Маркиране
Най -важното при маркирането на всякакъв вид гайки се дава на обозначаването на тяхната здравина. Този индикатор показва максимално допустимото натоварване, което може да се генерира по време на работа. Освен това маркировката показва размерите на конструкцията. Якостта се изчислява, като се вземат предвид сечението, височината на крепежния елемент и използваният за него материал.

Гайки от класове 4-6, 8-10 и също имат най-високо ниво на якост.В такива случаи височината на продукта ще бъде най-малко 4/5 от диаметъра. Грубата нишка е друга отличителна черта. Със същите пропорции на височина и напречно сечение, но използвайки фини нишки, се получават крепежни елементи със средна якост. Той попада в 5, 6, 8, 10 или 12 категории.


Болтът, разбира се, трябва да има подобно ниво, защото в противен случай стабилното сдвояване е невъзможно. Най-малка якост имат моделите от категории 04 и 05. Височината им може да бъде 0,5-0,8 от общия разрез. Не е трудно да се дешифрира маркировката за якост на гайките. Първата цифра трябва да се разбира като най -ниското ниво на натоварване; второто число се увеличава 100 пъти и така се получава номиналното напрежение.
Изисквания
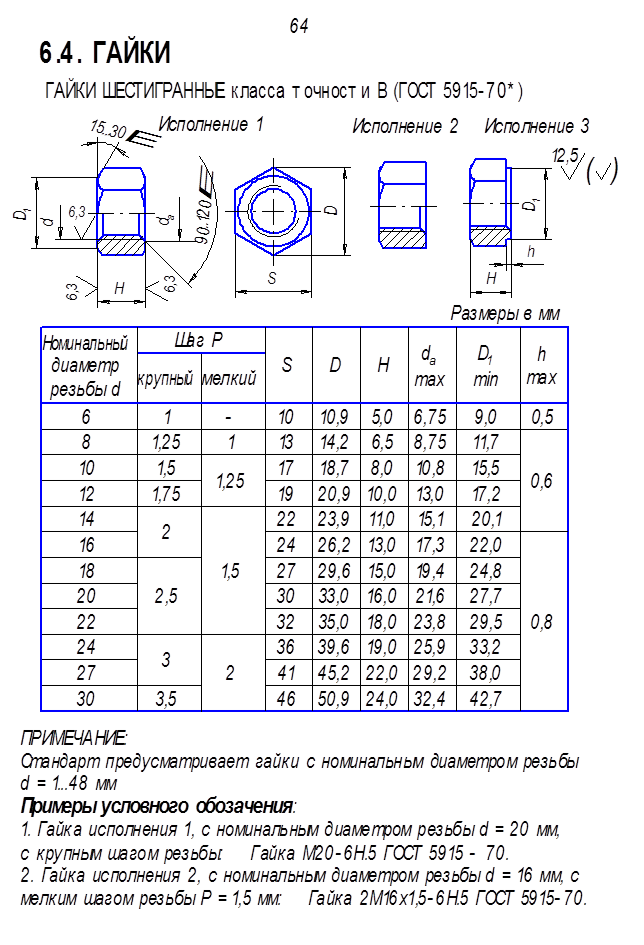
Всички необходими изисквания, които трябва да се спазват при производството на свързващи гайки, могат да бъдат намерени в ГОСТ 8959-75. Там също можете да намерите подробна таблица с всички възможни размери на тези строителни крепежни елементи. В него можете да намерите и приблизителна диаграма, която отразява най -общия дизайн на тези гайки.
Теглото на всички цинково покрити съединители не трябва да надвишава теглото на моделите без цинково покритие с не повече от 5%. В ГОСТ 8959-75 ще бъде възможно да се намери точната форма за изчисляване на оптималната стойност на дебелината на металните стени.
Също така ще бъдат посочени стандартните стойности на диаметрите на гайките, изразени в милиметри, такива параметри могат да бъдат 8, 10, 15, 20, 25, 32, 40, 50 мм. Но има и модели с други параметри. В този случай трябва да изберете крепежни елементи, като вземете предвид вида на връзката, размерите на частите, които ще бъдат прикрепени една към друга.
Всички произведени свързващи части трябва напълно да отговарят на размерите, посочени в данните на GOST.
За производството на ядки също трябва да се спазват DIN 6334. Всички технически стандарти, съдържащи се в това ръководство, са разработени от Германския институт за стандартизация. Така че има и предписани размери (диаметър, площ на напречното сечение), общата маса на всеки от елементите.
Особености
Съединителната гайка е малък кръгъл фиксатор с дълга резба от вътрешната страна. Тази част от частта е прикрепена към външната резба на друг продукт (винт, болт, шпилка).



Тези видове ядки могат да имат различна външна част. Моделите под формата на шестоъгълници се считат за традиционен вариант. Има и проби под формата на контур или малка капачка. В сравнение с други видове гайки, свързващите модели имат по -голяма дължина.
В този случай крепежните елементи осигуряват допълнителна здравина и надеждност.
Външната част на тези фиксиращи продукти винаги е снабдена с няколко ръба. Те действат като солидна опора за гаечния ключ по време на монтажните работи.
Монтажните гайки могат да се различават значително един от друг по вида на материала, от който са направени, по отношение на здравина и чистота на обработката. Най -често такива крепежни елементи са изработени от различни видове стомана (легирана, въглеродна).
Също така в магазините можете да намерите модели, изработени от мед, алуминий, месинг, бронз и дори платинена основа. Медните продукти често се използват при работа в електрическото поле, те могат да действат като съединител на веригата. Пробите от платина не се използват много често, те се използват главно в медицината.
Според чистотата на обработката всички съединителни гайки могат да бъдат разделени на няколко основни категории.
- Почистете. Такива модели на фиксиращи части навън изглеждат най -точни в сравнение с други продукти. Те са внимателно обработени от всички страни с шлифовъчни инструменти.
- Средно. Тези модели имат гладка и равна повърхност само от едната страна. Именно с тази част те изпадат в други подробности.
- Черен. Тези проби изобщо не се обработват с шлифовъчни колела по време на производствения процес. Технологията на тяхното производство включва само щамповане и резба.
Като правило, всички съединителни гайки са допълнително поцинковани по време на производството. Той действа като защитен слой, който предотвратява евентуална корозия по повърхността на крепежните елементи.
В допълнение към цинковото покритие, никел или хром също може да се използва като защитен слой. Често в същия комплект с такива продукти са включени специални фланци. Те са необходими, за да се предпази гайката от възможни деформации.
Тези крепежни елементи са доста прости и удобни за използване, те могат бързо да бъдат инсталирани със собствените си ръце без много усилия.
Всички модели на такива гайки имат добра устойчивост на различни температурни условия, химически и механични натоварвания.
Области на употреба
В ежедневието квадратна гайка може да се намери само от време на време. Но в индустрията такъв продукт стана напълно обичайно. Този тип скрепителни елементи са широко търсени при изграждането на различни сгради и конструкции. Квадратните гайки се използват, когато трябва да се извърши закотвяне (за тази цел инженерите дори са разработили специален подтип).




Те се използват и за електрически работи в различни области.


От други индустрии веднага може да се посочи впечатляващата популярност на квадратната гайка:
- като цяло машиностроене;
- в корабостроителната индустрия;
- в производството на металорежещи машини;
- при създаването на самолети от всякакъв тип;
- при подготовката на трактори, машини за веене и други селскостопански машини;
- в ремонтни и сервизни предприятия за ремонт на промишлено оборудване, превозни средства.
Преглед на видовете
За монтажни конструкции в корпуси с тънки стени се препоръчва използването на гайки съгласно DIN 557. В тази версия няма остри ъгли. Единият край е снабден с фаски, докато равнината на другия край няма отклонения от равномерната форма. След монтажа гайката ще бъде напълно неподвижна. Закопчалките се изработват чрез завинтване на прътовата част.

DIN 557 се прилага само за продукти с резба от M5 до M16. В този случай се прилага клас на точност С. Ако има специални форми или уникални дизайни, може да се използва DIN 962. Контролът за приемане се извършва съгласно DIN ISO 3269. Размерът на резбата M25 е изключен от стандарта от 1985 г. насам.

Също така е полезно да се обърне внимание на анкерната гайка, която отговаря на DIN 798. Този тип крепежни елементи се използват широко за закрепване на покривни конструкции
Обикновено се използва в тясна връзка с анкерни болтове. Тези крепежни елементи обаче са от значение само за леки товари. Поради малкия брой завои за критични конструкции, това решение не е подходящо.

Класът на якост на ядките според този стандарт може да бъде:
- 5;
- 8;
- 10.
Ако има много високи изисквания за качеството на връзката, можете да използвате заварените гайки DIN 928. Те първоначално са проектирани за максималните изисквания за качеството на крепежните елементи. Този метод на присъединяване е особено актуален в инженерната индустрия, където некачествената, ненадеждна връзка може да доведе до сериозни последици. Гайките по DIN 928 се фиксират чрез топене на специални издатини върху ушите. Тъй като за тяхното производство се използват неръждаеми стомани, устойчиви на киселини, няма нужда да се страхувате от появата на корозия с течение на времето.









Особено внимание заслужават квадратните гайки на тялото. По отношение на структурата си те са забележимо по -сложни от всеки от изброените видове. Противно на името си, този продукт е търсен не само в автомобилната индустрия и в авторемонта.Той също така се използва широко за обезопасяване на кабели, проводници и различни други електрически конструкции. Това решение е подходящо и за плътно затягане на листове.

Антените улесняват поставянето им в специални проходи. Но това се постига само чрез натискане на самите „антени“; когато те не са обезопасени, монтажът се извършва по същия начин, както с обикновена гайка.


Инсталирането на квадратната гайка на тялото не изисква специални умения и / или специални инструменти. С достатъчно сръчност можете да се справите с обикновени дърводелски клещи и отвертка. Друг важен „инструмент“ е известно количество търпение. Разбира се, надеждността няма да бъде същата като тази, постигната при заваряването. Това решение обаче е технологично по -просто и не отслабва метала.
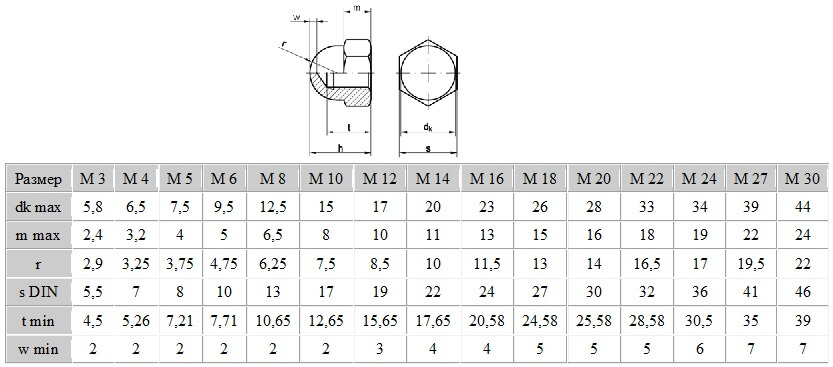
Видове и размери
Широкото използване на хардуер за капачки се дължи на изобилието от техните видове и размери. ГОСТ 11860-85 предвижда 2 конструкции на шайби - сферични (версия 1) и по -плоски (версия 2). Те се различават по дълбочината на капачката. Версия 2 изисква по -прецизно регулиране на дължината на болта. Ако това се пренебрегне, тогава не всички резби ще бъдат включени и връзката ще загуби здравина или горната част на болта ще опира в капачката и гайката ще бъде невъзможно да се затегне. Следователно изпълнение 1 е по -често.
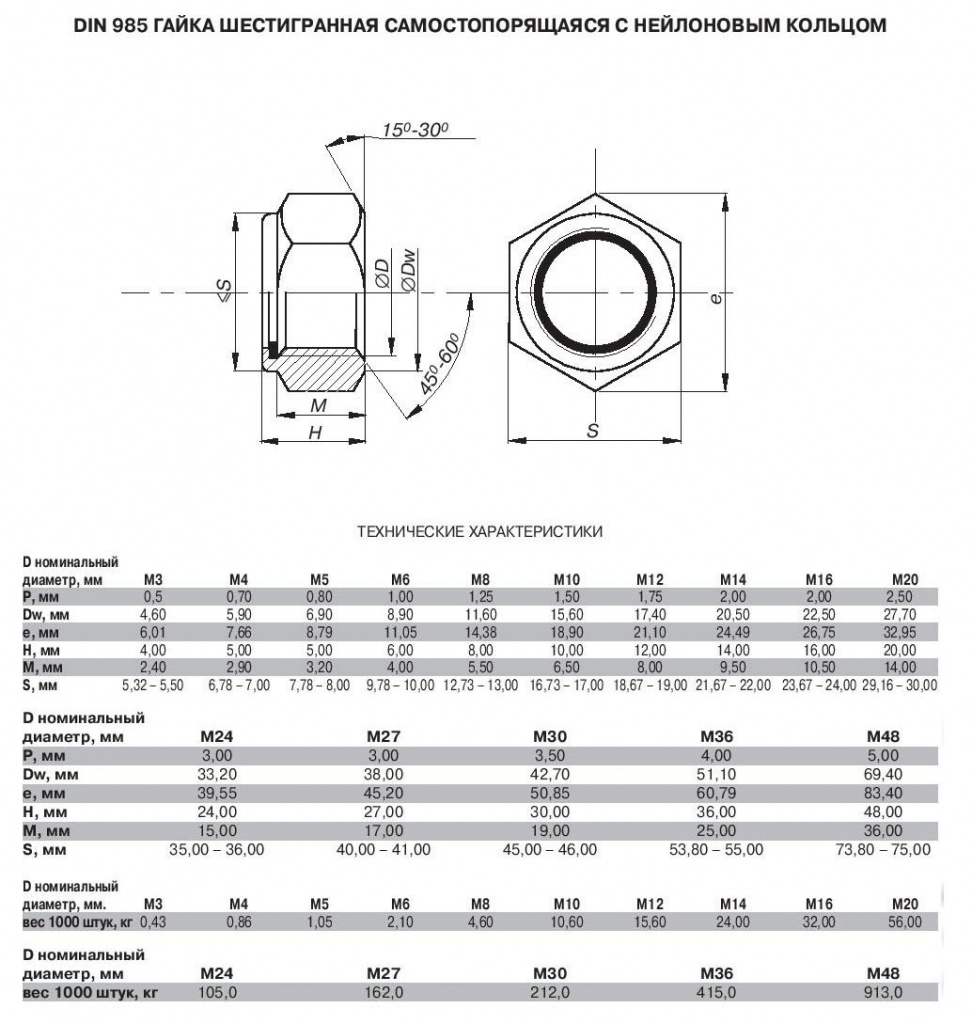
Някои компании правят поръчкови гайки по рисунка или скица. Тяхната форма, размер, материал и завършване може да се различават от общоприетите. Те ще отговарят напълно на изискванията на клиента. Някои видове са оборудвани с нашийник за шайба или уплътняваща шайба. Някои гайки имат допълнителни найлонови пръстени. Благодарение на това връзката понася по -добре вибрациите, а вероятността от произволно разхлабване е минимална.
Цялото изобилие от опции е стандартизирано от GOST 11860-85 (за местни продукти) и DIN 1587 (за чуждестранни продукти). Така че номиналният диаметър на резбата трябва да бъде:
- М3;
- М4;
- М6;
- М8;
- М10;
- М12;
- М14 (не се препоръчва за употреба);
- М16;
- М18 (не се препоръчва за употреба);
- М20;
- М22 (не се препоръчва за употреба);
- M24.
Стъпката на резбата е голяма и малка.
- Грубата стъпка се използва по подразбиране и не е посочена в етикета. Той варира от 0,5 до 3 мм и зависи от номиналния диаметър на резбата. Такива крепежни елементи се представят по -добре при големи натоварвания, имат по -висока точност на резбата и по -ниска цена.
- Фината стъпка може да се намери само в гайките M8, M10, M14 и M24. Той понася по-добре малки вибрации и променливи натоварвания, поради което такива гайки се използват във високоточни механизми в машиностроенето и други области на технологията.
ГОСТ 11860-85 също определя други изисквания.
- Диаметърът на описания кръг е от 6 до 40 мм. Това трябва да се има предвид, ако гайката е поставена в гнездо за гаечен ключ или за изчисляване на местоположението на болта, когато връзката е на самия ръб на частите.
- Размерът на гайката "до ключ" е от 5,5 до 36 мм. Когато избирате хардуер, можете веднага да определите размера на инструмента, с който тази гайка ще бъде затегната, и да го изберете предварително.
- Най -малката височина до ключ е от 2,75 до 15 мм. Това е необходимо за изчисляване на силата на затягане или размерите на връзката, така че хардуерът да не надхвърля размерите на частите.
- Тегло на 1000 броя ядки - от 0,92 кг (със сечение 3 мм) до 192,6 кг (със сечение 24 мм). Трябва да се вземе предвид и теглото на крепежните елементи, особено ако връзката е направена върху движещите се части на прецизния механизъм или опората не е надеждна.
Също така, този ГОСТ предоставя връзки към други документи, които определят конструктивните характеристики на шайбите и техните свойства. И така, ГОСТ:
- 10549 - подрязване на конеца;
- 24705 - геометрични размери на резбата и допуски за нейните отклонения;
- 1759.3 - повърхностни дефекти на хардуера и методи за тяхното управление;
- 1759.1 - максимални отклонения на формата на гайките и точността на размерите;
- 1759.0 - технически изисквания за вече произведен хардуер, техните механични свойства и външен вид.
DIN 1587 определя размерите и материала за производство на слепи гайки. Това може да бъде:
- въглеродни, легирани стомани;
- конструкционни и неръждаеми стомани;
- стомана с поцинковано или друго покритие (хромирано, поцинковано);
- цветни метали, месинг, бронз, алуминий;
- твърди пластмаси.
Диаметър на резбата - от М4 до М24. На повърхността може да се нанесе защитен слой на базата на цинк или никел.









Размерите трябва да са в рамките на:
- външна част на капачката - от 6,5 до 34 мм;
- височината на шестоъгълника е от 3,2 до 19 мм;
- обща височина на гайката - от 8 до 42 мм;
- ширината на шестоъгълника до ключ е от 7 до 36 мм.
Стандартите не се прилагат за формата на дъното на капачката.
Маркиране
Маркировката е специално приложение, което включва основните символи, отразяващи най -значимите свойства и характеристики на тези ядки. Може да се намери на почти всички модели. Графичните маркировки на маркировката могат да бъдат както задълбочени, така и изпъкнали. Размерите им са одобрени от производителя.
Всички знаци най -често се прилагат или отстрани на гайките, или върху крайните части. В първия случай всички обозначения се правят задълбочено. Всички модели с диаметър на резбата от 6 милиметра или повече са задължително маркирани.
Ако върху метала са направени три малки точки, това означава, че пробата принадлежи към петия клас. Ако на повърхността има шест точки, тогава продуктът трябва да се отнесе към осмия клас на якост.
На повърхността могат да бъдат посочени и номинални диаметри: M3, M4, M5, M6, M8, M10, M12, M14, M16, M20, M24, M25 и други. Стъпката на резбата също може да бъде предписана. Всички тези параметри са изразени в милиметри.
За видовете ядки вижте видеото.
ОПМ 103011-1 Гайка за клетка за монтаж в квадратен отвор
Материали:
Клетка: пружинна стомана C67S
Гайка: стомана, клас на якост 6, с цинково покритие
| Диаметър на резбата | Дебелина на листа | А | Б | ° С | д | E | F | G | Размер на дупката в листа |
| М3 | 0,3 — 0,9 | 9,8 | 9,3 | 5,4 | 4,8 | 0,3 | 9,8 | 3,7 | 5,3 х 5,3 |
| 1,0 — 1,6 | 6,1 | ||||||||
| 1,7 — 2,3 | 6,8 | ||||||||
| 2,4 — 3,1 | 7,6 | ||||||||
| М4 | 0,3 — 0,9 | 5,4 | |||||||
| 1,0 — 1,6 | 6,1 | ||||||||
| 1,7 — 2,3 | 6,8 | ||||||||
| 2,4 — 3,1 | 7,6 | ||||||||
| M5 | 0,3 — 0,9 | 5,4 | |||||||
| 1,0 — 1,6 | 6,1 | ||||||||
| 1,7 — 2,3 | 6,8 | ||||||||
| 2,4 — 3,1 | 7,6 | ||||||||
| М3 | 0,7 — 1,6 | 10 | 10 | 7,2 | 5,8 | 0,45 | 10,5 | 5 | 6,7 x 6,7 |
| 1,7 — 2,6 | 8,2 | ||||||||
| М4 | 0,7 — 1,6 | 7,2 | |||||||
| 1,7 — 2,6 | 8,2 | ||||||||
| M5 | 0,7 — 1,6 | 7,2 | |||||||
| 1,7 — 2,6 | 8,2 | ||||||||
| М4 | 0,3 — 1,1 | 12,2 | 12 | 7,5 | 7,2 | 0,45 | 12,5 | 6 | 8,3 x 8,3 |
| 1,2 — 1,6 | 8,3 | ||||||||
| 1,7 — 2,5 | 9,1 | ||||||||
| 2,6 — 3,5 | 10,1 | ||||||||
| 3,6 — 4,5 | 11 | ||||||||
| M5 | 0,3 — 1,1 | 7,5 | |||||||
| 1,2 — 1,6 | 8,3 | ||||||||
| 1,7 — 2,5 | 9,1 | ||||||||
| 2,6 — 3,5 | 10,1 | ||||||||
| 3,6 — 4,5 | 11 | ||||||||
| М6 | 0,3 — 1,1 | 7,5 | |||||||
| 1,2 — 1,6 | 8,3 | ||||||||
| 1,7 — 2,5 | 9,1 | ||||||||
| 2,6 — 3,5 | 10,1 | ||||||||
| 3,6 — 4,5 | 11 | ||||||||
| М4 | 0,7 — 1,6 | 13,2 | 12,8 | 8,3 | 7,7 | 0,45 | 13,5 | 6,5 | 9,5 x 9,5 |
| 1,7 — 2,6 | 9,5 | ||||||||
| 2,7 — 3,5 | 10,2 | ||||||||
| M5 | 0,7 — 1,6 | 8,3 | |||||||
| 1,7 — 2,6 | 9,5 | ||||||||
| 2,7 — 3,5 | 10,2 | ||||||||
| М6 | 0,7 — 1,6 | 8,3 | |||||||
| 1,7 — 2,6 | 9,5 | ||||||||
| 2,7 — 3,5 | 10,2 | ||||||||
| М4 | 0,7 — 1,6 | 13,3 | 13,3 | 8,5 | 6,5 | 0,5 | 13,5 | 6,5 | 9 x 9 |
| 1,7 — 2,6 | 9,6 | ||||||||
| 2,7 — 3,5 | 10,2 | ||||||||
| M5 | 0,7 — 1,6 | 8,5 | |||||||
| 1,7 — 2,6 | 9,6 | ||||||||
| 2,7 — 3,5 | 10,2 | ||||||||
| М6 | 0,7 — 1,6 | 8,5 | |||||||
| 1,7 — 2,6 | 9,6 | ||||||||
| 2,7 — 3,5 | 10,2 | ||||||||
| М6 | 1,2 — 2,2 | 15 | 11,3 | 9,7 | 9,5 | 0,5 | 15 | 6 | 10 x 10 |
| М6 | 0,7 — 1,7 | 16,5 | 16 | 10,4 | 7,5 | 0,6 | 17,5 | 7,6 | 12,3 x 12,3 |
| 1,8 — 3,1 | 12 | ||||||||
| M8 | 0,7 — 1,7 | 10,4 | |||||||
| 1,8 — 3,1 | 12 | ||||||||
| M10 | 0,7 — 1,7 | 10,4 | |||||||
| 1,8 — 3,1 | 12 | ||||||||
| М6 | 0,7 — 1,7 | 16,6 | 16,4 | 9,7 | 8,5 | 0,5 | 16,6 | 7,2 | 12,3 x 12,3 |
| 1,8 — 3,2 | 11,4 | ||||||||
| 3,3 — 4,7 | 12,8 | ||||||||
| 4,8 -6,2 | 14 | ||||||||
| M8 | 0,7 — 1,7 | 9,7 | |||||||
| 1,8 — 3,2 | 11,4 | ||||||||
| 3,3 — 4,7 | 12,8 | ||||||||
| 4,8 — 6,2 | 14 | ||||||||
| M10 | 0,7 — 1,7 | 9,7 | |||||||
| 1,8 — 3,2 | 11,4 | ||||||||
| 3,3 — 4,7 | 12,8 | ||||||||
| 4,8 — 6,2 | 14 | ||||||||
| M8 | 0,7 — 1,7 | 20 | 19,4 | 13,5 | 12,6 | 0,6 | 20,5 | 10,4 | 14 x 14 |
| 1,8 — 3,2 | 15 | ||||||||
| 3,3 — 4,7 | 16,5 | ||||||||
| 4,8 — 6,2 | 18 | ||||||||
| M10 | 0,7 — 1,7 | 13,5 | |||||||
| 1,8 — 3,2 | 15 | ||||||||
| 3,3 — 4,7 | 16,5 | ||||||||
| 4,8 — 6,2 | 18 | ||||||||
| M12 | 0,7 — 1,7 | 13,5 | |||||||
| 1,8 — 3,2 | 15 | ||||||||
| 3,3 — 4,7 | 16,5 | ||||||||
| 4,8 — 6,2 | 18 |