AC или DC
AC и DC заваряването има свои собствени специални характеристики.
Основните предимства на постоянното напрежение: спестяване на заваръчни консумативи поради ниско пръскане; комфорт и лекота на работа; висококачествен шев; висока производителност на заваряване; няма непроверени области. Недостатъкът е високата цена на оборудването, способно да доставя постоянен ток. Повече подробности тук.
Основните предимства на променливия ток са: лекота и достъпна цена на оборудване, което работи по време на почивки; лекота на заваряване; гаранция за качествена връзка. Основните недостатъци: по -малка стабилност на дъгата; голямо количество пръскане допринася за значителна консумация на материали. Подробности тук.

Стоманите, устойчиви на корозия, могат да се заваряват по различни начини. Най -често обаче два метода на свързване се използват за заваряване на неръждаема стомана:
- Ръчно заваряване с покрити електроди.
- Заваряване с волфрамов електрод, защитен с газ.
В зависимост от метода на заваряване се използва различен тип напрежение и съответно се използват електроди, подходящи за променлив или постоянен ток.
Електроди с постоянен ток от неръждаема стомана
Като започнете, капитанът трябва да реши кои електроди могат да се използват за готвене на неръждаема стомана. Консумативите с покритие гарантират оптимално качество на фугите без никакви проблеми. Ръчното заваряване се извършва, като правило, с постоянно напрежение с обратна полярност. Следователно се използват следните марки електроди от неръждаема стомана: TsL-11 е една от най-популярните марки сред заварчиците; използва се за стомани с високо съдържание на хром и никел. Сварената заварка, нанесена с помощта на тези консумативи, има няколко предимства: здравина; пластмаса; точност; достатъчно високо ниво на якост на удар; без пръски.
TsL-11 е една от най-популярните марки сред заварчиците; използва се за стомани с високо съдържание на хром и никел. Сварената заварка, нанесена с помощта на тези консумативи, има няколко предимства: здравина; пластмаса; точност; достатъчно високо ниво на якост на удар; без пръски.
Електродите OZL -8 са предназначени за заваряване на конструкции, които ще работят при високи температури - до 1000 ° C. В същото време предимствата на тази марка са в много отношения подобни на TsL-11.
NZh-13 се използват успешно за заваряване на части от стоманена храна. Консумативите от тази марка перфектно заваряват сплави, съдържащи хром, никел и молибден. Основната отличителна черта на такива електроди е образуването на тънък слой от шлакова кора, която се отделя спонтанно.

NII-48G електроди.
По -долу е даден списък на още няколко популярни електроди от неръждаема стомана:
ZIO-8 са предназначени за топлоустойчиви стомани, устойчиви на корозия.
Електродите NII-48G се използват за работа с критични структури.
OZL-17U са подходящи за неръждаема стомана, работеща в среда, където има сярна или фосфорна киселина.
В съответния раздел са представени останалите марки електроди за заваряване на неръждаема стомана.
AC електроди за неръждаема стомана
Не всички изпълнители имат оборудване с постоянно напрежение. Поради това възниква въпросът: възможно ли е да се готви неръждаема стомана с променлив ток?
Има такива електроди, например, това са марки OZL-14, LEZ-8, TST-50, EA-400, OZL-14A, N-48, ANV-36 и други.
Заваряването с волфрамови електроди (на снимката) в газове може да се извърши и с променлив ток с директна полярност. Този метод на свързване се използва в следните случаи:
- заваряване на тънкостенни изделия;
- повишени изисквания към заваръчния шев.
Тази информация ще помогне на изпълнителя на всяко ниво да определи кои електроди за заваряване на неръждаема стомана с променлив ток трябва да се използват за решаване на конкретни проблеми.
Като заключение трябва да се отбележи, че електродите за неръждаема стомана с променлив ток са по -малко търсени. Този факт се дължи на по -малката популярност на променливото напрежение в сравнение с директното напрежение.
Константата има широк спектър от предимства и се използва от професионалистите много по -често.
Необходимо заваръчно оборудване и газови смеси
Най-често срещаните методи за заваряване на сплави от алуминий, мед, чугун и неръждаема стомана са аргоно-дъгови (TIG) и полуавтоматични (MIG) методи. И двата метода позволяват използването на защитна среда за инертен газ, което увеличава здравината на шева. Разликата е, че схемата за заваряване TIG включва ръчно подаване на тел в дъгата и работата се извършва с огнеупорен волфрамов електрод. С метода MIG заваръчна тел за полуавтоматични машини се подава механично в зоната на стопилка, която служи като електрод.

Трябва да се отбележи, че полуавтоматичните устройства са по-скъпи, но осигуряват по-високо ниво на комфорт и качество на работа. Вградената електрическа верига ви позволява да стартирате регулатора на скоростта на подаване на тел на заваръчното полуавтоматично устройство, което прави възможно работата с различни скорости. За заваряване с този метод трябва да изберете набор от оборудване, което може да не е включено в доставката на инвертора и частично се закупува отделно. Той включва следните компоненти:
- инверторна машина MIG / MAG с единица за свързване на маркуч за газ, евро конектор и заваръчна верига за подаване на тел;
- горелка с накрайници за различни диаметри на проводника, дюза за подаване на газ и бутон за управление;
- Европейски маркуч за подаване на газова смес и преминаване на тел;
- газови бутилки за сместа, оборудвани с манометри и редуктор;
- маркуч за подаване на газ от бутилките към инвертора, както и самите газове и намотката със съответния проводник.
Заваръчната машина, като правило, има вградена схема за забавяне на механизма на движение на теления електрод спрямо подаването на защитен газ към зоната на шева, което предотвратява окисляването на заготовките.
Що се отнася до състава на газа, аргонът обикновено се използва в чиста форма или в смес с хелий, въглероден диоксид или активни съединения. За да се намалят разходите, скъп инертен газ се смесва в съотношение 75% -80% аргон с 20% -25% въглероден диоксид. Възможно е също да се комбинират хелий с аргон в различни пропорции и е разрешено да се готвят някои материали, като се използва само въглероден диоксид, но качеството на заваръчния шев се влошава.
В трудни случаи при избора на газова смес е необходимо да се консултирате със специалист и да проучите референтни материали, тъй като съставът на метал или сплав може да изисква двусмислено решение.

Заваряване на неръждаеми части с полуавтоматично устройство
Заваряването на неръждаеми метали изисква специален подход към чистотата на съединяващите се ръбове и подготовката им за работа. Когато работите с дебел метал, е необходимо да отстраните ръбовете под ъгъл от 45 ° до 60 ° и да почистите фугите с ъглошлайф. Освен това с помощта на разтворители е необходимо обезмасляване на мястото на заваряване, като частите трябва да бъдат фиксирани с междина от 1,5 мм, за да се осигури най -пълно проникване през цялата дебелина на метала. След това е необходимо да се регулира подаването на инертен газ или газова смес, като се вземе предвид дебелината на детайлите.
Предварителните настройки за полуавтоматично устройство се правят въз основа на следните пропорции, а именно:
- с дебелина на метала по-малка от 1 mm се използва тел от 0,6-0,8 mm със скорост на подаване 150 m / h и дебит на газ 6-7 l / min;
- метал с дебелина 1,5 mm е заварен с тел с диаметър 0,8-1 mm при скорост от 150 до 200 m / h и подаване на защитен газ 6-8 l / min;
- неръждаема стомана 2 мм е свързана с продукти с диаметър 1-1,2 мм, скорост 200-250 м / ч, дебит на газ от 7 до 9 л / мин;
- за неръждаема стомана 3 мм, използвайте тел от 1,2-1,4 мм, със скорост 250-300 м / ч и с подаване на газ от 9 до 11 л / мин;
- за части с дебелина над 4 mm е необходим проводник от 1,4-1,6 mm при движение над 300 m / h, а газът се подава при дебит над 11 l / min.
Напрежението на дъгата зависи от дължината му и се задава от 19 V до 30 V с експериментален подбор, както и изпъкването на електрода. На редица инвертори MIG / MAG от висок клас има режим на регулиране на индуктивността, който определя дълбочината на проникване и ширината на заваръчния шев.
Предварителните настройки имат консултативен характер и се избират индивидуално в зависимост от състава на метала, типа тел, газовата смес и скоростта на заваряване.
След като изберете тел за заваряване с полуавтоматично устройство, приложено към материала на детайлите, е необходимо да поставите барабана върху вала и да поставите телта в подаващото устройство. След това регулирайте скоростта на движение, която обикновено е свързана със силата на заваръчния ток, колкото по -висока е скоростта, толкова по -висока е приложената стойност. Последният етап от подготовката за работа е регулиране на параметрите на газовата смес, регулиране на напрежението и индуктивността.
Важно е да следвате инструкциите за използване на полуавтоматичния инвертор и да спазвате правилата за безопасност при заваряване.
Нюанси на приложението
Днес много методи за заваряване са разработени въз основа на различни принципи. Но да се каже, че един начин е по -добре да се каже, е трудно. Всеки от тях има плюсове и минуси. Но понякога се оказва, че има смисъл да се използва само един, специфичен вид заваряване. Един от тези видове е заваряване с прахообразна или флюсова жица.

Процес на нанасяне на пълнител
Всъщност този проводник е тръба с флюс и метален прах вътре.
Има такива изисквания към материала от този клас, например използването му не трябва да създава проблеми по време на запалване и проследяване на дъгата. Телта трябва да се стопи равномерно, без да създава много искри около заваръчната вана. Получената шлака се разпределя равномерно по цялата повърхност на шева и като се охлади, трябва лесно да се отдели.
Шевът трябва да отговаря на всички изисквания на нормативните документи и по него не трябва да има дефекти - подрези, липса на проникване, пори и пукнатини. Тези свойства определят възможността за използване на тел със сърцевина за работа. Междувременно, за да се установят някои свойства на заваръчната тел, е необходимо да се извърши експериментално заваряване. За да направите това, трябва да вземете валяк и да го заварите върху метална плоча. Заваряването трябва да се извършва равномерно, в най -ниското положение на работния инструмент. Средните режими се приемат като режими на заваряване на заварения метал. След провеждането на такива експерименти ще стане ясно кога и при какви условия има смисъл да се използва такъв проводник.

Схема на заваряване при използване на пълнителна тел
Електроди за заваряване на неръждаема стомана 12X18H10T
12Х18Н10Т е аустенитна неръждаема стомана. Този вид неръждаема стомана е най -разпространеният, използван в много индустрии: хранителна, химическа и фармацевтична. Доста често заварени устройства и съдове, тръби за тръбопроводи се произвеждат от този вид стомана.

Електроди TsL-9 в пакет.
По -долу е информация, с която можете да определите с кои електроди да готвите неръждаема стомана 12x18n10t.
Най-популярната марка е TsL-9. Заваряването може да се извършва във всички пространствени позиции.
Електродите OK 61.30 имат няколко предимства: добро заваряване; лесно запалване; самостоятелно отделяне на шлаката.
Заваръчните консумативи NZh-13 се използват в случаите, когато към нанесения метал се налагат високи изисквания за устойчивост на ICC.
OZL -14 - консумативи, използвани, когато не се налагат строги изисквания към заваръчния метал спрямо IWC.
Видове тел за неръждаема стомана 12x18n10t
За заваряване на части от неръждаема стомана е необходимо да се използва заваряване с аргонова дъга и добавка от същия материал. Той може да има различни свойства, които могат да бъдат подходящи за други случаи. Дългите продукти се произвеждат от стомана 12 × 18N10T. Пълнещият материал от този клас трябва да отговаря на изискванията на ГОСТ 18143-72.
Заваръчният пълнител е намерил своето приложение в машиностроенето и хранително-вкусовата промишленост, на строителни обекти и др. Той има не само висока устойчивост на корозия, но и устойчивост на въздействието на химически агресивни среди. Той съдържа достатъчно количество хром, който го предпазва от ръжда.
За заваряване се използват продукти, направени по технология на студено изтегляне. Той има доста ниска цена и в същото време такава обработка запазва всички свои свойства. Тази тел гарантира качеството на шева при обработка на всеки материал.
Неръждаема жица 12X18H10T
Така че системите за водоснабдяване често се сглобяват от тръбни фитинги, изработени от този клас стомана. При монтажа и ремонта използването на заваръчна добавка от клас 12X18H10T се счита за оптимално.
Този клас стомана се предлага в няколко версии. За производството му се използват технологии за горещо или студено валцуване. Те дават възможност да се получи продукт с диаметър от 0,2 до 6 мм. Когато използвате тел от тази марка, трябва да се има предвид, че тя може да промени някои от параметрите си в зависимост от диаметъра.
Заваряването на части от неръждаема стомана е сложен технологичен процес и ако нарушите неговите правила, резултатът може да бъде голям брой нестандартни продукти. За да се избегне това, е необходимо да се направи правилния избор на материал за тел. Тел от стомана 12X18H10T е специфичен продукт и може да не е подходящ за повечето видове легирана стомана. Основното правило за избор на материал за заваряване е идентичността на химичния състав. Проводникът, направен от този проводник, е добър, защото индустрията произвежда широк диапазон и по правило няма проблеми с избора. Между другото, при заваряване може да се наложи предварително загряване и плавно охлаждане. Отоплението се извършва с газова горелка.
Пълнител и неговите характеристики
Телта е метален продукт с малко напречно сечение. Освен това тя е толкова малка, че е несравнима по размер с дължината си. За производството на тел се използват различни видове метали - черни, цветни и неръждаеми.

Тел от флюс сърцевина
Отделен клас продукти е заваряването. Използва се за автоматично и полуавтоматично заваряване. Използва се за производство на електроди, пръти и други продукти, използвани при ръчно и автоматично заваряване на части.
Всъщност той замества електродите, използвани при заваряване. Чрез него в зоната на заваряване се подава електричество, което е необходимо за запалване и поддържане на дъгата. В допълнение, телта участва в образуването на заваръчни шевове и осигурява техните физико -механични параметри.
За производството на тел, използвана за заваряване, се използват различни видове метал. В този случай обхватът на използване на готовия проводник може да се промени. Например, алуминият може да се използва при производството на заваръчна тел. Може да се използва за работа със сплави на основата на магнезий, алуминий и редица други. Ако телта е изработена от неръждаема стомана, тогава тя се използва при заваряване на части, изработени от стомана, устойчива на корозия.
При строителството на кораби най-често се използва жила с флюс. Освен това има медна тел. Използването му води до получаване на качествени шевове.Не толкова отдавна е използвана тел без никакво покритие.

Медна покривна тел за пълнене
Когато избирате тел за заваряване, винаги трябва да помните, че на пазара има няколко вида подобни продукти. Те се различават един от друг не само по химичен състав, но и по структура, по количество легиращи компоненти.
Проводникът трябва да бъде избран въз основа на маркировките, нанесени върху неговата повърхност или опаковка. Маркировките разказват на потребителя за физическите и техническите параметри на проводника и обхвата на неговото приложение.
Например, в ГОСТ 2246-70, това е документ, който стандартизира техническите спецификации за стоманена заваръчна тел. Така че там се казва, че за производството на този заваръчен материал е допустимо да се използва нисковъглеродна стомана (Sv-08AA, Sv-08GA) легирана (Sv-08KhN2GMYu, Sv-08KhN2G2SMU) и високолегирани сплави (Sv-10Kh16N25AM6, Sv-09Kh16N25M6AF).
В допълнение, заваръчната тел е разделена на тази, която се използва за заваряване и тази, от която се произвеждат електродите. Може да се произвежда със или без медно покритие. Всички тънкости по отношение на диаметъра, степента на стоманената сплав, наличието на покритие трябва да бъдат обсъдени при подаване на поръчка.
Предимства
Пълнещите проводници могат да бъдат класифицирани като самозащитни и газозащитни. Защитата на проводника може да бъде осигурена от различни видове газове. Използването на заваръчна тел дава възможност да се получат:
- Поради големия топлинен поток електродът образува тясна зона на термично въздействие върху метала.
- Необходимият ефект върху метала на формираната заварка чрез промяна на състава на газа и степента на тел.
- Висока производителност на труда по време на заваряване.
Самозащитна флусова сърцевина
Използването на заваръчна тел предоставя големи възможности за механизация на работата.
Едно от очевидните предимства е, че поради използването на тел за електродъгово заваряване, се намалява основното и спомагателното време за извършване на работа, в резултат на това се намаляват режийните разходи и се намаляват разходите за готови продукти.

Пълнител с полирана повърхност
Има два вида запълваща тел - полирана и медно покрита. А състоянието на телената повърхност оказва значително влияние върху качеството на дъгата, получения шев, броя на разтопените метални капки и, разбира се, върху надеждността на заваръчното оборудване.
Химически състав на заваръчна тел за неръждаема стомана 12X18H10T
Свойствата на продукта се определят от неговия състав. Тази марка включва следните химически елементи:
| Химически елемент | Съдържание в състава,% |
| Въглерод | 0,11 |
| Силиций | 0,8 |
| Манган | 2 |
| Никел | 10 |
| Хром | 18 |
| Титан | 1 |
| Желязо | Фондацията |
Номенклатура
Заваръчната тел за неръждаема стомана 12X18H10T има доста широк диапазон и се предлага в следните диаметри:
- 6;
- 5;
- 4;
- 3;
- 2,5;
- 2;
- 1,6;
- 1,5;
- 1,4;
- 1,2;
- 1;
- 0,8;
- 0,7;
- 0,6;
- 0,5;
- 0,45;
- 0,4;
- 0,3;
- 0,25;
- 0,2.
Спецификации на марката
Тел за заваряване на неръждаема стомана 12X18H10T може да промени свойствата си, в зависимост от диаметъра. Това са малки отклонения, които все още трябва да се вземат предвид при избора на материал за работа. Таблицата с характеристики изглежда така:
|
Клас тел |
Диаметър на пълнежния материал, мм | Горещо валцувани | Студено валцувани | ||
|
Временна якост на опън, N / mm2 |
Удължение,% с дължина на пробата 0,1 m. |
||||
| 1 клас | 2 -ри клас | ||||
|
12Х18Н10Т |
0,2-1 |
590-880 | 25 | 20 | 1130-1470 |
|
1,1-3 |
540-830 |
||||
| 3,1-7,5 |
1080-1420 |
Характеристики на избор
Заваряването на продукти от неръждаема стомана е много труден процес, който може да доведе до много скрап. За да се избегне това, се изисква много точно да се подбере съставът на материала. Заваръчна тел за заваряване на стомана 12X18H10T е специфичен продукт, който не е подходящ за всички видове легирана стомана. В края на краищата основното правило за подбор е идентичността на композицията. Най -удобният вариант тук би бил заваряване на тръби от неръждаема стомана от същия клас.Заслужава да се отбележи, че при избора на пълнител в производството, където всички компоненти все още могат да се променят, всичко се прави за удобство, тъй като можете да промените състава на неблагородния метал, така че да е удобно да го свържете с този проводник, и практически няма проблеми с избора на други заваръчни материали. ... В частния сектор ситуацията изглежда малко по -различна, тъй като там материалите се използват главно за ремонт и е необходим точен избор. След като сте проучили състава на неблагородния метал и пълнежната тел, можете точно да определите избора.
Марката тел е удобна, защото има широка гама от продукти. Няма проблеми с избора на необходимата дебелина. Дори в онези моменти, когато не се допуска голямо разпръскване и грешка, когато става въпрос за малки размери, тук стъпката на диаметъра е 0,1-0,2 мм. Всичко това дава възможност да се получи висококачествена заваръчна фуга без проблеми с изгарянето през основния метал. Естествено, не всеки има възможност да има целия ред, затова при избора трябва да се ръководите така, че дебелината на неблагородния метал да съвпада с размера на диаметъра на телта.
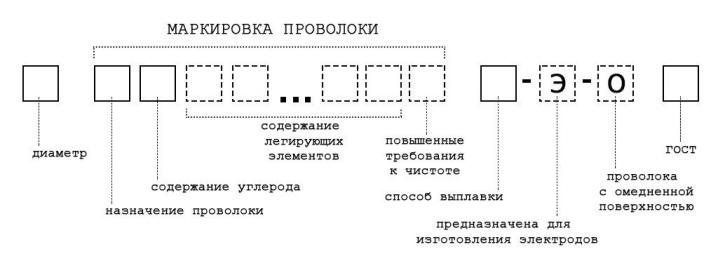
Декодиране
Маркировката на тел съдържа информация за онези елементи, които определят основните свойства на материала и тяхното съдържание се оказва решаващо. В този случай ситуацията е следната:
- 12 - съдържанието на въглерод е 0,12%;
- X18 - съдържанието на хром е 18%;
- Н10 - съдържанието на никел е 10%;
- Т - съдържанието на титан е около 1%.
Характеристики на заваряване
За да може връзката да бъде с възможно най -високо качество и по време на самия процес да възникнат минимален брой проблеми, трябва да се придържате към точните режими на свързване:
|
Дебелина на телта, мм |
Тип |
Сила на тока, А |
| Ръчно заваряване | ||
| 1 2 3 | Фланцов метал |
35-60 65-120 100-140 |
| 1 2 3 | Положение на метални дупета |
40-70 75-120 120-160 |
| Автоматично заваряване | ||
| 1 2,5 4 | Положението на дупето |
60-120 110-200 130-250 |
| 1 2 4 | Положение на дупето с добавка |
80-140 140-240 200-280 |
Заваряване на стомана клас 12X18H10T
Електроди
Електродите 12x18n10t често са пръти, изработени от високолегиран метал с основно покритие, което също съдържа легиращи компоненти. Съставът на такива електроди е в много отношения подобен на състава на самата неръждаема стомана. Следователно шевовете са с достатъчно качество и издръжливост. Но това не е основното предимство.
Правилният избор на електроди може не само да бъде допълнен, но и леко променен химическия състав на нанесения метал. Не забравяйте, че при топене електродът се смесва с основния метал в заваръчната вана, така че е възможно да се промени съставът на заваръчния шев.

Следователно електродите за заваряване на неръждаема стомана трябва да се избират с особено внимание. Всъщност с тяхна помощ можете значително да промените експлоатационните характеристики на заваръчния шев
Потоци
Няколко думи за потоците. Използват се и при заваряване от неръждаема стомана. Най -често използваните флуоридни потоци. Те трябва да се използват в комбинация с високолегирани пълнители. Според нас най-оптималният поток за заваряване на стомани от тип 12x18n10t е ANF-5. Той не само предпазва заваръчната вана от окисляване добре, но и легира заваръчния метал. Тъй като титанът присъства и в неговия състав.
Потокът ANF-5 предотвратява образуването на пори в заваръчния шев, което често се открива поради голямото количество водород. Вместо флуоридни флюси могат да се използват и флюси на оксидна основа.
Режими
Сега, след като сте избрали електродите и потока, е време да помислите за режима на заваряване.
Основното нещо, на което трябва да обърнете внимание, е количеството на вложената топлина. Топлинният вход е скоростта, с която токът се прехвърля от заваръчната дъга към метала.
В случай на заваряване от неръждаема стомана, топлоподаването трябва да е ниско.
Препоръчва се също да се образуват тънки шевове с малко напречно сечение. Това може да се постигне с помощта на пълнител с малък диаметър, до 3 мм. Моля, обърнете внимание, че неръждаемата стомана има намалена електрическа проводимост.За да не ви превърне в главоболие тази функция, намалете пръчката от електрода с един и половина до два пъти в сравнение с изпъкналото за заваряване на въглеродна стомана.
Технологии
Нека преминем към най -интересното - технологиите. При заваряване на неръждаема стомана можете да използвате технологията на полуавтоматично заваряване в екранирана атмосфера, технология на заваръчно съпротивление, заваряване с неконсумиращ се електрод и заваряване с електроди. V като защитен газ най -често използват аргон, смес от аргон с въглероден диоксид, а понякога и хелий. Нека разгледаме по-отблизо две технологии за заваряване: аргонова дъга и заваряване с електрод, който не се консумира.
Заваряването с аргонова дъга с помощта на консумативи и неконсумиращи се електроди се използва най-често в професионалното производство. За да направите това, препоръчваме да настроите обратна полярност и да кипнете с DC. Като защита, както не е трудно да се предположи, се използва аргонов газ. Можете да използвате или чист аргон, или смес от него с въглероден диоксид или кислород. Използването на смеси ще стабилизира изгарянето на дъгата, ще опрости образуването на шева и ще намали вероятността от образуване на пори.

Ако решите да използвате технология за електрод, който не се консумира, задайте полярността на постоянен и заварете с постоянен ток. Използвайте волфрамови електроди. Използването на променлив ток е възможно, но не винаги е препоръчително. Ако металът съдържа голямо количество алуминий (което е рядкост), тогава можете да използвате "смяна".
Нека добавим и няколко думи за заваряване с пръчки. Този метод се счита за непрофесионален и се използва само у дома или в малки предприятия, където качеството на работа не е критично. Този метод е добър, ако сте гаражен заварчик и не искате да харчите пари за допълнително оборудване. Просто трябва да имате прост инвертор и да вземете електродите. Но ако кандидатствате за прилично качество на шевовете, препоръчваме ви все пак да изберете заваряване в среда със защитен газ. И за такава работа се нуждаете от полуавтоматично устройство, газов цилиндър и заваръчна тел или електроди. Това е минималният комплект за повече или по-малко висококачествено заваряване в работилница или дори в гараж.
Характеристики на марката
Преди да преминем към подробно описание на заваряването, запознайте се с някои от характеристиките на неръждаемата стомана 12x18n10t.

Основното, което трябва да знаете, е, че неръждаемата стомана е изключително податлива на междукристална корозия. Въпреки че общата устойчивост на корозия е доста висока. Но има една добра новина. Междукристалната корозия възниква само когато металът е калциниран в пещ. Температура от 500 градуса е достатъчна, за да се промени структурата на неръждаемата стомана и да се увеличи вероятността от корозия.
Производителите са наясно с това и затова добавят легиращи елементи към неръждаема стомана. В случая с нашата марка 12x18n10t, това е титан. Това се доказва от буквата "Т" в края на маркировката. Преди заваряване разберете точната маркировка на стоманата и се уверете, че съдържа легиращи елементи. В допълнение към титана се използва ниобий, в маркировката той се обозначава с буквата "В".
Съвети за употреба
За да получат добра връзка, много заварчици използват полуавтоматични машини, когато работят с неръждаема жица. Това оборудване предпазва шевовете от външни влияния, автоматично подава запълващата тел към мястото на заваряване, принудително се охлажда и може да се използва на труднодостъпни места.
Преди да извършите работата, си струва да направите подготвителния етап, тоест да извършите редица дейности.
- Премахнете замърсяването от третираната повърхност.
- Обезмаслете заваръчния шев върху детайлите.
- Премахнете излишната влага от повърхностите, като ги загреете до 100 градуса.

За да получите малка дебелина на преходния шев между заваряваните части, можете да използвате няколко метода на заваряване:
- метод с къса дъга;
- мастилено -струен трансфер;
- универсален импулсен метод.

За да се постигне висококачествен резултат от работата с добавка от неръждаема стомана, заварчикът ще трябва да изпълни следните изисквания:
- позиционирайте горелката под отрицателен ъгъл;
- карайте главата на разстояние 1,2 см от металната повърхност;
- топенето на жицата трябва да се извършва на малки порции; тук не трябва да се използват големи капки.

Заваряването на неръждаема тел е важен атрибут, без който е трудно да си представим процеса на заваряване. Потребителите могат да закупят този продукт в чиле, макара или бобина. Този универсален вид суровина има високи технологични свойства и затова се използва в много индустрии и строителство.
За съвети относно избора на тел за заваряване вижте следния видеоклип.
Декодиране на маркировката
Неръждаемата заваръчна тел е означена по същия начин като легираната. Единствената разлика може да се нарече наличието на хром и никел в големи количества в неръждаема стомана. Твърдата неръждаема жица е маркирана в съответствие с ГОСТ 2246-70.
Обозначението може да съдържа следните букви:
- А - телта съдържа стандартно количество фосфор и сяра;
- АА - горните вещества се съдържат в намалено количество;
- Ш - продуктът е произведен чрез електрошлаково претопяване;
- E - жицата се използва за подготовка на електродите;
- О - върху повърхността на продукта има медно покритие, поради което проводникът се използва в случай на осъществяване на критични връзки със стабилна дъга.
Според стандартите на ГОСТ маркировката на стоманена тел може да съдържа следните обозначения:
- X - студено валцуван продукт;
- Т - термично обработен;
- P - повишена точност на производство;
- TS е светъл метал, в който няма оксиди.


В зависимост от диаметъра, 100 м тел от неръждаема стомана за заваряване има следните тегла:
- 0,5 мм - 0,31 кг;
- 1 мм - 0,62 кг;
- 1,5 мм - 1,4 кг;
- 2 мм - 2, 48 кг.

Видове заваръчна тел за полуавтоматични устройства
При нормални условия се използват малко над дузина видове заваръчна тел от над седемдесет произведени вида. Това се дължи на промишлената специфика на използването на повечето видове заваръчни машини и високата цена на някои от тях. Най -популярните видове са продукти с диаметър от 0,6 мм до 2 мм, с тегло от 1 кг до 5 кг. Продуктите са разделени на плътна тел и тръбна тел с пълнители, които имат различни цели. По химичен състав той може да бъде алуминий, покрит с мед, легиран с титан и легиран.
Особено внимателно подбрана тел за заваряване на полуавтоматична неръждаема стомана, тъй като тя трябва да бъде възможно най -близо по състав до материала, който ще бъде заварен. Текущите параметри също са важни, тъй като прегряването при заваряване на неръждаема стомана води до загуба на физическите свойства на този материал.
Когато свързвате различни марки неръждаема стомана, трябва да изберете следните видове неръждаема заваръчна тел:
- за хромоникелеви стомани 12X18H9T и 08X18H10T използвайте марки SV-06X19H9T, SV-01X18H10 или аналог на OK Autrod 347 Si в аргон;
- стоманени типове 03X17H14M2 и 08X18H10T са заварени с помощта на марки SV-01X18H10, SV-06X19H9T и OK Autrod 308LSi в инертен газ;
- неръждаема стомана от хром-никел-молибденов състав е заварена с тел SV-06Kh20N11M3TB, SV-08Kh19N10M3B и OK Autrod 318 в атмосфера на аргон.
Тези проводници са съчетани с марки от неръждаема стомана и осигуряват висока якост на опън, удължение, якост и свойства на течливост, което прави фугата здрава и еластична след охлаждане и отстраняване на шлаката. При работа с високочестотен инвертор или постоянен ток металът в заваръчната вана не се прегрява, което означава, че устойчивостта на корозия в кръстовището на частите не се нарушава.
Параметрите и съставът на жицата се регулират от ГОСТ 18143-72, който определя критериите за оценка на качеството и начина на производство.
Също така, за свързване на неръждаеми материали и различни стомани, се използва тел от флюс с рутилов пълнител. Използва се за заваряване на трудно заваряеми, въглерод-манганови и неръждаеми стомани в газова смес от 80% аргон и 20% въглероден диоксид. Прахообразните продукти дават възможност да се работи във всяко положение и са легирани с молибден, което придава на шева високи физични и химични свойства.
За стомани от клас Е 2209 се използва OK Tubrod 14.27, за неръждаема стомана 317 и 317L се използва OK Tubrod 14.25, а за клас 309 е подходящ OK Tubrod 14.22. За заваряване на други метали можете да използвате самозащитни прахообразни продукти с флюс (например SV-000009283), които не изискват среда с инертен газ.

Какви електроди да готвите 1 мм неръждаема стомана.
 Заваряването на тънък метал е труден процес не само за начинаещи, но и за опитни заварчици. Този процес има няколко усложнения:
Заваряването на тънък метал е труден процес не само за начинаещи, но и за опитни заварчици. Този процес има няколко усложнения:
- силно загряване на продукта може да доведе до изгаряне и образуване на дупка;
- висока температура на нагряване също може да доведе до промяна в геометрията на тънките листове;
- късата дъга, с помощта на която се осъществява връзката, изгасва с леко отделяне.
Тези проблеми могат значително да усложнят заваръчните работи.
Ето защо, за да се избегнат подобни трудности, е много важно да се знае кои електроди са необходими за заваряване на тънка неръждаема стомана.
OK 63.34 са предназначени за заваряване на тънък метал. Също така марката е идеална за дебелостенни продукти. Електродите се характеризират с подобрено отделяне на шлаки.
OK 63.20 (на снимката) са особено търсени за свързване на тръби и тънък метал. Процесът на заваряване протича с краткосрочно запалване и гасене на дъгата.