(Модифицирано издание, Изменения № 1, 2, 3, 4, 5).
2. Резба - в съответствие с ГОСТ 24705.
(Модифицирано издание, изменение № 4).
3. Позволено е да се направят фаски отстрани на слота или короната.
Пер. Формата на дъното на слота може да бъде плоска, заоблена или скосена. (Въведено допълнително, Изменение № 3).
4. Технически изисквания - в съответствие с ГОСТ 1759.0.
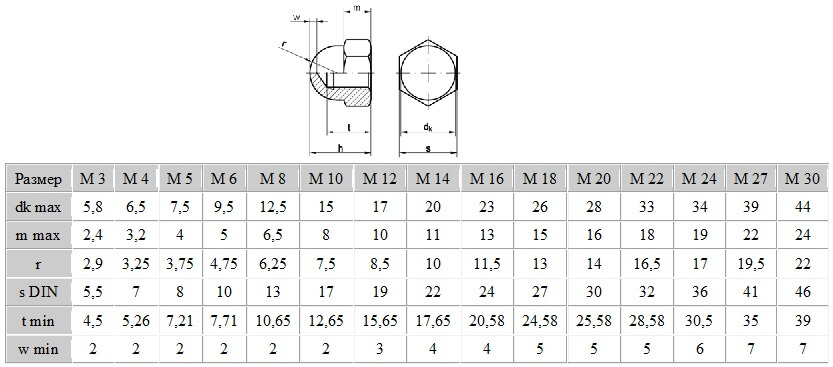
5. Теоретичното тегло на гайките е посочено в допълнение 1.
ПРИЛОЖЕНИЕ 1 Справка
Тегло на стоманените гайки с груба резба
таблица 2
|
Номинален диаметър на резбата d, mm |
Теоретично тегло 1000 бр. ядки, кг |
Номинален диаметър на резбата d, mm |
Теоретично тегло 1000 бр. ядки, кг |
||
|
Изпълнение 1 |
Изпълнение 2 |
Изпълнение 1 |
Изпълнение 2 |
||
|
6 |
2,473 |
_ |
24 |
76,349 |
67,810 |
|
8 |
4,789 |
— |
27 |
116,110 |
103,260 |
|
10 |
9,055 |
— |
30 |
152,560 |
132,570 |
|
12 |
13,129 |
11,096 |
33 |
200,715 |
175,525 |
|
14 |
20,186 |
16,940 |
36 |
248,870 |
218,480 |
|
16 |
26,078 |
22,490 |
39 |
313,540 |
271,320 |
|
18 |
37,303 |
32,850 |
42 |
378,210 |
324,160 |
|
20 |
46,315 |
40,960 |
48 |
570,480 |
486,140 |
|
22 |
66,578 |
59,630 |
ПРИЛОЖЕНИЕ 1. (Модифицирано издание, Изменение № 5).

ПРИЛОЖЕНИЕ 2 Справка
Маса 3 мм
|
Номинален диаметър на резбата d |
10 |
12 |
14 |
22 |
|
Размер "до ключ" S |
17 |
19 |
22 |
32 |
|
Диаметър на описаната окръжност е, не по -малък |
18,9 |
21D |
24,5 |
35,8 |
|
d, не по -малко w ’ |
15,6 |
17,4 |
20,6 |
30,0 |
ПРИЛОЖЕНИЕ 2. (Въведено допълнително, Изменение № 5).
4-2107
ИНФОРМАЦИОННИ ДАННИ
1. РАЗРАБОТЕН И ПРЕДСТАВЕН от Държавния комитет по стандартите на СССР
2. ОДОБРЕН И ВВЕДЕН В ЕФЕКТ с Резолюция на Държавния комитет по стандартите на Министерския съвет на СССР № 141 от 23.01.73 г.
3. Стандартът напълно отговаря на ST SEV 2663-89
Стандартът отговаря на международния стандарт ISO 4032-79, ISO 4035-79 по отношение на размерите до ключ
4. ЗАМЕНЕТЕ ГОСТ 5933-62
5. РЕФЕРЕНТНА РЕГЛАМЕНТНА И ТЕХНИЧЕСКА ДОКУМЕНТИ
|
Определяне на NTD позовано |
Номер на артикул |
|
ГОСТ 397-79 |
1 |
|
ГОСТ 1759.0-87 |
4 |
|
ГОСТ 24705-2004 |
2 |
6. Ограничението на срока на валидност беше отменено съгласно протокол № 4-93 на Междудържавния съвет по стандартизация, метрология и сертификация (IUS 4-94)
7. ИЗДАНИЕ с изменения № 1, 2, 3, 4, 5, 6, одобрени през февруари 1974 г., септември 1979 г., декември 1981 г., октомври 1984 г., март 1989 г., март 1990 г. (IUS 3-74.10-79, 2-82.1- 85, 6-89, 7-90)
Дизайн и размери
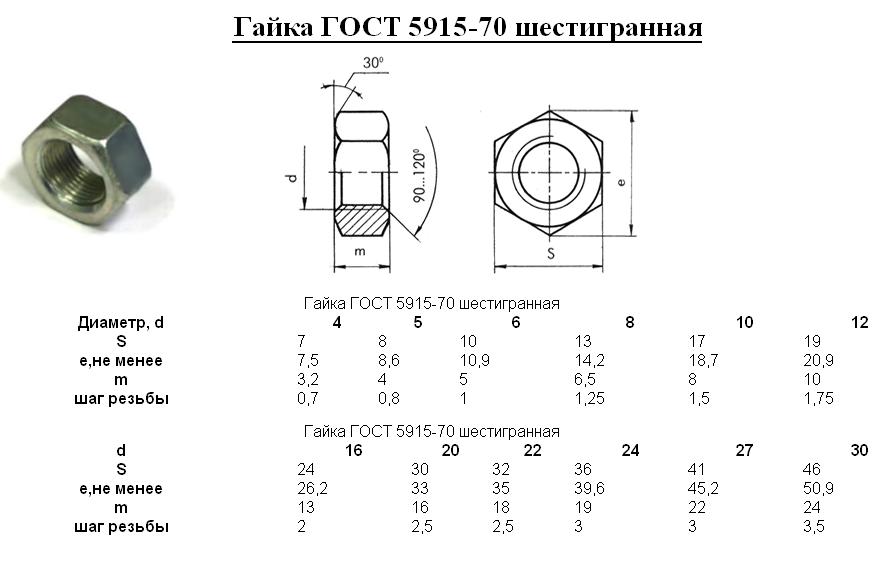
Шестоъгълни тънки прорези и крепежни гайки, клас на точност А. Конструкция и размери
ГОСТ
5933-73
ISS 21.060.20 OKP 45 9500 * 1
Дата на въвеждане 01.01.74
Този стандарт се прилага за шестоъгълни гайки с нисък шлиц и замък от клас А с диаметри на резбата от 6 до 48 мм.
Стандартът е напълно в съответствие със ST SEV 2663-89.
(Модифицирано издание, изменение № 3).
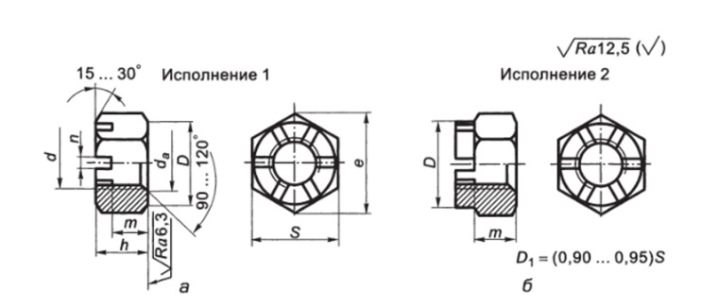
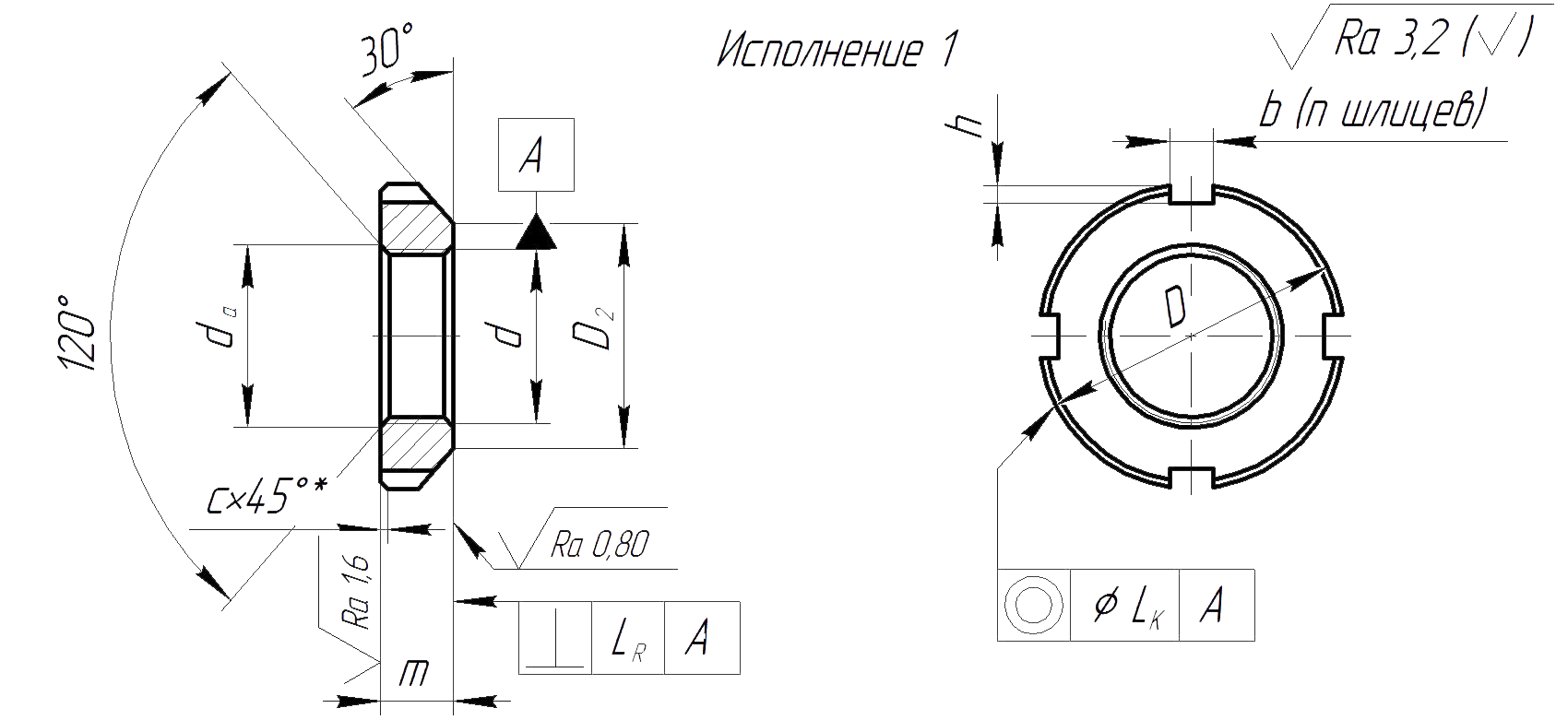
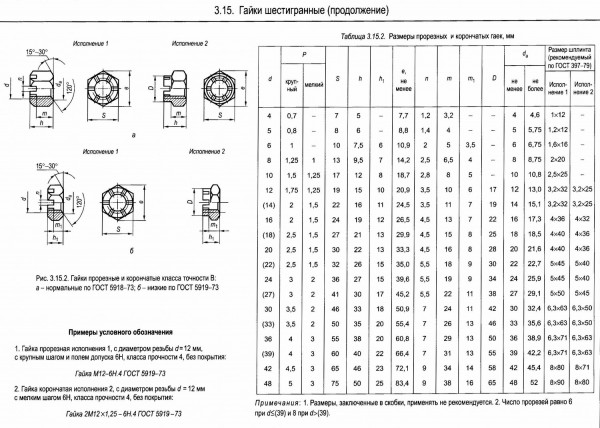
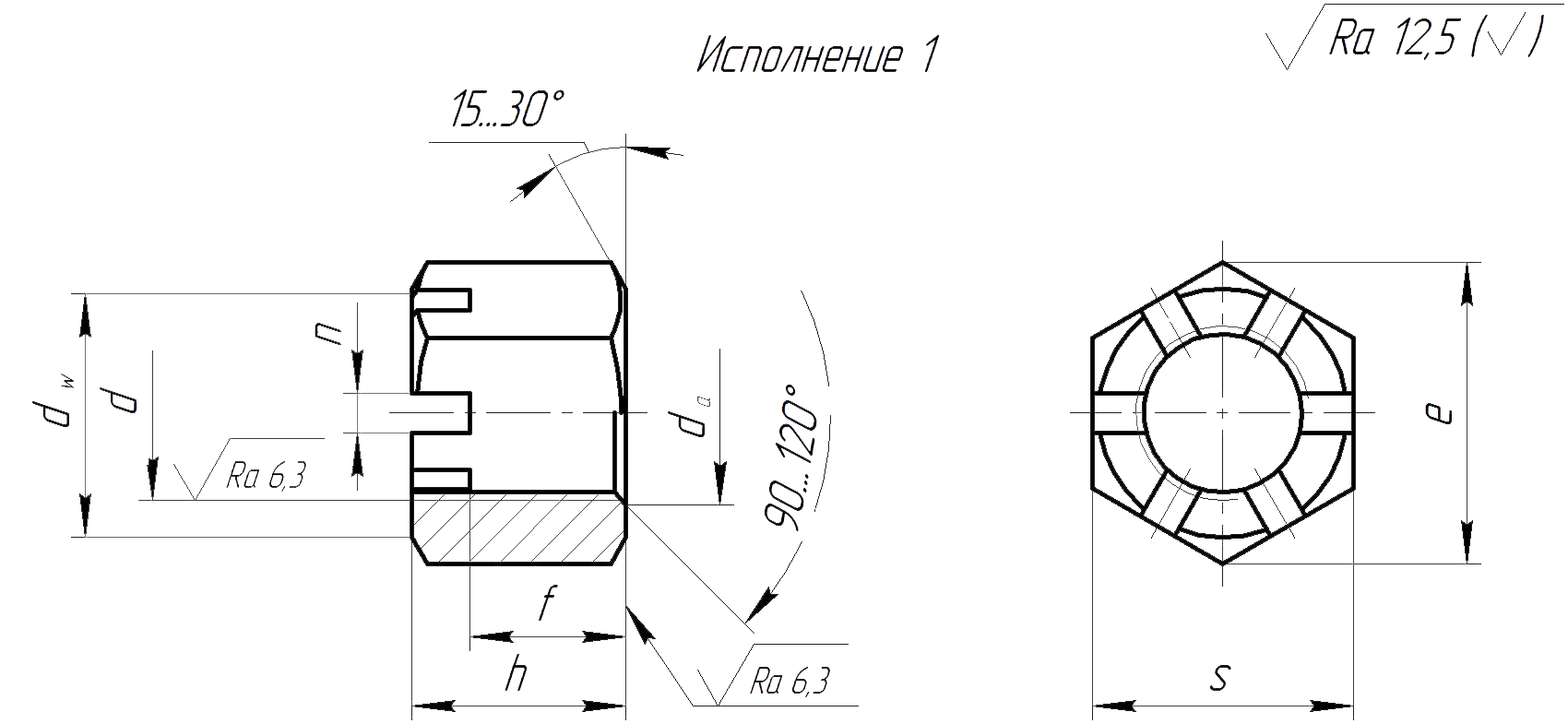
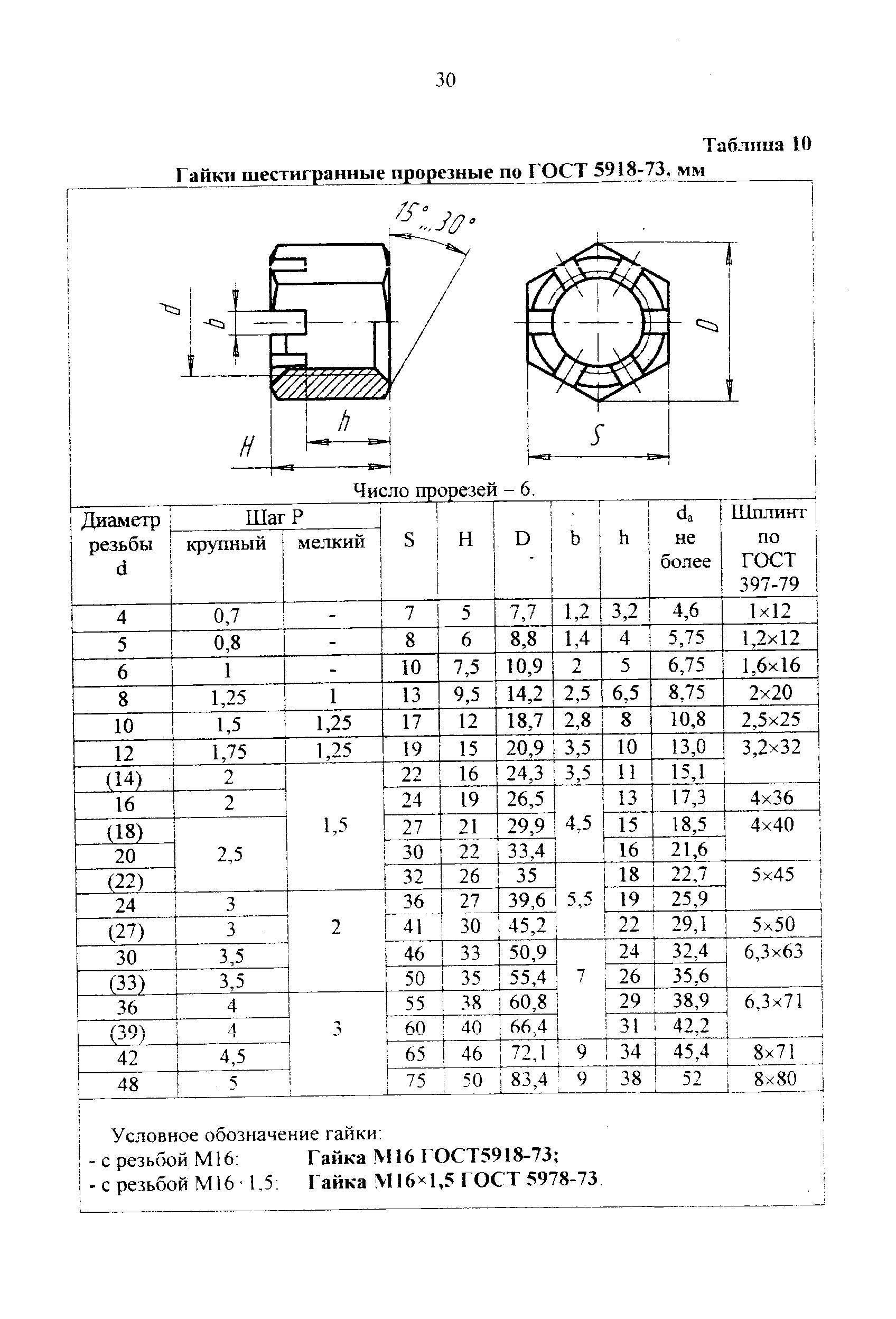
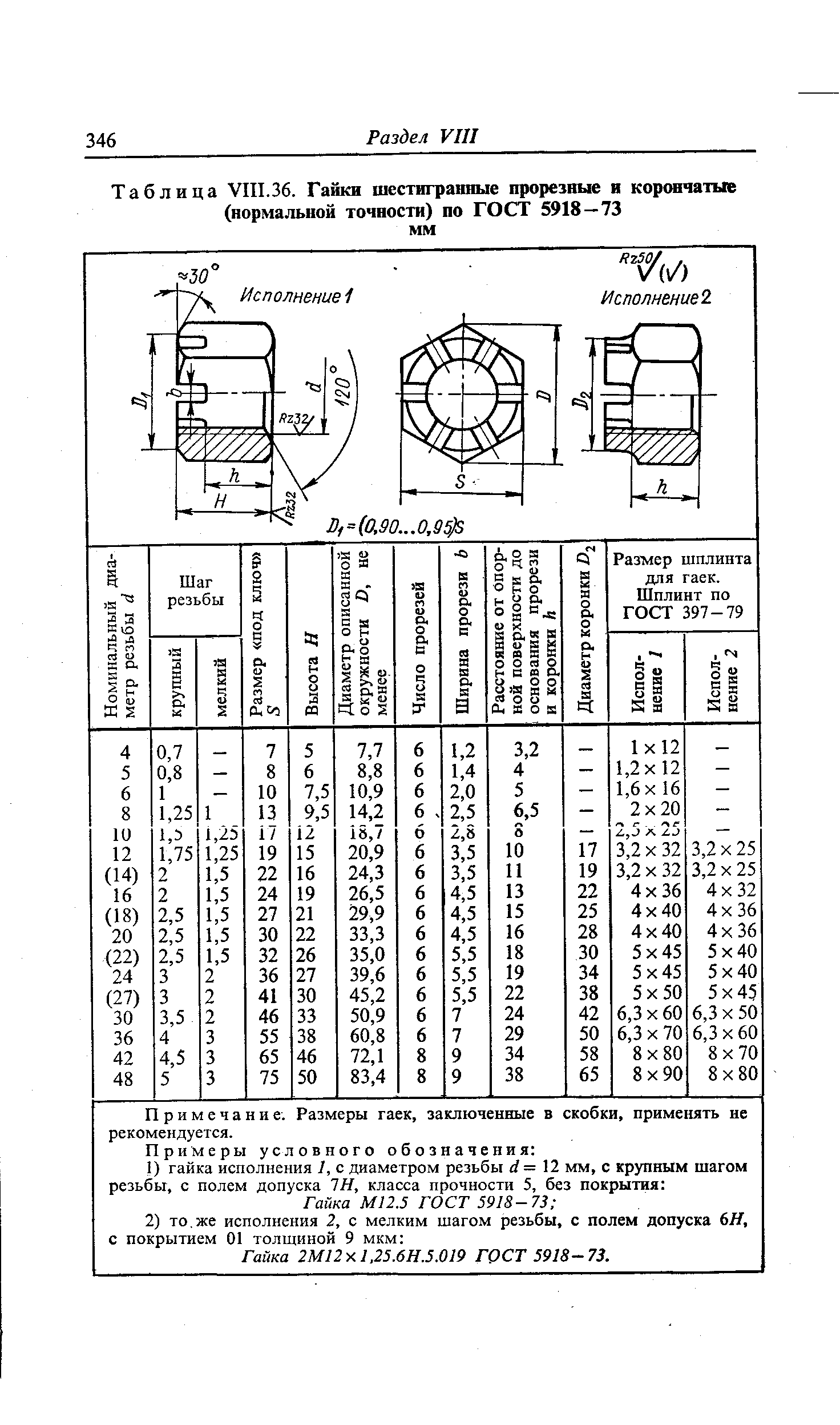
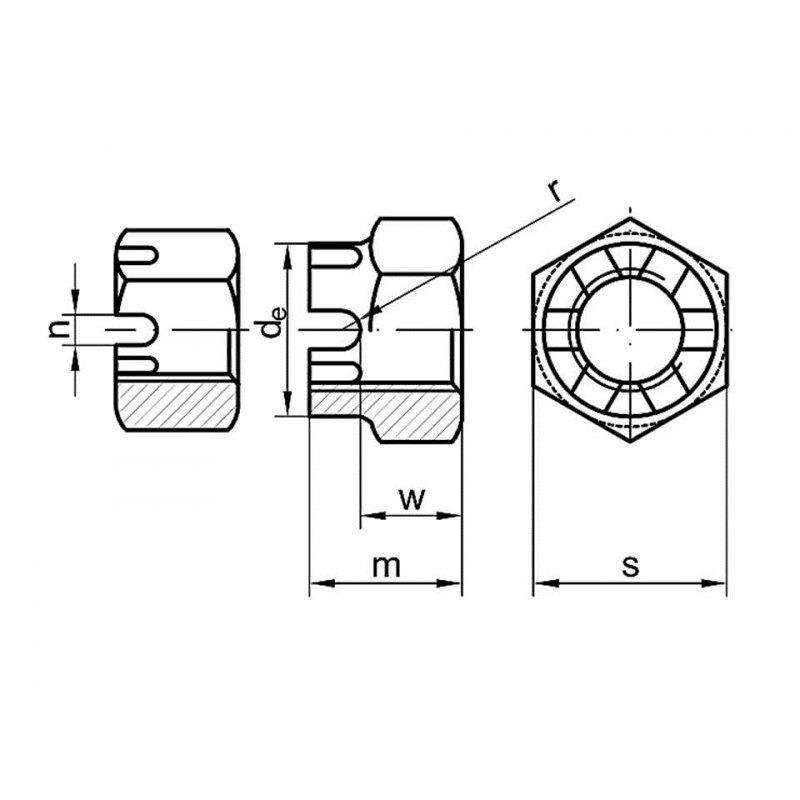
1. Дизайнът и размерите на гайките трябва да съответстват на посочените на чертежа и в таблицата. Версия 1 Версия 2

Официално издание ★
Препечатването е забранено
маса 1
mm
|
Номинален диаметър на резбата d |
6 |
8 |
10 |
12 |
(14) |
16 |
(18) |
20 |
(22) |
24 |
(27) |
30 |
(33) |
36 |
(39) |
42 |
48 |
|
|
Стъпка на нишката |
голям |
1,0 |
1,25 |
1,5 |
1,75 |
2,0 |
2,0 |
2,5 |
2,5 |
2,5 |
3,0 |
3,0 |
3,5 |
3,5 |
4,0 |
4,0 |
4,5 |
5,0 |
|
малък |
— |
1,0 |
1,25 |
1,25 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
2,0 |
2,0 |
2,0 |
2,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
|
Размер "до ключ" S |
10 |
13 |
10 |
18 |
21 |
24 |
27 |
30 |
34 |
30 |
41 |
46 |
50 |
55 |
00 |
05 |
75 |
|
|
Височина h |
7 |
8 |
10 |
11 |
12 |
13 |
13 |
15 |
15 |
17 |
18 |
20 |
20 |
22 |
23 |
25 |
||
|
Разстояние от носещата повърхност до основата на прореза / и короната w |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
7,0 |
8,0 |
8,0 |
9,0 |
9,0 |
11 |
11 |
13 |
13 |
13 |
14 |
16 |
|
|
d, не по -малко I1 ' |
9,0 |
11J |
14,0 |
16,6 |
19,0 |
22,5 |
25,3 |
27,7 |
31,7 |
33,2 |
38,3 |
42,7 |
40,0 |
51,1 |
55,9 |
00,6 |
09,4 |
|
|
Диаметър на описаната окръжност е, не по -малък |
11,1 |
14,4 |
17,8 |
20,0 |
23,4 |
26,8 |
30,1 |
33,5 |
37,7 |
40,0 |
45,6 |
51,3 |
55,8 |
01,3 |
67,0 |
72,6 |
83,9 |
|
|
Диаметър |
не по -малко |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
27 |
30 |
33 |
36 |
39 |
42 |
48 |
|
скоси dа |
няма повече |
0,75 |
8,75 |
10,8 |
13,0 |
15,1 |
17,3 |
19,4 |
21,6 |
23,8 |
25,9 |
29,2 |
32,4 |
35,6 |
38,9 |
42,2 |
45,4 |
51,8 |
|
Диаметър на короната D |
— |
— |
— |
16 |
19 |
22 |
25 |
28 |
32 |
34 |
38 |
42 |
40 |
50 |
55 |
58 |
65 |
|
|
Брой слотове |
6 |
8 |
||||||||||||||||
|
Ширина на слота w |
2,0 |
2,5 |
2,8 |
3,5 |
4,5 |
5,5 |
7,0 |
9,0 |
||||||||||
|
Размерът шплинт (повторно |
Изпълни не! |
1,616 |
2-20 |
2,5-25 |
3,2-32 |
4-36 |
4-40 |
5-45 |
5-50 |
6,3-63 |
6,3-71 |
8-80 |
8-90 |
|||||
|
препоръчва се) съгласно ГОСТ 397 |
Изпълнение 2 |
— |
— |
— |
3,2-25 |
4-32 |
4-30 |
5-40 |
5-45 |
0,3 |
-50 |
0,3-63 |
8-71 |
8-80 |
Бележки:
L Размерите в скоби не се препоръчват.
2, По споразумение между производителя и потребителя е разрешено да се произвеждат гайки с номинален диаметър на резбата от 36 до 48 мм с стъпка на резбата 2 мм.
3. За продукти, проектирани преди 01.01.91 г., е разрешено да се използват гайки с размерите, посочени в допълнение 2.


н
ГОСТ S933-73 S.
пример за символа за гайка от версия 1, диаметър на резбата d = 12 mm, с голяма стъпка на резбата с поле на толеранс 6H, клас на якост 04 без покритие:
Гайка М12-6Н. 04 ГОСТ 5933-73
Същата, версия 2, с фина стъпка на резбата с поле на толеранс 6H, с покритие 01 с дебелина 9 микрона:
Гайка 2M12 ■ 1.25-6N.04.019 ГОСТ 5933-73
Особености
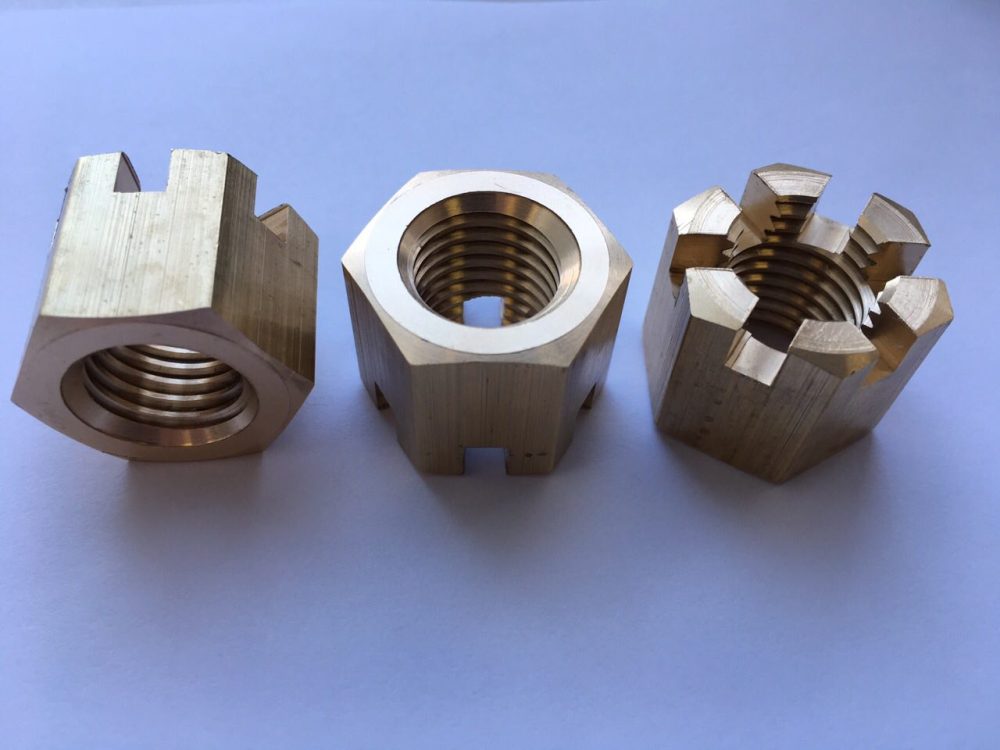
Това е вид метални изделия с вътрешна резба, предназначени за закрепване на части на особено критични места.
Външно кастелирана гайка прилича на шестоъгълник с прорези, изрязани вертикално (броят на шлиците може да е различен, това се влияе от диаметъра на резбовата връзка). Поради този необичаен външен вид той получи името си. Тези "зъби" са основната характеристика на тази закопчалка.

В болта има специален отвор, след затягане на гайката в него се вкарва шплинт или се фиксира с предпазен проводник. В резултат на тези манипулации връзката придобива допълнителна надеждност.
А също и коронарните продукти се характеризират с повишена сложност на производството. Този процес отнема много повече време от освобождаването на конвенционалните гайки с използваните методи за щамповане или отливане.


Най-често срещаният метод за производство на кастелирани гайки изглежда така: взема се многостранна пръчка с необходимия диаметър, заготовките се нарязват и впоследствие се обработват механично. Поради тези допълнителни усложнения по време на производството, продуктите от този тип са по -скъпи.
Приложения
Преди да закупите ядки с кастели, е много важно да определите средата на употреба и предназначение. Ако крепежните елементи ще се използват при нормални условия, тогава можете да закупите и използвате хардуер от обикновена стомана
В случай, че околната атмосфера предполага неблагоприятни обстоятелства, препоръчително е да използвате продукти, изработени от материали, устойчиви на корозия. И ако средата е химически агресивна, опциите от неръждаема стомана или цветни метали са най-добри. Всички замъчни ядки се предлагат в различни дизайни.

Тези крепежни елементи се използват широко в различни индустрии, много често се срещат в ежедневието. Те са се доказали най-добре в автомобилната промишленост, производството на вагони. Те са незаменими и в механизми, които постоянно се сблъскват с големи натоварвания или повишени вибрации.

В следващото видео ще научите как можете да използвате орех.
Изгледи
Основният регулаторен документ, според който се произвеждат кастелирани и нископрорезни гайки, е ГОСТ 5918-73. Използва се и европейският стандарт DIN 935, според който даден продукт се счита за прорезен с диаметър на резба М10, а над него е кастелиран.
Всички крепежни елементи са разделени на три типа според класа на точност:
- А (увеличен);
- B (нормално);
- C (намален).
Кастелираната гайка принадлежи към клас В.

Друга характеристика е силата. Общо има 7 класа на сила, но в реалния живот професионалистите обикновено идентифицират продукти с нормална якост и висока. Експертите казват: за дълъг експлоатационен живот на резбова връзка е необходимо болтовете и гайките да отговарят на същия клас на якост. А за максимална надеждност закопчалката трябва да е по -надеждна от болта, поне на една стъпка и обезопасена с щифт.

Третият параметър е височината. Ядките могат да бъдат ниски, високи или удължени. Височината на продукта се определя по следния принцип: 0,5-0,6 диаметъра на резбата за малки, за втория тип - 1,5, за увеличени - 3.


Хардуерът с прорези и корона се предлага в ниски и обикновени версии.
Материалът, от който са направени тези продукти: това са различни видове стомана - както конвенционални, така и неръждаеми, цветни метали или пластмаса.
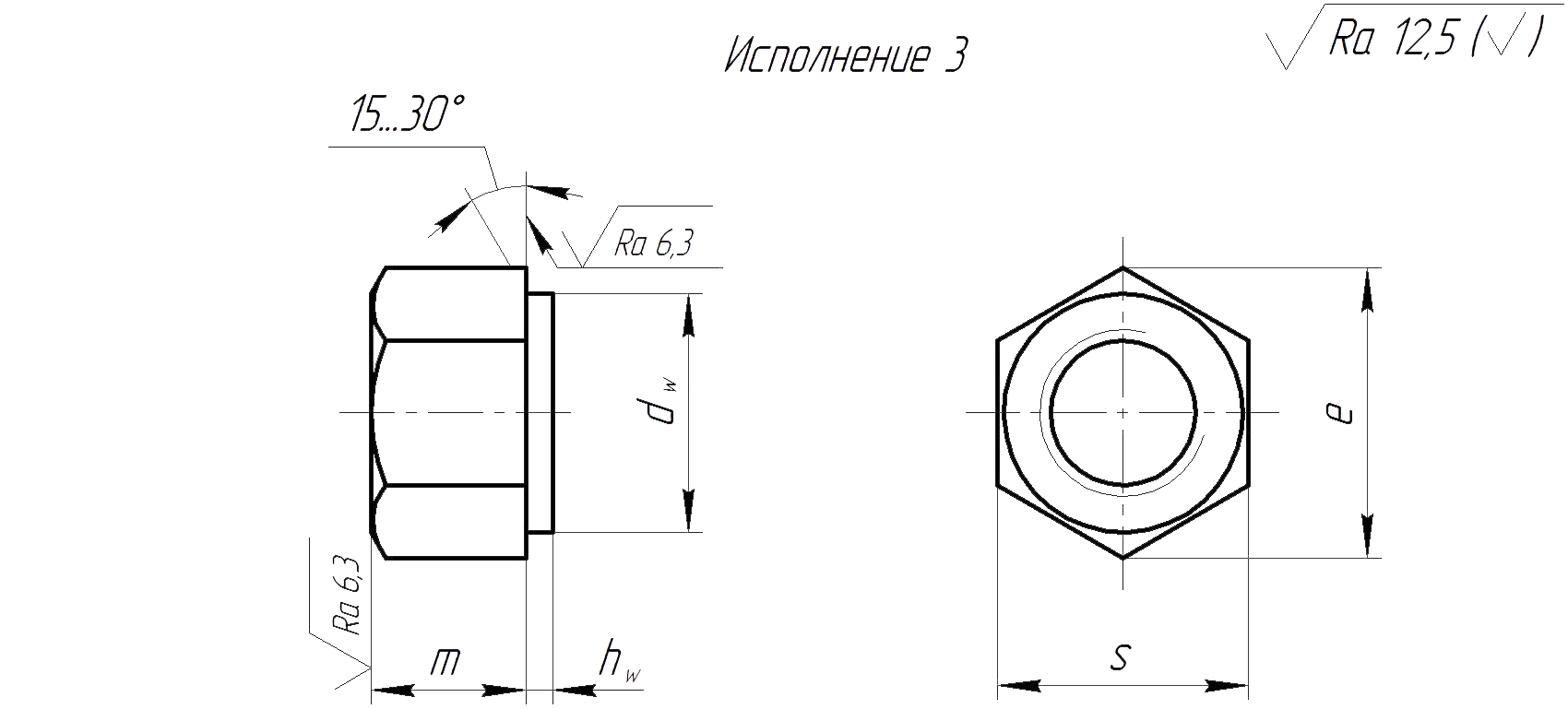
Формата на продуктите е предимно шестоъгълна, но се срещат и октаедри. Също така те могат да бъдат конструктивно изпълнени в два типа, с фаска (версия 2) и без (версия 1).