Видове професионално оборудване
Най-простият вид професионално оборудване, върху което се извършва огъване на тел, са машини с една ръка. Междувременно такива устройства могат да произвеждат само продукти с проста геометрична форма, чиято дължина на почистване не надвишава 1000 мм.
По-сложните продукти с дължина на почистване над 1000 мм правят възможно създаването на двойно конзолно оборудване, върху което детайлът се деформира едновременно от двата края. На такава машина можете да правите продукти с много сложни завои.
Най -сложните телени продукти ви позволяват да създавате 3D машини, на които огъването може да се извършва едновременно в три измерения. Такива уникални функции на машините от тази категория са надарени с въртящо се огъващо рамо, всички движения на които се контролират от електронна автоматизирана система. Въпреки всички предимства на обработката на такова оборудване, това е доста скъпо, така че тези машини се използват в изключителни случаи.
3 Оборудване за теглене на тел и видео на неговата работа
Всички технологични операции по изтегляне се извършват на специални мелници, оборудвани с плъзгащо се око, през което се изтегля телта. Диаметърът на последния винаги е по -голям от диаметъра на матрицата. В зависимост от конструкцията на дърпащия механизъм интересните за нас мелници са разделени на два вида:
- единици, в които метал е навит на барабан;
- машини с движение на метал по права линия.
Вторите мелници са предназначени за производство на продукти, които не е необходимо да се сглобяват в намотки (тръби, пръти). Но на барабанни единици се произвеждат точно тел и метални и медни тръби с малки секции. Освен това такива мелници с барабани са от различни видове:
- множество (някои функции без плъзгане, други с плъзгане);
- единичен вход;
- множество, използвайки принципа на противонапрежение на детайлите.
Най-простата машина за еднократно изтегляне на тел включва извършване на технологична операция с едно преминаване. Но множество мелници използват 2-3 прохода, едно и също рисуване в тях се извършва в непрекъснат модел. Магазините за оразмеряване на съвременните големи предприятия по правило имат една и половина до две дузини единици и мелници с различен капацитет за производство на мед и други телени изделия.
Матриците за теглене на тел от описаните мелници обикновено се произвеждат по металокерамична технология от борни карбиди, термокорунд, молибден, титан, микролит, тантал, ванадий, волфрам. Тези сплави се характеризират с отлична устойчивост на износване и повишена твърдост, както и ниска якост.
Високата надеждност на матрицата се осигурява и от факта, че тя е поставена в много здрава и вискозна стоманена клетка, която не компресира матрицата, а също така намалява напреженията на опън по време на операцията по теглене. Заслужава да се спомене отделно, че в случаите, когато много тънка телена пръчка е изработена от стомана (до 0,2 милиметра), матриците са изработени от технически диаманти.

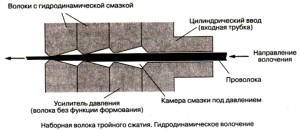
Напоследък се наблюдава тенденция за използване на сглобяеми щанцови матрици. Те дават възможност за производство на тел при условия на високо триене (хидродинамични). Освен това сглобената матрица гарантира намаляване на консумацията на електрическа енергия за извършване на технологични операции, като същевременно увеличава производителността на чертожните фабрики с 20-30 процента.
1 Теглене на тел - същността и технологията на операцията
Чертежът се разбира като процес, който се състои в това, че детайлът се изтегля на специално оборудване през стеснен отвор. Оригиналният детайл може да бъде мед, стомана, алуминий. Инструментът, в който е направен отворът, се нарича матрица, а самият отвор, от конфигурацията на който зависи формата на профила, който ще се произвежда, се нарича матрица.
Техниката на изтегляне, в сравнение с търкалянето, осигурява няколко пъти по -голяма чистота и точност на повърхността на телта, както и различни профили, пръти, тръби. В допълнение, изтегленият метал се характеризира с промяна (към по -добро) в механичните параметри, което се дължи на укрепването (отстраняване на втвърдяването при работа) на готовите продукти. Чертежът се използва активно при производството на оформени много точни профили с различни диаметри на тръби, тел със сечение от 1–2 микрона до 10 (а понякога и повече) милиметра.

Заслужава да се отбележи фактът, че съвременната технология за теглене на тел гарантира отлична работа на оборудването, използвано за производството на тел. Матриците вече функционират без никакви повреди при огромни скорости на работа (до 60 метра в секунда) при големи стойности на намаляване на изходния материал (например медна заготовка, стомана и т.н.).
Процесът на рисуване включва няколко етапа, които са описани по -долу:
- ецване на суровината в разтвор на сярна киселина, доведена до температура от около 50 градуса (операцията е необходима, за да се увеличи живота на матрицата чрез отстраняване на котлен камък от детайлите);
- метално отгряване (предварително), извършено за повишаване на пластичните характеристики на метала и осигуряване на неговата финозърнеста структура;
- неутрализиране на агресивен разтвор за ецване и почистване на детайли;
- използването на чук или коване на ролки за заточване на краищата на оригиналните метални суровини (алуминий, мед, стоманени заготовки);
- директно процеса на рисуване;
- извършване на отгряване.
В допълнение, готовата тел се подлага на различни операции по обработка (нарязване на продукти на секции, необходими по дължина, изправяне, отстраняване на краища и т.н.).
Как да изправите без машина?
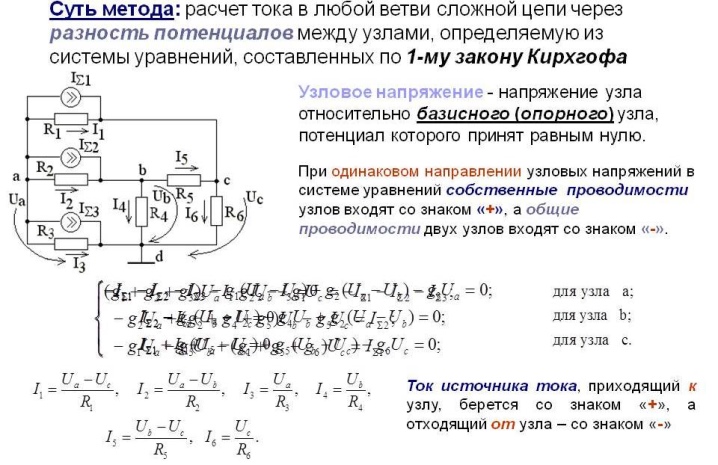
Вкъщи проводникът се изправя за заземяване, защита от мълния и някои други работи. Малко вероятно е в ежедневието да намерите висококачествена ролкова машина, която може да подравнява тел с диаметър на напречното сечение повече от 2 мм-това е скъпо, а самият процес е доста трудоемък. Покупката на специално оборудване също няма смисъл, ако необходимостта от размотаване на щангата е еднократна. Следователно, за да изправите метален проводник от намотка или намотка, можете да използвате метода на възловото напрежение. За тази цел трябва да се извърши определена последователност от действия.
Единият край на шината е здраво закрепен към нещо обемисто, тежко и твърдо. Например, те са увити около стълб за захранване или силно дърво, чийто диаметър на ствола е най -малко 25 cm.
След това телта се размотва по земята ръчно, като се разтяга максимално, докато се прави това. В другия край на проводника, размотан по този начин, се образува контур и се фиксира в устройство, което може да се издърпа с големи усилия - тоест това устройство трябва да се премести на определено разстояние.


За да се фиксира получената праволинейна форма, жицата трябва да се остави в това напрегнато състояние за кратък период - от 10 минути до половин час.
За такава работа можете да използвате различни устройства - това директно зависи от параметрите на напречното сечение на шината. Така че за продукт с диаметър по -малък от 2 мм ще има повече от достатъчно скрап стомана, както и комбинираните физически усилия на няколко силни мъже. И в този случай можете да използвате механична лебедка.Но прътите с диаметър 5 мм и повече ще изискват много по -значителни усилия - те използват динамичната сила на трактор, камион или теглич на лек автомобил.

Обръщаме вашето внимание на факта, че изправянето на тел с диаметър повече от 5 мм, ако е направено от легирана стомана, ще изисква не само опъване на състоянието на струната, но и последващо разтягане. Трябва да се извършва, докато лентата се спука.
Обикновено на мястото на закрепване в един от краищата на връвката се получава прекъсване - в този момент е по -добре да бъдете възможно най -далеч от опънатата жица.

Технология
Раздел 33. Изправяне на ламарина и тел
Изправянето е операцията по изравняване на метален лист или тел върху изправяща плоча чрез удряне на чук (дървен чук) или мек чук от цветни метали или с помощта на блок от дърво (фиг. 122).
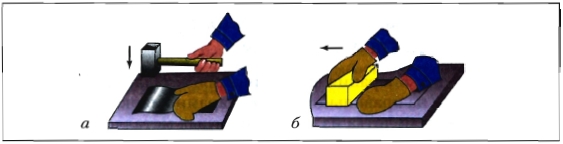
Ориз. 122. Редактиране на метален лист: а - с чук; б - дървен блок
Листът се поставя на печката и се държи с лявата ръка в ръкавица, а с дясната се удрят с чук или чук.
Ако върху листа има изпъкнали участъци, те се поставят с издатина нагоре и се удрят с чук от ръба до центъра на издатината. В същото време листът се обръща.
Тънките меки листове обикновено се изправят с дървен чук или се гладят и сплескват с дървени блокове.
Мека тънка тел може да бъде изправена чрез опъване между няколко пирона, забити в дъската или пръти, затегнати в менгеме, както и около цилиндричен дорник (фиг. 123, а, 6, в).
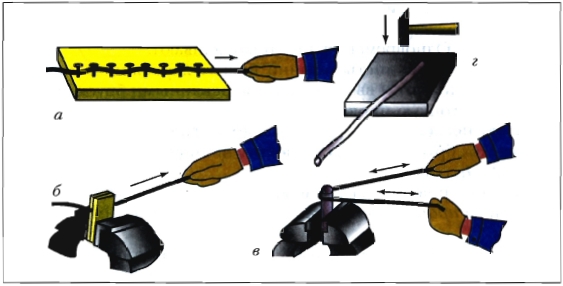
Ориз. 123. Изправяне на тел: а - чрез издърпване между забитите в дъската пирони; б - разтягане между щангите в менгеме; в - чрез издърпване около цилиндъра; г - с чук върху плоска (правилна) плоча
Дебелата тел се изправя чрез удряне с чук или чук по обикновена плоча (фиг. 123, г) или притискане с клещи.
Качеството на изправянето се проверява чрез прилагане на ръба на линийката към повърхността на листа или телта, или върху правилната плоча - според размера на пролуките S (празнини) (фиг. 124).
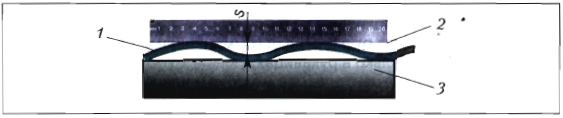
Ориз. 124. Проверка на качеството на изправяне: 1 - лист или тел; 2 - ръб на линийката; 3 - правилна плоча; S - размерът на пролуката (хлабина)
Правила за безопасна работа
- Внимавайте за ръчни разрези от остри ръбове на метални листове и проводници.
- Защитете очите си от нараняване от остри краища на телта.
- Работете само с ръкавици.
- Пазете пръстите си от удари с чук или чук.
Практическа работа номер 35
Изправяне на ламарина и тел
Работна поръчка
- Подгответе вашата работна зона и инструменти за изправяне на детайли от тънки метални листове и проводници.
- Изправете заготовките от метални листове и тел.
- Проверете качеството на редакциите.
Контролни въпроси
- Какво се нарича изправяне на листове и тел? От какви метали са изправени детайлите?
- Какви инструменти и приспособления се използват за обличане?
- Могат ли листовете да се изправят между ролките?
- Каква е технологията за изправяне на тънки меки метални листове?
- Защо телта се изправя, когато се дърпа между пръти, пирони или около дорник?
Как да подравните проводника със собствените си ръце
Ако телта, навита в заливи, може да се счита за условно плоска, тогава, за да стане права, просто трябва да се отървем от кривината на голям радиус. Но как да изправим жицата под формата на смачкани остатъци и лошо съхранявани отпадъци? Те представляват не само завои, но различни зигзагове, разположени в различни посоки от оста. В този случай изправянето на проводника с правилния подход до състоянието на идеална права лента е напълно постижимо. Има някои от най -ефективните начини за подравняване на проводника. В зависимост от избора, те ще имат малко по -различни резултати по отношение на качеството.
И така, от просто към сложно:
- Можете да премахнете извивките на жицата, като закрепите двата края в ръцете си и започнете да се търкаляте с усилие през тръба или дръжка на вратата.
-
Изправянето на телта се оказва добре, ако изправените му участъци са поставени върху равна повърхност на работната маса. Покривайки го с дървен блок, започнете да го търкаляте, така че да може да се движи свободно, докато правите това. Само няколко от тези ролки дават доста добри резултати.
- За да изправите мека медна жица, фиксирайте я с единия край на височина. Закачете не много тежък товар върху другия, така че да не може да го разкъса. Чрез завъртане на тежестта по посока на часовниковата стрелка и няколко оборота около оста си, може да се постигне идеалният резултат.
- Проводът ще бъде изправен по подобен начин. Ако единият му край е фиксиран в менгеме, а другият е притиснат в патронника на отвертка или електрическа бормашина. Процесът на изправяне ще се извърши чрез бавно въртене, като държите жицата под силно напрежение. Само няколко завоя ще бъдат достатъчни за пълно изправяне.
- Също така ще бъде необходима отвертка или електрическа бормашина за изправяне на малки парчета тел до 30 сантиметра. За да направите това, в дървен блок правим отвор за матрица с диаметър малко по -голям от отвор за тел и преминаваме единия край на пръта през него. Фиксираме този край в патронника и започваме да се въртим бавно, издърпвайки жицата през отвора.
- За да подравните тел с не много голям диаметър, можете да направите доста просто и евтино устройство със собствените си ръце.
За да направим това, се нуждаем от масивна дървена дъска с размери 500 x 120 x 50 mm. Забиваме в него 5-7 пирони с диаметър 3-5 мм по права линия с отстъп по диаметъра на жицата. Разстоянието между пироните директно зависи от диаметъра на жицата и нейната еластичност. Колкото по -високи са тези показатели, толкова по -големи са празнините между металните пръти. Процесът на изправяне на телта ще се състои в просто издърпване между ноктите по линията за маркиране. За по -голяма яснота схематична снимка ще ви помогне.
Ако знаете оригиналния си начин за подравняване на проводника със собствените си ръце, моля, споделете го с нас в блока за коментари.
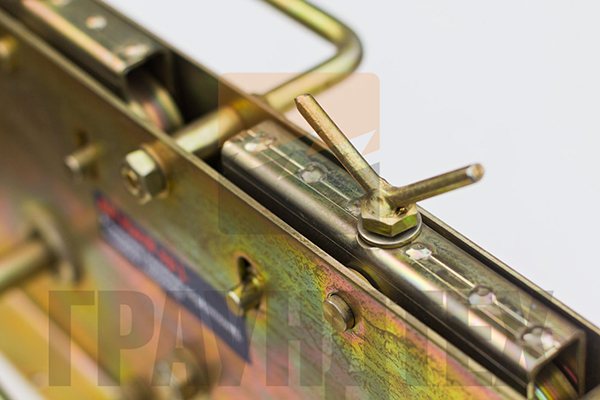
Нашето производство

Устройство за подравняване на стоманена тел с диаметър 6-10 мм и лента 20х3 30-4 мм с ръчно задвижване. Служи за изправяне на поцинкована стоманена тел с диаметър 6-10 мм, както и поцинкована стоманена лента с размери 20х3 мм, 30х4 мм. Кръгли и плоски проводници се доставят в намотки от 40-50 кг.

За да се извърши висококачествена инсталация на "окото" на въздушен терминал от стоманена тел на плосък покрив, е необходимо да се постави проводникът в държачите и да се свържат възлите с помощта на клемите. Проводникът се полага в клетки с размери 6x6 m, 10x10, 12x12 м. За да се постави равномерно проводника на "окото", той трябва да бъде изправен от усуканото състояние. Поцинкованата стоманена тел 8 и 10 мм е трудна за изправяне ръчно, особено стомана с диаметър 10 мм, а в изправеното състояние ще има неравности от неравномерното изправяне.
За полагане на проводници от гръмоотводи на покрива, комини и други конструкции на сгради и конструкции, инсталиране на проводници в държачи, е необходимо да се поставят възможно най -равномерно, без огъване. Причината за това е естетическият вид, както и неравностите, в резултат на което телта може да се освободи от държачите или самият държач да се повреди.

За по -лесен монтаж, нашата компания предлага това устройство за изправяне на проводници от девет ролки, което ще ви позволи да спестите време за инсталиране на "мрежи" за мълниезащита, както и да монтирате проводници възможно най -скоро, без да се страхувате от демонтиране на неравни участъци от тел и ивица.

Дизайнът на машината за изправяне на тел ви позволява да я инсталирате на височина 0,5 м от покрива или пода върху всяка конструкция, изработена от дърво или метал, да регулирате натиска на ролките върху проводника и да постигнете равномерност на жицата или стоманата Лента.
Например:
- монтаж върху дървени палети - 5 минути;
- завинтване на винтове в дърво - 2 минути;
- настройка на притискащите ролки за проводника от 5 до 15 минути;
- развиване на стандартна намотка 115 м 5-7 минути
- рязане до необходимите дължини от 5 до 20 минути

Като цяло, средно до 1 час, можете да развиете и подготвите поцинкована стоманена тел с диаметър 8 мм за монтаж. За сграда с плосък покрив с размери 50x20 m и височина 10 m може да са необходими приблизително 3 намотки тел, което означава, че за 3 часа можете да подготвите проводника за полагане върху покрива и спускащите проводници, без да харчите работа ден на него.
Методи за огъване на метална тел
Има няколко основни начина да придадете на металната тел необходимата форма на готовия продукт, така че да може да се разграничи: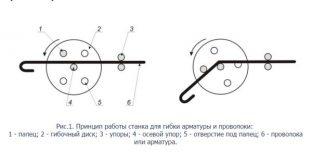
- ръчен метод за огъване на телта с помощта на специални инструменти и прости устройства. Използва се за тел с диаметър до 3 мм при производството на прости продукти в спомагателно производство или домакинство. По правило това не изисква практически никакви финансови инвестиции и специални познания;
- ръчен метод за изработка на бижута от тел с диаметър до 2 мм. Изисква специални инструменти и устройства, както и определени знания и умения за работа с благородни метали;
- огъваща тел от намотка, на базата на специално устройство, наречено развиване;
- огъване на тел от метален прът;
- огъване чрез валцуване на тел;
- огъване на метална жица чрез натискане.
Машини за огъване на тел
- Машина за огъване на тел, която прави части директно от намотката. Това е най -производителният и икономичен вариант за масово производство на телени изделия. Това се случва поради факта, че бобината с жицата е инсталирана в специално устройство - развиващото устройство, от което металната нишка влиза в правилния блок. Там той е изложен на действието на ролков или плосък механизъм, в резултат на което той приема формата на плосък и прав прът на изхода. След това телта влиза в огъващия блок на машината, където с помощта на механични устройства му се придава необходимата форма на готовия продукт. В края на процеса готовата част се нарязва с механични ножици. Обикновено такава машина за огъване на тел може да произвежда един вид готов продукт, който се определя от предварително определени механични устройства и е ограничен от манипулирането на подаващото устройство. Следователно формите на продуктите, произведени на такива машини, не са много сложни по конфигурация, тъй като броят на операциите по огъване е ограничен до пет.
- Машина за огъване на тел за огъване на тел от метален прът е по -технологичен метод, който има редица предимства в сравнение с работата от бобина. Това е особено необходимо, когато крайният продукт се нуждае от допълнителна обработка. Това може да бъде почукване или щанцоване, което може да се направи само преди продуктът да е завършен. Недостатъците на такава машина са нейната нужда от допълнителен сложен механизъм за подаване на детайли и относително ниска обща производителност.
- Машината за огъване на тел се използва главно за производство на различни части с кръгла форма и различни видове кръгли пружини. Например, такава машина за огъване на тел чрез валцуване се дължи на факта, че телта се подава през водещите ролки към вал с даден радиус, където поради своето въртеливо движение се огъва около пръста предварително определен брой пъти . В този случай телта се усуква по зададен радиус, който има огъващ щифт и търкалящи се ролки. Поради позицията на търкалящите се ролки спрямо централния вал, е възможно да се настрои и регулира ъгъла на огъване или стъпка на пружината. Машината за огъване на тел чрез валцуване, подобно на други подобни механични устройства, е способна да произвежда само един вид продукт на операция.За да се промени гамата от продукти, са необходими както подмяна на огъващи устройства, така и въвеждане в експлоатация.
- Машина за огъване на тел за огъване на метална тел по метода на натискане. За някои части от тел, по време на тяхното производство, се изисква да им се придадат сложни форми с определени геометрични форми, като променливи радиуси, неправилни дъги, спираловиден вид и други подобни. Не е много ефективно да го направите, като го пуснете, а понякога е просто невъзможно дори технологично. Следователно, единственият възможен начин е да се използва методът за избутване на тел. Принципът на действие се състои в транслационното движение на металната тел през тривалкова ролкообразуваща единица или специално устройство за навиване на пружини, при което поради позицията на търкалящите се ролки крайният продукт се оформя. В резултат на това можете да получите дадена кривина или плавна промяна в размера на радиуса. Основната разлика между натоварването и другите методи на огъване е по-сложното подреждане на оборудването, което изисква специални познания по време на настройката и поддръжката.
- Машините за изправяне се използват като допълнително устройство в технологичните линии за производство на различни метални телени мрежи за изправяне и оформяне на телта. Тук се използват две технологии: въртящото се изправяне с рамка и изправянето с дву равнинен блок за изправяне. Двуплоскостният блок не кара много перфектно, но не усуква проводника едновременно. Но въртящата се обикновена рамка има по -сложен дизайн, но много производители на металорежещи машини все още я предпочитат пред класическия обикновен блоков дизайн.
2 Някои важни характеристики на процедурата
Технологията на теглене, според експерти, има само един съществен недостатък. Състои се в малък индекс на деформация на телта. Това се дължи на факта, че степента на деформация е ограничена от силата на изходящия край на детайла, към който се прилага съответната сила на деформация.
Изходният материал за описания технологичен процес е непрекъснато леени, пресовани и валцувани заготовки от цветни метали, легирани и въглеродни стомани. Висококачественото изтегляне се осигурява, когато изходната суровина има определена микроструктура (например сорбитол, ако говорим за тел от стоманен материал).

Преди това стоманената тел обикновено беше патентована. Тази операция включва първо нагряване на метала до температурата на аустенизиране, а след това излагането му на солна или оловна стопилка (тази експозиция се извършва при температура от около 500 градуса по Целзий).

Технологията на производство на стомана и медни изделия днес не предполага изпълнението на такива сложни действия. Гарантирано ще бъде получена желаната структура при напускане на подвижното оборудване. Ако гледате видео за това как функционира съвременна високоскоростна машина за непрекъснато изтегляне на тел, можете да видите, че тя е оборудвана с комплекс от комбинирано (въздушно плюс водно) охлаждане на продуктите. Именно тази система дава възможност да се получи необходимата микроструктура на телена пръчка.
Индустриални методи
В производството за изправяне на почти всички видове метална тел се използват специализирани правилно режещи машини. Процесът се основава на два основни метода - това са:
- изправяне чрез търкаляне чрез система от 5-6 двойки ролки, които са подредени последователно в различни равнини, така че всяка следваща двойка да е перпендикулярна на съседната;
- изправяне чрез изтегляне през няколко специално изработени матрици.
По правило такива машини задължително имат специално устройство за автоматично развиване на тел от намотки или макари.
За работа с еластични проводници и легирани стоманени пръти технологията на производство предвижда нагряване и закаляване на стоманената конструкция на детайлите с помощта на газови горелки или високочестотни индуктивни нагреватели.
Как работи индустриалната машина за изправяне и рязане може да се види във видеото:
Полезно видео
Гледайте видеоклип, в който човек показва как да се сглоби проста армираща огъваща конструкция за огъване на пръти и квадрат:
Във втория видеоклип преглед на механизма за огъване на тел и куки за къдрене:
Заключение
Какво се използва за огъване на тел е описано подробно в статията. За да работите с този материал, можете да използвате както прости инструменти, така и сложни инсталации, които ви позволяват да извършвате голям брой операции в минута.
С ограничен бюджет можете да направите свое собствено механично устройство, което няма да отстъпва по качество на фабричните продукти.
Огъващи машини за арматура, тел, ламарина и тръби предлага. На нашия сайт са представени не само технически спецификации, но и видеоклипове на огъващи машини и снимки на готови продукти, които ще ви позволят да разберете по -добре производствения процес. Ако не сте намерили необходимото оборудване на сайта, изпратете техническата спецификация по пощата, ние ще изберем машината за вашите задачи.
Как да подравните проводника без машина

Следователно, за да подравните металния проводник от намотката, си струва да използвате най -често срещания метод за разтягане на силата, за това е необходимо да се ръководите от следната последователност:
- Първо, единият край на жицата трябва да бъде здраво фиксиран в нещо масивно и плътно. За да направите това, можете да увиете края му около основата на опора на електропровода или здраво дърво с диаметър на ствола най -малко 25 сантиметра.
- След това ръчно развиваме залива по земята и, ако е възможно, го разтягаме колкото е възможно повече.
- Във втория край на размотаната жица правим контур и го фиксираме в устройство, способно да го дърпа с усилие, тоест да премества определено разстояние.
- Действителният процес на изправяне се състои в бавно разтягане на металната тел с голямо усилие, докато се превърне в перфектна форма. За да фиксирате праволинейната форма, можете да я оставите в това напрегнато състояние за кратко, около 5 до 30 минути.
Достатъчно широка гама от устройства може да се използва като опъващо устройство в зависимост от размера на диаметъра на металната тел. Така че, за тел с диаметър 2-3 мм, стоманеният скрап може да е достатъчен с усилията на двама силни мъже или използването на ръчна механична лебедка. Но изправянето на телта с диаметър 5 mm и повече ще изисква много значителни усилия и за това ще трябва да използвате или теглича на личен автомобил, или динамичната сила на трактор или камион.