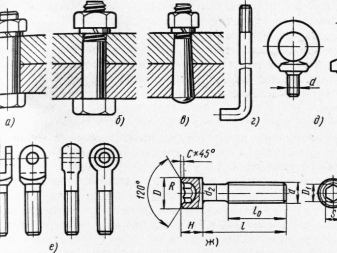
Центриране на парцели болтове се монтират в отворите на плътно, напрегнато или плътно прилягане. За да се улесни разглобяването, краищата на резбованите краища на плътно прилепващите болтове са направени сферични (фиг. 168 /) с издатина (фиг. 168 1 /), което позволява избиването на болта от отвора, без да се повреди резбата.
Приложения
Въпреки факта, че самият болт е доста компактен и размерите му са малки, той е много здрав. Ето защо той е намерил широко приложение както в производствените индустрии, така и в ежедневието.








Закопчалките се използват както в процеса на монтажни работи, така и в строителството:
- по време на изграждането на металната рамка на сградата;
- за закрепване на метални ферми, конзоли, панти, фланци, греди;
- в процеса на монтаж на фасадни панели;
- по време на изграждането на покрива, за да се осигурят всички негови отделни елементи;
- при монтаж на покривни и подови панели;
- по време на създаването на ново оборудване.
Днес този крепежен елемент се използва широко в индустрии като машиностроене, корабостроене, металургия и петролната промишленост.
Монтажен болт
Към фланца на главината на фрезата ChTZ болтове е прикрепен основен пръстен, който има отворени канали в края, в който са поставени 20 ножа, леко притиснати към основата с клинове и фиксирани с винтове. Ножовете имат различна дължина и ъгъл на профила, което дава възможност да се оформят така наречените режещи секции от два или три ножа и по този начин да се осигури изрязване на метала на кухините на зъбите, изрязани по предварително избран модел. Благодарение на този дизайн фрезата работи по -гладко, осигурява разделяне на ширината на стружката и равномерно довършване.
|
Картър. а - горна половина. b - долната половина. |
Двете половини на картера са центрирани от четири болтове и се закрепва с игли за зашиване.
Фиксирайте полумуфтите върху съединителите болтове, съберете масления тръбопровод и дюзата. Сонда се използва за проверка на хлабините на зацепването, които трябва да съответстват на чертежите. Изключете маслените тръбопроводи, корпуса на помпата от скоростната кутия, развийте монтажните болтове и конусните щифтове и свалете предния капак / с уплътнение от смазана хартия. След това извадете задвижващите и задвижваните предавки. Проверете зъбните колела, втулките, капака и корпуса на помпата на половината съединител тип гърбица. Опорните втулки на зъбните колела трябва да са свободни от белези и други повреди. Ролките с 10 предавки се смилат, ако е необходимо, с шкурка, навлажнена с масло.
Положението на корпусите на лагерите трябва да бъде фиксирано болтове или дъски.
|
Разгръщане с механизирани специални зачиствания. |
Много е трудно да се разгърнат точни дупки за стегнати болтове според 2 - 3 клас на точност с грапавост на повърхността според 6 - 7 клас, разположен на труднодостъпно място. Интерес представлява разгъването на отворите със специални механизирани разгъвачи. На фиг. 285, като е даден и дизайнът на самата почистване.








На фиг. 168 777, IV изобразен конусни болтове... Конусното затягане позволява много плътно прилепване, самовъзстановяване при всяко сглобяване на ставата.
Фиксираните връзки най -често се осъществяват с помощта болтове или щифтове. Първите от тях са едновременно закрепващ елемент, вторият - само ключалка. И двата вида затвори изпълняват добре своите функции; те не изискват почти никакъв ръчен труд по време на производството и монтажа.
Тялото е свързано с капака с шипове и две болтовеинсталиран в отвори e и центриращ тялото и капака.
На фиг. 168 71 /, IV изобразен конусни болтове... Конусното затягане позволява много плътно прилепване, самовъзстановяване при всяко сглобяване на ставата.
Сигурното закрепване на маховика се осигурява от достатъчен брой болтове.
Когато е необходимо да се получат точните размери на пробития отвор за монтаж болтове или контролни щифтове, отворите се размазват със специални цилиндрични и конични разгъвачи. Разгъващият механизъм в патронника е фиксиран с конусен или цилиндричен дръжка с квадрат в края. При ръчно разгъване на дупките върху квадратчето се поставя копче.
На фиг. 169 7, II са дадени примери за приложение болтове за замазка няколко части.
На фиг. 169 /, II са дадени примери за приложение болтове за замазка няколко части.









Какво е?
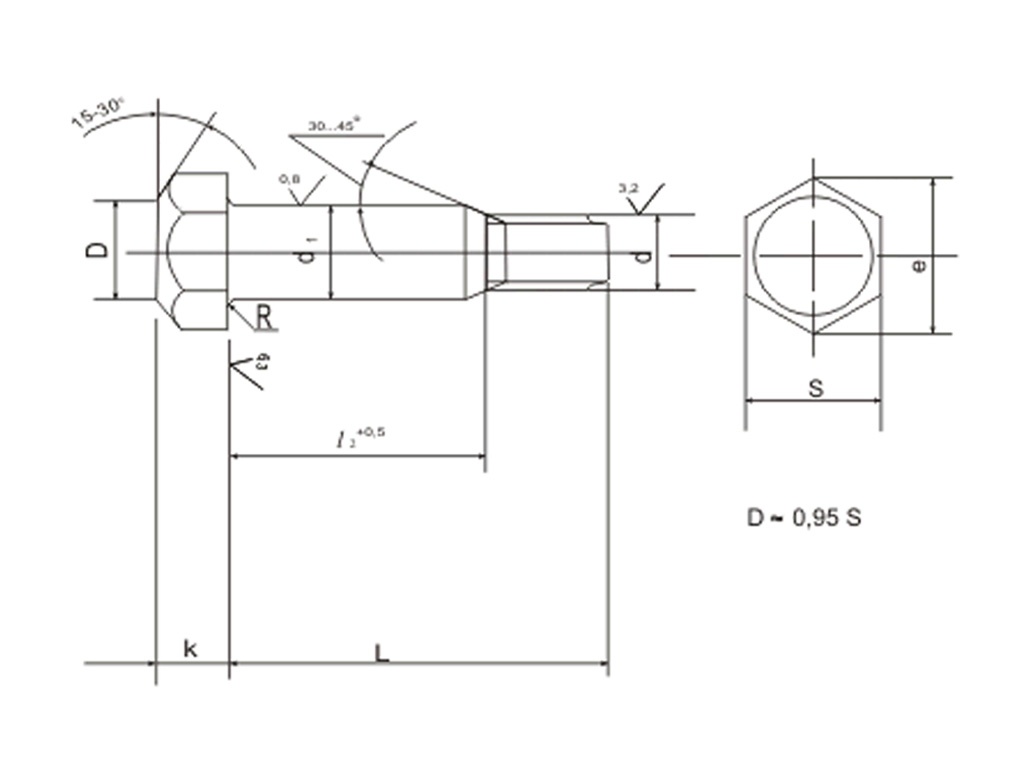
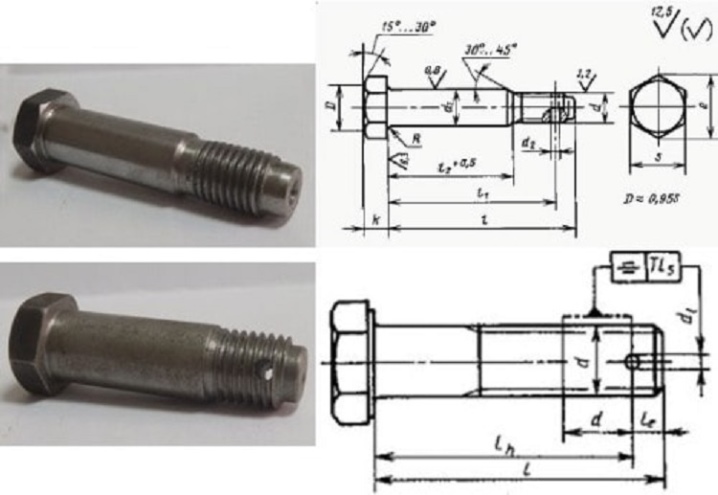
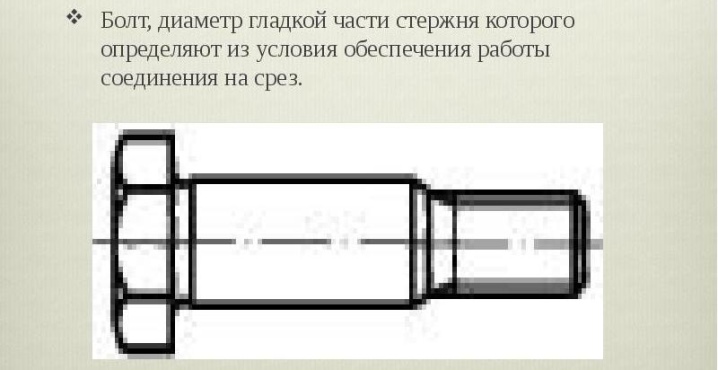
Монтажният болт или, както се нарича още, прецизен болт, е специален крепежен елемент, който поради отличните си физически и технически характеристики създава много здрава и надеждна връзка между отделните конструктивни части.
Продуктът се използва широко. Това се дължи на редица характеристики и предимства, които са присъщи на такива крепежни елементи.
- За производството на болта се използват само висококачествени стомани марки 35X, 40X, 45X. Изборът му зависи от предназначението на продукта, от това какви материали ще държи заедно, какъв товар ще трябва да издържи.
- По време на инсталационния процес крепежните елементи се поставят в отвора, като по този начин се създава връзка без празнини.
- Използването на плътно прилепващи болтове с обърната, заземена резба, която се характеризира с клас на якост А, гарантира здрава и надеждна връзка на частите помежду си.
- Всеки продукт, преди да получи сертификат за качество, задължително преминава през етап на втвърдяване, поради което неговите свойства и параметри се подобряват.
Основното предимство на плътно прилепващия болт е способността му да издържа на много високи натоварвания: статични, цилиндрични и дори удари.
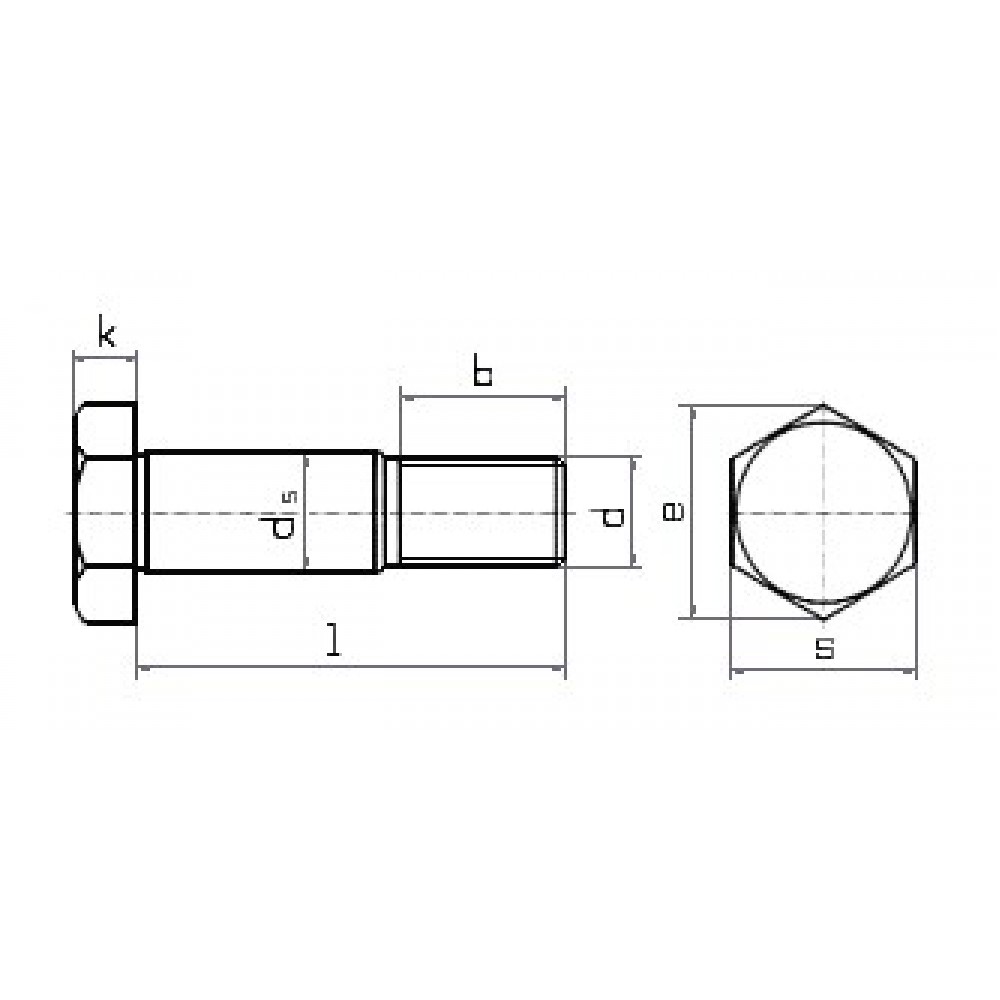
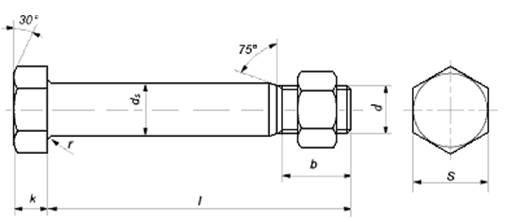
Такива крепежни елементи се произвеждат в съответствие със стандартите, посочени в ГОСТ 7817-80 „Болтове с намалена шестоъгълна глава с клас на якост А за отвори за отвертки. Дизайн и размери ".