Процес на отгряване.
Самият процес на отгряване се състои в нагряване на шайбите до температура 550-600 градуса по Целзий. В резултат на това оксидният филм, който се появява върху продуктите по време на тяхното производство, се разрушава.

След бавно охлаждане на шайбата е необходимо да се отстрани котления камък от повърхността му. За да направят това, производителите използват един от двата метода:
- тумблиране - механично почистване на повърхността;
- пасивирането е технологична процедура, която води до образуването на специални съединения върху металната повърхност, които предотвратяват по -нататъшна корозия.
Методът на преобръщане е по -евтин и прост. За да го използвате, не се изисква сложно оборудване и технологии. Но в момента се използва само от малки компании с малък обем на производство. Големите производители го изоставиха поради факта, че с горните предимства той има и значителни недостатъци.
По време на процеса на преобръщане шайбата може да се деформира. Броят на такива шайби, които са загубили формата си в общия обем на продуктите, е доста голям - до 15%. В този случай не само външният вид на шайбата се влошава, но и нейните физически характеристики. Като цяло такива продукти вече не могат да се считат за отгрявани, тъй като характеристиките на медта са такива, че когато елемент от този материал се огъне с повече от 30%, той става по -твърд. Твърдостта на деформираните шайби достига 55-58 HB, докато стандартната твърдост на отгрятите части не трябва да надвишава 45 HB.
Друг съществен недостатък на преобръщане е, че по време на тази процедура оксидният филм от повърхността на медната част се отстранява напълно. И такова покритие също играе важна роля по отношение на защитата на частта от корозия. В резултат на това незащитен продукт е изложен на влиянието на влажен въздух, поради което представянето му се губи само за няколко седмици.
Всички тези недостатъци ни позволяват да заключим, че тумбирането, като метод за премахване на котлен камък на меден продукт, не се оправдава. Следователно повечето производители избират пасивация, тоест прехвърляне на повърхността на шайбата в неактивно състояние като основен начин за представяне на продуктите. В резултат на това продуктите се радват на външния си вид дори след дълго време след напускане на производствената площадка.
Описание и цел
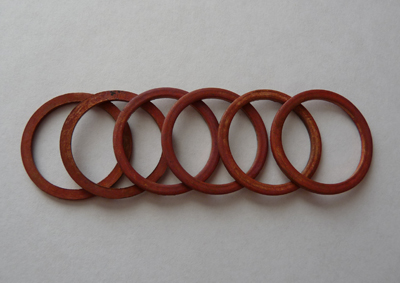
Практикува се използването на различни уплътнителни елементи за подобряване на надеждността и стабилността на винтовите връзки. Изборът на материал за пералнята се определя от влиянието на връзката. Медната шайба е най -подходяща там, където има повишени температури и налягане в постоянен режим или периодично. Следователно, той се използва широко в машиностроенето при сглобяване на механизми, предназначени за високо налягане. На първо място, говорим за гориво и хидравлично оборудване.


Привлекателността на медни шайби за подложка на верижен трион и за изпускателна тапа за кола също се свързва с:
- висока химическа устойчивост на техния материал в агресивна среда;
- отлична устойчивост на корозия;
- запазване на уплътняващите функции под действието на повишени температури, както и със значителни колебания в топлинния режим;
- устойчивост на вибрации;
- здравина и стабилност на основните свойства при значителен натиск.

Такива крепежни елементи могат да се използват и в автомобилни механизми, всички части на които непрекъснато се нагряват, докато все още се навлажняват. Това високо ниво на отговорност означава, че тези шайби отговарят на много взискателни изисквания. Съответствието с ГОСТ, определен за конкретен вид продукт, е от ключово значение. Информацията за съответствие може да се намери на оригиналната опаковка на комплекта и на придружаващия сертификат за качество.Постигането на необходимите свойства зависи преди всичко от характеристиките на суровината.

Начинът, по който изглеждат шайбите, е ясно описан в ГОСТ 18123-82. Според този стандарт не трябва да има отклонения от гладката форма на повърхността. Не се допускат зазубени или пукнатини. Шайбите със следи от корозия или с метални капки също не отговарят на стандартите. Грапавостта над 3,2 микрона също прави възможно да не се приеме продуктът.
Процесът на контрол предполага, на първо място, визуална проверка. При необходимост се извършва точно проучване през лупа. Грапавостта се оценява чрез стандарти за индикатори в съответствие с ГОСТ 9378-75 или с помощта на специализирани измервателни устройства.

Класове материали
Официалната маркировка на медната шайба винаги показва наличието на прахови покрития. Продуктите от клас P29 са поцинковани и пасивирани. Марк P34 означава, че продуктът е само пасивиран. В случаите, когато стандартът предвижда повече от един клас на точност, неговите обозначения се поставят в самото начало на марката. Съставът на маркировката включва:
- вид изпълнение;
- участък от конеца;
- дебелина на детайла;
- химическа марка;
- условен индекс;
- дебелината на използваното покритие;
- приложен стандарт.
Има такива основни стандарти:
ГОСТ 10450-78 (малки продукти)






Медно -алуминиевата шайба има специална марка - SHAM. Има разлики в диаметъра. Други марки:
DIN 125 (основен)




Как да правим правилно отгряване
Струва си да изпичате медни шайби под дюзите, само за да облекчите вътрешните напрежения, които неизбежно се появяват по време на обработката на материала в производството
Но е много важно да следвате тази процедура ясно. Процесът се извършва при нагряване до 700 градуса
След това частите се охлаждат плавно по естествен начин при нормална температура, докато се охладят до +25 градуса по Целзий.
Топлинната обработка се извършва с помощта на заваръчна горелка. Пламъкът се запалва в него с помощта на кислород и ацетилен, доставяни от различни бутилки. Друг важен нюанс - необходими са ръкавици и очила. Близо до мястото на работа трябва да има пожарогасител. След като свържете маркучите към цилиндрите, е необходимо да отворите ацетиленовия вентил на горелката с 50%. След като запалите газа, изчакайте, докато се появи оранжево-червен пламък.

След това кислородният клапан се отваря, докато се появи син пламък. В този момент шайбите са изгорени. Огънят е насочен към шайбата и насочен по повърхността, постигайки вишневочервен блясък. След това незабавно затворете двата газови клапана. След това, както вече беше споменато, ще трябва да оставите продуктите да се охладят.


Изисквания за медни шайби.
Механизмите, които използват медни шайби, са сред най -критичните части на технологията. Не е изненадващо, че в този случай към всеки компонент се налагат най -високите изисквания. Най -важното е съответствието на медната шайба с ГОСТ, разработен за този вид продукт.
Този параметър трябва да се отбележи на опаковката на крепежни елементи. Освен това всички продукти, които отговарят на стандартите за качество, трябва да имат сертификат, потвърждаващ това.
Що се отнася до работата на медна шайба, много зависи от качеството на суровините, използвани за нейното производство - тоест медни листове. Всички изключителни свойства, присъщи на този материал, медни продукти показват само ако количеството примеси в суровината е сведено до минимум. Ето защо класът на медта е от голямо значение.
Изискванията за появата на шайби се регулират от ГОСТ 18123-82, разработен още по времето на СССР. Повърхността на продуктите трябва да бъде възможно най -гладка, без заздравявания, пукнатини или стружки, както и без следи от корозия или метални капки. Максималната грапавост на елемента (Ra) е 3,2 микрона.
При извършване на контролни мерки в производството, съответствието на външния вид с всички изисквания се проверява визуално. В този случай лупата може да действа като допълнително средство за проверка.За да се определи степента на грапавост на продуктите, се използват специални проби, направени в съответствие с GOST 9378-75, както и измервателни уреди.
В някои случаи медните шайби могат да бъдат прахово боядисани. Тази обработка подобрява корозионната устойчивост на крепежните елементи. Дебелината и качеството на такова покритие също се регулират от държавните стандарти - GOST 9.302-79.
По правило големите производители на медни крепежни елементи, с установен производствен процес, не пестят от контрол на качеството на всички свои продукти, като го извършват на всеки етап от производството, като се започне от избора на суровини. Следователно, колкото по -популярно е името на производителя, толкова по -голяма е гаранцията за висококачествени продукти.
Характеристики на производство и маркиране на медни шайби.
Един от важните етапи в производството на медни шайби е термичната обработка на детайлите, тоест отгряване. В процеса на отгряване медните продукти се нагряват до висока температура (650-700 градуса С) и след това бавно се охлаждат. Такава термична обработка дава възможност да се увеличи пластичността на медта, което означава, че е изключено увреждане на медния елемент, например при рязка промяна в температурния режим в зоната на работа на продукта.
Забележка! Медта може да се втвърди при продължително съхранение. Преди да монтирате шайба, която е била в склад или гараж дълго време, тя трябва да бъде допълнително отгрята
Можете да направите това сами. За да направите това, трябва да загреете пералнята до желаната температура (можете да определите това по червения оттенък, който се появява върху медта), и след това да я оставите да се охлади при стайна температура.
Наличието на прахово покритие върху пералнята е отбелязано в етикета на продукта. Например буквено -цифровото обозначение P29 показва, че шайбата е преминала през процесите на поцинковане и пасивиране, а P34 - само пасивиране.
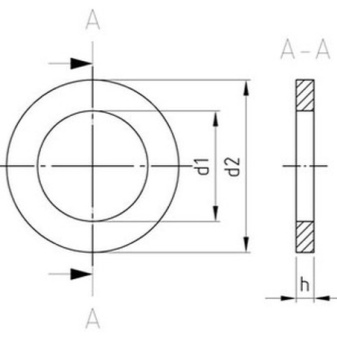
Също така други характеристики на шайбите са посочени в етикета на продукта в следния ред:
- опция за изпълнение;
- диаметър на резбата на закопчалката;
- дебелина на продукта;
- конвенционално обозначение на материала;
- клас материал;
- вид покритие;
- дебелина на покритието;
- ГОСТ.
Освен това, в случай че държавният стандарт предвижда различни класове на точност за даден вид продукт, тогава буквеното обозначение на този параметър се посочва в самото начало на маркировката преди версията на елемента.
Медни шайби UGMK-OTSM
Шайбите UGMK-OCM са изработени от мед ГОСТ 1173. Произведено в Киров в завода в Киров OCM. Външният диаметър на продуктите е 12-56 мм, вътрешният диаметър е 6-33 мм. Дебелина на шайбата 0,3-5 мм. Цехът за студено щамповане произвежда хиляди продукти всеки месец. Надежден елемент от крепежни елементи, произведен от завода в Киров, отдавна се е утвърдил на пазара.
Поръчайте продукта на уебсайта. Мениджърът по продажбите ще се свърже с вас, за да изясни подробностите за поръчката.
Нашата компания предлага и кабелни накрайници.
| Код на продукта | Име на продукта | Област на приложение |
| Шайби за автомобили: материал - мед, ГОСТ 1173 | ||
| 10 x 14 x 1,5 | 312482-P; 852205 горивни тръбопроводи | |
| 6327 | 10 x 16 x 1,0 | КАМАЗ, горивна система |
| 6302 | 10 x 16 x 1,5 | 1/02844/60-КАМАЗ, капак на регулатора); горивна помпа; филтър за фино гориво; |
| 11 x 19 x 1,0 | 201-1117120, ЯМЗ | |
| 6395 | 11 x 19 x 1,5 | 201-1117120, ЯМЗ |
| 6355 | 11 x 50 x 3,5 | |
| 6354 | 11 x 50 x 4,0 | |
| 6309 | 11 x 50 x 5,0 | ST142-3708771 KAMAZ стартов щифт диск |
| 6357 | 12 x 18 x 0,8 | |
| 6315 | 12 x 18 x 1,0 | КАМАЗ, горивна система |
| 6332 | 12 x 18 x 1,5 | 1/02984 / 60КАМАЗ, гориво. система, спирачна система |
| 6367 | 12 x 23 x 0,3 | 312472-P |
| 6306 | 12 x 32 x 2,5 | контакт на релето на соленоида на стартера за автомобила "Волга" |
| 6384 | 12,5 x 20,5 x 1,5 | 312310 |
| 6379 | 14 x 19 x 1,0 | 312326, 852206 |
| 6380 | 14 x 19 x 1,5 | 312326, 852206 |
| 6316 | 14 x 20 x 1,0 | КАМАЗ, горивна система |
| 6330 | 14 x 20 x 1,5 | 1/02800/60-КАМАЗ, филтър за почистване на гориво и масло; система за захранване на двигателя; монтаж на електрически вентил |
| 6393 | 14 x 20 x 1,7 стомана | |
| 6352 | 14 x 20 x 2,0 | |
| 6348 | 14 x 20 x 3,0 | |
| 6378 | 14 x 56 x 2,0 | |
| 6353 | 14 x 56 x 3,0 | |
| 6308 | 14 x 56 x 3,5 | RS25 3708030 Начален щифт диск МАЗ |
| 6320 | 16 x 22 x 1,0 | КАМАЗ, горивна система |
| 6329 | 16 x 22 x 1,5 | 1/02570/60-КАМАЗ горивна помпа с ниско налягане 312327-P |
| 6358 | 17,5 x 21,5 x 0,3 | |
| 6321 | 18 x 24 x 1,0 | МАЗ, горивна система |
| 6331 | 18 x 24 x 1,5 | 1/02599/60 КАМАЗ, МАЗ, горивна система |
| 6323 | 19 x 28 x 6 | ексцентричен автомобил "PAZ" |
| 6342 | 20 x 26 x 1,0 | КАМАЗ, горивна система |
| 6343 | 20 x 26 x 1,5 | 1/02574/60 КАМАЗ, горивна система |
| 6377 | 22 x 26 x 1,0 | 309793-P, 312382-P шайба за регулиране на налягането |
| 6376 | 22 x 26 x 1,5 | 309793-P, шайба на регулатора на налягането |
| 6314 | 22 x 28 x 1,0 | КАМАЗ, горивна система |
| 6328 | 22 x 28 x 1,5 | 1/02795/60 КАМАЗ, горивна система; |
| 6339 | 24 x 32 x 1,0 | КАМАЗ, горивна система |
| 6340 | 24 x 32 x 1,5 | 1/02645/60 КАМАЗ, горивна система |
| 6337 | 26 x 32 x 1,0 | КАМАЗ, горивна система |
| 6338 | 26 x 32 x 1,5 | 1/02578/60 КАМАЗ, горивна система |
| 6341 | 28 x 34 x 1,0 | КАМАЗ, горивна система |
| 6336 | 28 x 34 x 1,5 | 1/03033 / 60KAMAZ, горивна система |
| 6347 | 28 x 34 x 2,0 | 870625 |
| 6346 | 30 x 37,5 x 2,0 | |
| 6385 | 33 x 38,5 x 1,5 | за щепсел на главния цилиндър на съединителя |
| 39 x 47 x 1,5 | За картер на KAMAZ | |
| 6382 | 39 x 48 x 2,0 | |
| 6366 | 6 x 12 x 1,0 | КАМАЗ, запечатване; 312652 |
| 6368 | 6 x 12 x 1,5 | КАМАЗ, запечатване |
| 6361 | 8 x 12 x 1,0 | КАМАЗ, МАЗ уплътнение, маслена тръба |
| 6356 | 8 x 12 x 1,5 | Маслена тръба КАМАЗ, МАЗ; 852204, 312353 |
| 6300 | 8 x 18 x 1,5 | |
| 6344 | 9 x 15 x 0,7 | 870638 КАМАЗ, инжектор МАЗ |
| 6383 | 9,7 x 17,5 x 1,5 | 6T2-2022-1 |
| 6304 | Пръстен No 1-89x98x0.3 | уплътнение на цилиндрова обшивка за автомобили "Москвич" |
| 6305 | Пръстен номер 2 - 100x110x0.3 | 66-1002024 уплътнение на цилиндрова облицовка ГАЗ-53, 24 |
| 6318 | Cam 16x24x4.5 (месинг) | ексцентричен автомобил "УАЗ", "Волга" |
| 6317 | Cam 19x28x6 (месинг) | ексцентричен автомобил "Газела" |
| 6349 | Стартов джъмпер | ST 142-3708091 ST142B соленоидно реле корпус KAMAZ |
| 6303 | Плоча 18x25x2,5 отвор 8 | контакт на релето на соленоида на стартера за автомобила "VAZ" |
| 6307 | Плоча 18x28x2.7 отвор 10 | контакт на релето на соленоида на стартера "Беларус" |
Как се правят медни уплътнителни шайби.
Целият производствен процес, през който преминават уплътняващите медни шайби, се регулира от нормите, заложени в държавните стандарти. В този случай като суровина се използва мед от марката M1M, чийто състав съответства на ГОСТ 495-92. Изискванията на този стандарт гласят, че материалът трябва да бъде изключително чист, тоест да съдържа не повече от 0,1% от различни примеси. Освен това той съдържа изисквания за физическите свойства на суровините. Например, тя трябва да проявява якост на опън на ниво 200-260 MPA, а също така да има относително удължение от поне 36%.
Един от етапите на производство е отгряване с пералня. Този процес ви позволява да балансирате максимално структурата на метала, тоест да премахнете вътрешното напрежение в резултат на прекристализация. След извършване на този термичен процес, медта става по -малко твърда, което води до увеличаване на нейната пластичност и жилавост. В резултат на това използването на уплътнителна шайба, изработена от такъв материал, прави възможно постигането на пълно уплътняване на връзката без излишен натиск върху резбата на крепежните елементи.
Производство на шайби за уплътняване на мед
За получаване на шайбите се използва студено валцуван лист от клас М2. В процеса на щамповане се получават заготовки, които впоследствие се обработват чрез тумбиране. Операцията е необходима, за да се отстранят стружките и неравностите. Медни уплътнителни шайби се предлагат в голямо разнообразие от диаметри, а не само стандартни размери. Ако партидата е голяма, тогава цените на едро работят. Медните шайби са по -гъвкави от въглеродната стомана или неръждаемата стомана. По време на работа двигателят например изпитва различни температурни разлики
При това е важно частите да запазят необходимата гъвкавост. Медната уплътнителна шайба е идеална за тази задача.
Почти във всяка единица днес има такъв елемент като медна шайба. Шайбите се използват в обикновени автомобили, в селскостопански машини, както и в специално строително оборудване. Те са незаменими в много компоненти на възли и механизми.
Медните части са силно устойчиви на корозивни процеси. Температурният режим на медта е около 300 градуса по Целзий. Алуминият има проектиран температурен диапазон от 200 градуса. Поради устойчивостта си на корозия, медните шайби се използват широко в механизми, които работят в агресивни среди.
За производството на медни шайби са предвидени специални държавни разпоредби, технологичният процес е строго регламентиран.На първо място, чистотата на наема трябва да бъде максимална. Възможно е наличието на примеси в диапазона от 0,1%. Що се отнася до относителния индекс на удължаване, той не трябва да бъде по -малък от 36%.
Една от най -важните технологични операции е изпичането на медни изделия. Изпичането ви позволява да направите структурата на метала хомогенна, благодарение на изпичането е възможно да се отървете от вътрешното напрежение. След процеса на изпичане, жилавостта и гъвкавостта на медта се увеличават, докато твърдостта на метала намалява. След изпичане, медната шайба може да се използва като запечатан елемент. Процесът на изпичане включва нагряване на медното парче до 600 градуса по Целзий. След такава термична обработка оксидният филм се разрушава, образува се в процеса на производство на заготовките. Скалата се отстранява чрез пасивиране. Изработването на медни шайби изисква специално оборудване.
Обща оценка на статията: Публикувано от: 2020.06.08
Медни шайби за автомобили
Медните шайби са проектирани да работят там, където други материали ще се провалят. Медта не се окислява, устойчива е на корозия, не се деформира при високи температури и температурни крайности и издържа на вибрации. Следователно, медни шайби се използват в автомобилната индустрия. Горивната и спирачната система, цилиндърът за управление на съединителя, картера и други части на автомобилната техника са постоянно повлияни от влага и налягане.
По принцип медните шайби се използват като резервни части за горивно оборудване и при сглобяване, ремонт на скоростни кутии на селскостопански машини, камиони и специално оборудване.
При сглобяването на KAMAZ, VAZ, MAZ и други превозни средства, медните шайби са незаменими. Специфичната цел определя диаметъра и дебелината на продукта.