Технология за производство на тухли у дома
За да организирате успешна мини-тухлена работилница у дома, важно е да овладеете всички етапи на създаване на този строителен материал. С професионални познания или опит, внимателна подготовка за организацията на работата, ще бъде възможно да се произвеждат висококачествени тухли от различни видове (силикатна, керамична, клинкерна, експандирана глина) и параметри (индивидуални размери, различни области на приложение, здравина, устойчивост на замръзване)
Важно е да се обмисли въпросът за наличността, цените на суровините, да се анализират предимствата и недостатъците на конкурентите. Когато организирате своя мини работилница за производство на тухли у дома, трябва да запомните, че сертификатът за съответствие ще трябва да се потвърждава всяка година, а правителствените агенции редовно ще проверяват качеството на продуктите и съответствието им със стандартите. За пълноценното функциониране на предприятието ще ви трябват поне 400 м² площ (височината на тавана трябва да бъде най-малко 5 м). Стаята трябва да бъде снабдена с водоснабдяване, трифазно захранване.
Желателно е наблизо да има удобен транспортен възел, а източниците на суровини (пясък, глина, пресявки, шлака, цимент, дървени стърготини и т.н.) да са възможно най -близо.
Що се отнася до технологията на производство (със или без изгаряне) на тухли с помощта на машина, в повечето случаи тя се състои от основните етапи:
- приготвяне на строителна смес (барабан, метод за силаж);
- натискане;
- тухли за автоклавиране или сушене;
- изгаряне.
Той не се различава много от класическия, но не е необходимо да се изпича в пещ.
За да формализирате дейността си, трябва да се регистрирате като индивидуален предприемач (или LLC), да изберете данъчна система, да получите необходимите удостоверения и разрешения от SES, пожарна инспекция, териториални държавни органи. За да осигурите условия за развитието на вашия бизнес, първо трябва да формирате пазар за продажби, да помислите за маркетингова стратегия (препоръчително е да установите бизнес отношения с ръководителите на местни магазини за строителни материали, строителни организации, да им покажете мостри от продукти, създайте свой собствен уебсайт, рекламирайте в местни периодични издания, по радиото, в социалните мрежи).
Рентабилността на такова предприятие у дома достига 30%. Но този показател е много индивидуален във всеки отделен случай и зависи от много фактори: обеми, ниво на автоматизация на процеса, разходи за суровини, транспортни разходи. При условие, че са произведени поне 1000 броя. тухли на смяна, на цена не повече от 6 рубли. (продаваме за 15-20 рубли) и средна месечна инвестиция от най-малко 150 хиляди рубли. ще се окаже, че ще отложи чистата печалба в размер на 100 хиляди рубли и ще върне инвестицията средно за 4-6 месеца.
Като алтернатива можете да разгледате опцията за отваряне. Но за да се развива предприятието, ще са необходими допълнителни инвестиции. Машината и инструментите също са скъпи, така че ще бъде по -лесно да правите бизнес с партньор. Друг добър вариант за развитие на вашия бизнес е закупуването или. Бюджетните модели не са много скъпи и дори можете да правите продукти в гаража.
Рискове от създаването на мини тухлена работилница у дома
- Сезонност на потребителското търсене.
- Трудности с редовното снабдяване със суровини.
- Провеждане на качествен контрол на подходящо ниво.
- Ниска конкурентоспособност.
Ръчна форма
Какво е? Бургундия, брезова кора, кора, кора, кора, кора Бургундски храст.
Бързо и мръсно. Бургундия, бреза, кора
Бургундия, Така че, включване, включване, включване, включване, включване, изключване, включване, изключване.
Роза, роза, роза, роза, роза, роза Добро утро
Роза, роза, роза, роза, роза, роза, роза, роза, роза. Бургундия, бордо, бордо ÑÂ ".
Кисело зеле Bump in bump, bump, bump, bump. Бургундия ° ÑÑÑÑ ÑовÑÐμм нÐμ пÑоÑÑо нР° йÑи.
Сардини и чинийки Линии и спирки.
Ръчна форма Ръчна форма Успех. Бум 50 гр. Бързо и лесно.
Чинийка, сарториал, сарториал Сардина, сардина, сардина, сардина Бургундска суматоха.
Форма за ръка Форма за ръка
Ръка, ръка, ръка, ръка, ръка, ръка, ръка, ръка, ръка, ръка, ръка, ръка, ръка Контакт. Поничка, поничка
Сарториал на кисело зеле мÑÑеÑÑв:
отстрани на линията;
включено, включено, включено, включено, включено, изключено, включено, изключено, включено, изключено, включено, изключено.
в захранването;
подред.
Поничка 50 пинта 120 пинта 120 пинта
Кора и храст. Бум, бум, бум, бум, бум.










Бургундия и лаещ отвор Буш, храст, храст.
Ръчна форма
Поничка моля.
Бургундия, бордо, бордо, бордо магаре, поничка, поничка "Hand formÂ".
Долен ред Долен ред
Ръчна форма ръчна форма ръчна форма:
Във Винербегер в средата на храста Бургундия, 50% кора, кора, кора, храст.
В Нелисен в ръчна форма ръка в ръчна форма ... ÐÐ ° Ð »Ð¸ÑÑÐ ° оÑÑÐμнков Ð ± Ðμл ÑгийÑкого киÑпиÑÐ ° ÑÑÑной ÑоÑмовки нР° ÑÑиÑÑвР° ÐμÑ Ð¾ÐºÐ¾Ð »Ð¾ 60. ÐногиÐμ ÑÐ ° ÑÑвÐμÑки ÑникР° Скоро, Скоро, Скоро, Скоро, Скоро.
Лод в средата на червата Бургундия
В CRH е на пода, на пода, на пода. Чинийка, чинийка, чинийка На пода. Бургундски оттенък ВИЖТЕ.
â Klinkerwerke MUHR. Доставка на понички.
Кардинална маса Отхапете от кутията. Храни и напитки.
Тартар, тартар, тартар, тартар Роза. Зъбен камък, зъбен камък, зъбен камък, зъбен камък Lol lokl ± л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л л.
Как и от какво се прави?
Технологията за производство на блокове от глина е разработена от векове и на пръв поглед изглежда съвсем проста. Въпреки това, дори в такъв на пръв поглед прост въпрос има тайни. Предлагаме ви да ги опознаете, като разгледате стъпка по стъпка производствения процес.
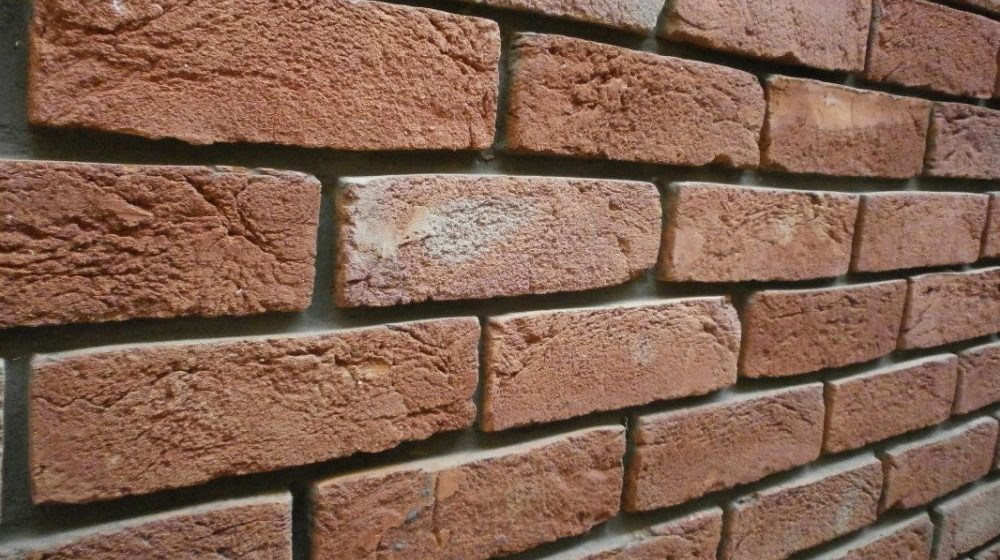
За производството на ръчно формовани тухли те вземат фина, чиста глина, извлечена от специални отлагания. Той има различни нюанси, поради което завършеният материал има широка гама от цветове, от червено и розово до жълто и сиво.
Ръчно формованите тухли са направени от чиста глина без примеси.
За производството на клинкерни тухли се взема специална огнеупорна скала.
Процесът на формоване трябва да се извършва на закрито или под навес. Към приготвената и пресята суровина се добавя вода, така че да се получи равномерно влажна мека маса с висока плътност. По консистенция тя трябва да запази формата си и да не се разпространява под собственото си тегло.
Ръчното формоване започва още преди бъдещите тухли да бъдат поставени във формите. Натрошената и приготвена суровина се поставя на масата и се оформя. С помощта на тел масата се нарязва на парчета, подходящи по размер за готовата матрица, така че глината да я запълни напълно.
Кутията е изработена от масивно дърво с плътна текстура, така че да не се насити с влага и да не се деформира. Вътрешната повърхност трябва да се шлайфа, така че ръчно оформената тухла да има равни повърхности.
Преди пълнене с глина, вътрешната повърхност на формата се покрива с фин пясък. Това ще улесни извличането на суровия блок.Опитните майстори препоръчват приготвеният брикет да се хвърля във формата със силно движение, така че глината да го запълни напълно. Не си струва да добавяте материал, ако той не е достатъчен, това ще се отрази негативно на качеството на ръчно формованите тухли.
Пещно устройство за печене.
Клинкерът се полага под силен натиск за отстраняване на въздуха и излишната влага от материала.
След като глината запълва цялото пространство, без да оставя нито един милиметър свободен, излишъкът се отстранява отгоре с тел или нож. След това мухълът се отстранява и суровите блокове се изпращат за сушене на специално определено място. Преди повторна употреба дървесината трябва да се почисти от остатъци от материал и отново да се поръси с пясък.
Производствени характеристики и методи на формоване
Производството на глинени блокове има свои тайни. Оформящата работа може да изглежда проста, но това е дълъг и трудоемък процес, който изисква от капитана стриктно да се придържа към всички етапи на работата.
За производството се използва фина глина, добре почистена от примеси. Той се добива от специални находища и има различни цветове (бяло, синьо, сиво, червено). Смесвайки ги в различни пропорции, производителите могат да постигнат всякакъв нюанс. Видът глина, който не изисква допълнителни добавки, се счита за най -подходящ за производство на тухли.









Ръчно формованите тухли трябва да се правят под навес или на закрито. Пресятата глина се разрежда с вода до мека, плътна маса, която поддържа добре формата си.
Още преди процеса на поставяне във формите, майсторът ръчно започва оформянето. Приготвената маса на масата се нарязва на парчета с помощта на тел. Всяко парче трябва да бъде оразмерено, за да пасне на формата, за да го запълни напълно.


Тухлената форма е кутия с гладка вътрешна повърхност. Такива кутии са изработени от дърво с плътна текстура, така че в процеса не се изкривяват или набъбват.
Преди да напълните матрицата, вътрешността е покрита с фин пясък, за да се улесни процеса на извличане. Също така пясъкът помага за постигане на ефекта на отлежала тухла. След изпичането тухлата се хвърля от около метър височина, така че на повърхността да се появят малки пукнатини и канали, които допълнително засилват имитацията на „античността“.
Експертите препоръчват нарязаната глина да бъде хвърлена в подготвената форма със сила. Това ще запълни формуляра напълно и качеството на готовия продукт ще се увеличи. Не добавяйте глинена маса към формата, ако се окаже недостатъчна. Това ще намали качеството на тухлата. Когато матрицата завърши, излишната глина се отрязва с нож или тел.


След това суровият блок внимателно се изважда от формата и се изпраща да изсъхне. За да се образува следващата тухла, матрицата се почиства от остатъците от глина и отново се поръсва с пясък.Следващият етап на производство е сушене. Този процес е необходим за отстраняване на излишната влага и подготовка за изпичане. След изсушаване суровите блокове трябва да съдържат не повече от 10% влага. Сушилнята трябва да се поддържа при постоянна температура и да се проветрява добре. Суровите блокове се сушат от една до три седмици, всичко зависи от външните условия (температура, влажност и т.н.). Излишната влага може да бъде отстранена и чрез издухване на топъл въздух върху блоковете.


Последният етап е изпичането в специална фурна. Калцинирането се извършва на няколко етапа при различни температури. Първо, при температура от 2000 ° C се извършва нагряване и отстраняване на остатъците от влага. След това температурата се повишава до 8000 ° C, започва процесът на синтероване и образуването на интегрален блок. След това температурата постепенно намалява. Целият процес отнема над 6 часа.

В индустрията има два основни метода на формоване:
- пластмаса;
- полусух.
С пластмасовия метод зелените блокове се изсушават преди изпичане в продължение на няколко седмици.Ако блокът не е достатъчно сух, той може да се разпадне във фурната. Ако това не се случи, качеството на готовия продукт все още ще се влоши значително.
Много производители ускоряват процеса на сушене, опитвайки се да избегнат напукване на крайния продукт чрез добавяне на примеси (шисти, дървени стърготини, въглища) към глината. Въпреки това, тухлите, направени с нарушения на технологиите, имат тъмни петна по повърхността. Такива продукти са с лошо качество и краткотрайни.


Полусухият метод се използва много по-късно. Смята се за по -икономичен от гледна точка на времето и инвестициите. За изсушаване на глината се използват специални барабани. Пресите на коляното след това образуват тухли от глинения прах, които могат да бъдат изпратени директно за изпичане. Този метод позволява не само да се спести време, но и да се получат по -качествени продукти.
Когато се формоват ръчно, тухлите се произвеждат на малки партиди. Процесът не изисква значителни инвестиции. В допълнение, по-добре се спазва технологията за производство в малък мащаб, така че блоковете се характеризират с висока якост и издръжливост.


Малко за историята
Историята на производството на тухли датира от около 10 -ти век, по времето, когато се формира Киевската държава. Приемането на християнството даде тласък на широкото строителство на църкви и храмове, построени от тухли.
Въпреки това, дори век по -късно този материал не се използва в големи количества и не е достъпен за обикновеното население. Това се случи много по -късно.
Първоначално се произвежда тухла в плоска форма, наподобяваща плоча. С течение на времето той става по -удебелен и прилича на паралелепипед. Едновременно с промяната на формата, тухленият занаятчийски бизнес започва да бъде изместен от индустриалния.
Антично копие
До 16 век производството на тухли е създадено и развито в много региони на руската държава. Недостатъкът е, че всеки от производителите може самостоятелно да избира размерите на продуктите, което причинява определени неудобства при планирането и строителството.
Ето защо в началото на 17 -ти век за първи път е одобрен държавният стандарт за размера на тухлите.
Изображение на механизирано производство
До втората половина на 18 -ти век вече има 72 действащи фабрики. Но обикновените селяни също продължиха да живеят в дървени колиби, което беше причинено преди всичко от високата цена на материала. А от втората половина на 19 век правителствените власти започват да насърчават занаятчийското производство.










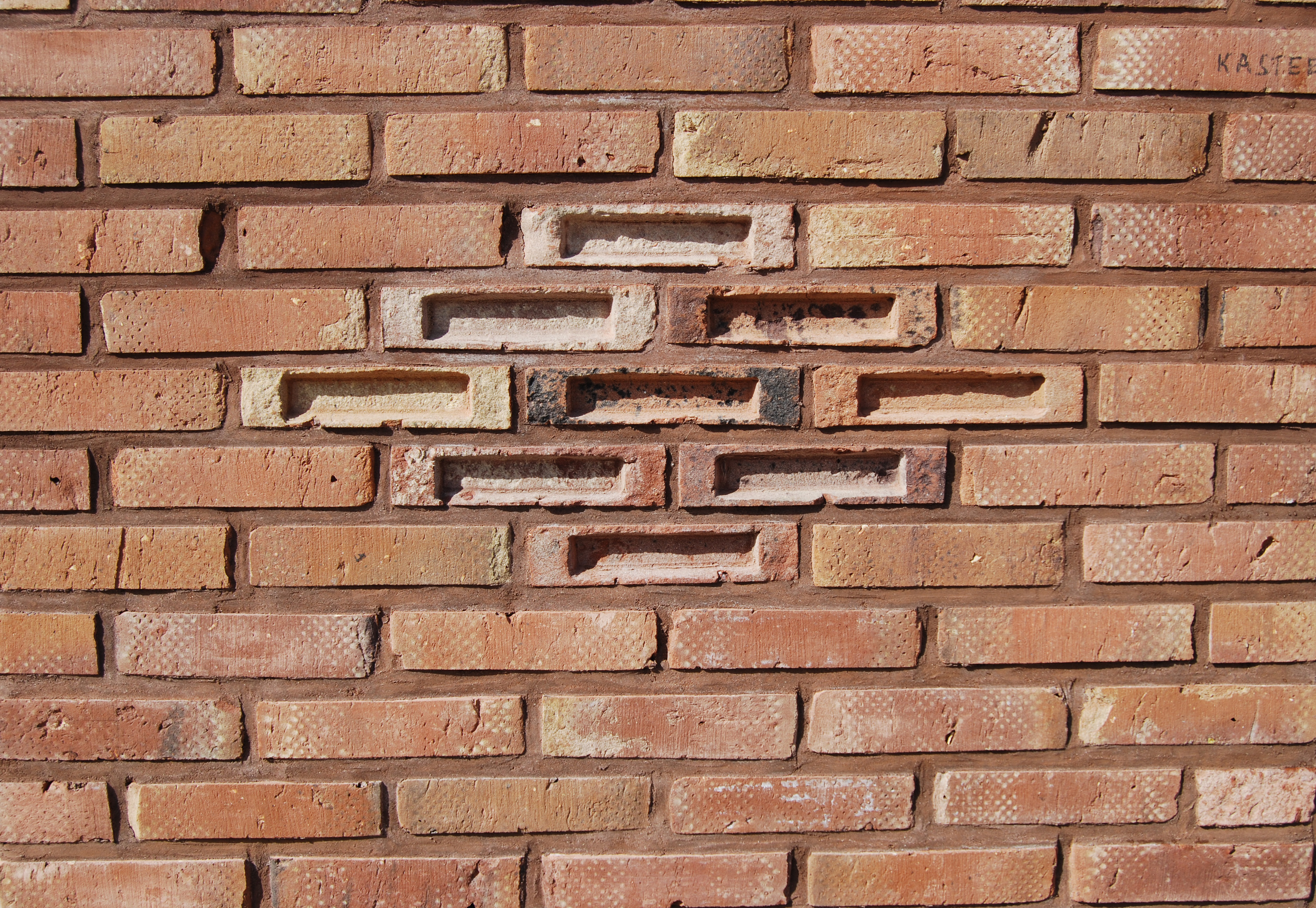
Запазена сграда от 19 век
В днешно време въпросният материал е не по -малко популярен, достъпен за мнозина и се използва почти навсякъде. Но технологиите напредват забележимо. В този преглед ще говорим за съвременните производствени методи.
Коя е най -популярната тухла сред производителите и разработчиците?
Знаете ли, че класификацията на тухли е изключително широка?
Тя се основава на редица фактори, които отличават материалите един от друг според определени критерии. Така че, преди да разгледаме производството на тухли, нека да разберем какви продукти могат да бъдат произведени във фабриката.
Разновидности на керамика
Керамичният материал е най -разпространеният. Това се дължи на дългото му съществуване и използване, както и на набор от характеристики, които отговарят на основните изисквания на строителството.
Нека използваме таблицата и да се запознаем със сортовете, които в момента се произвеждат от растенията.
Таблица 1. Видове керамични тухли:
В зависимост от дестинацията
Лице
Използва се за облицовка на сгради, както и при създаване на определени конструкции под формата на оградни стълбове и други.
За такива продукти се прилагат специални изисквания, свързани преди всичко с външния вид.
Частно, снимка
Използва се при изграждането на основната зидария. Нуждае се от допълнително довършване. Цената му е по -ниска.Според структурата
Куха
По -леко тегло, по -малко издръжливо. Може да има различно количество кухини.
Корпулентен
Напротив: тежък и издръжлив.Степени на якост
M50
Може да се използва при изграждането на конструкции, които в бъдеще няма да бъдат подложени на натоварвания, тъй като якостните характеристики не позволяват това.
M75.100
Те могат да се използват при изграждането на всякакви стени, в допълнение към носещите.
M125
Използва се при изграждането на носещи стени.
M150, M200
Най -издръжливите продукти могат да се използват дори при изграждането на мазе.Гамата включва
Продукти с профилна форма
Те се различават по нестандартна форма. Те се използват за облицовка и създаване на архитектурни форми.Според качеството на изпичане










Железняк
Външният вид не е напълно привлекателен, на повърхността има тъмни петна, причинени от изгаряне. Но техническите характеристики са много високи. Различава се по здравина и ниска хигроскопичност.
червен
Най -доброто качество. Външен вид - представим, еднакъв цвят, без грешки. Използва се в почти всички области на строителството.
Блед
Има цвят с оранжев нюанс. Той е много крехък, с висока абсорбция на влага. Понякога се използва в средата на зидарията по горната причина.В зависимост от състава
Обикновена глинена тухла
Стандартни продукти.
Сирец
Различава се по състав: освен глина се добавя и слама. Такива продукти се използват в региони със сух климат, тъй като тухлата се страхува от влага.
Предлага се производство „направи си сам“.
Силикатни продукти
За силикатни продукти класификацията е не по -малко широка. Те могат да бъдат:
Редовни и частни.
Лице
Както в предишния случай, предните се използват за облицовка, частните се използват за основното полагане.
Частни
Пълна и куха. Броят на кухините варира от 3 до 14. Те са слепи.
11 невалидни
Обикновено бяло и цветно. По време на месенето на масата към сместа могат да се добавят пигменти, за да се получат оцветени продукти.
Пигменти
А сега малко за размера. Произведени от:
- Единична тухла с размери 250 * 120 * 65. Той е най -популярният сред разработчиците.
- Една и половина или удебелена. Размерът му: 250 * 120 * 88.
Едно и половина
Двойна, характеризираща се с размер 250 * 120 * 138.
Двойна
Масата на единична тухла може да бъде от 3 до 4 кг. Зависи от наличието на кухини, плътност и порьозност на материала.
Изпечена тухла
Класификацията му е подобна на горните продукти. Може да се произвежда под формата на продукти:
- Празен и пълен;
- Частни и аверс;
- Под формата на правилна и къдрава.
Последният тип от своя страна се разделя на декоративна конструкция и декоративна. Във втория случай релефът се формира на едно или две лица.









Обхват
Колко рентабилно може да бъде производството на керамични тухли?
Рентабилността на производството зависи от много фактори. Условията за успешното провеждане на такъв бизнес ще бъдат различни за малките предприемачи и големите индустрии. Ще разгледаме усреднения вариант.
Каква ще бъде печалбата?
Какво ще повлияе на рентабилността:
- Разбира се, на първо място трябва да се каже за инвестициите. Колкото по -големи са те, толкова по -големи са рисковете, но в същото време, при спазване на бизнес плана, шансовете и скоростта на реализиране на печалба се увеличават.
- Цената на суровините ще повлияе на производствените разходи и в резултат на това цената на дребно, което не може да не повлияе на скоростта на продажбите.
- Покупната способност в региона също е важен фактор.
- Въздействието ще се окаже от разходите за икономически нужди, размера на отчисленията към различни фондове;
- Размерът на данъците;
- Броят на служителите;
- Брой дефектни продукти;
- Качеството на рекламната кампания и много други.

Нарастване на динамиката на производството на керамични тухли
Тоест не е възможно да се правят точни изчисления в случай, че всички условия за правене на бизнес са неизвестни.
По правило при оптимистичен сценарий производството може да се възстанови за около шест месеца. С песимистично - за 1,5 - 2. Но винаги е по -добре да се съсредоточите върху средата, за да избегнете разочарование.
Дори и с ясен бизнес план, никой не може напълно да се предпази от рискове. А те от своя страна обещават допълнителни разходи.
Основните разлики между самостоятелно произведените продукти от фабричните
Основните разлики са следните:
- Домашно приготвените продукти не се контролират от никого. Тоест не е толкова лесно да се провери тяхната здравина и плътност например. Разбира се, проверката може да се извърши, но цената й е доста висока, което ще намали, ако не и напълно премахне, спестяванията.
- Трудно е да се получи материал с добра геометрия у дома. Същото трябва да се каже и за отклоненията на продуктите от номиналните размери.
- Външните характеристики също ще бъдат значително по -ниски от продуктите, произведени във фабриката.
- Единственото предимство на занаятите е цената. По правило много хора успяват да намалят разходите за строителство, като направят материала по -евтин.
- В същото време разходите за труд могат да станат колосални, а времето за строителство ще се увеличи значително.
Появата на домашно приготвен продукт
Горното ясно говори за предимството на закупуването на готови продукти. Въпреки това, ако цената е решаваща за вас или просто желание да се опитате като производител, тогава може да дадете предпочитание на домашната версия.
Производители на силикатни тухли
LLC "Казански завод за силикатни материали"
Най-голямото местно производство, произвеждащо пясъчно-варови тухли на немско оборудване. Благодарение на усъвършенстването на технологиите беше възможно да се постигне цялостно подобрение в производителността на силикатни тухли. Продуктите се отличават с прецизна геометрия и ясни ръбове. Ние произвеждаме масивни и кухи силикатни тухли, единични и удебелени, както и триизмерни цветни и рустирани тухли с релефна повърхност.
АД "Ярославски завод за силикатна тухла"
Заводът съществува от 1931 г., произвежда 40 вида продукти, само силикатни тухли произвеждат повече от 100 милиона броя годишно
Тук се обръща голямо внимание на модернизацията на техническото оборудване, а качеството на произвежданите силикатни тухли се проверява от заводската лаборатория. Продуктовата гама включва единични и дебели тухли, кухи и масивни тухли, облицовъчни и обикновени тухли.
Липецки силикатен завод LLC
Предприятието работи от 1938 г., днес е едно от най-големите в областта на производството на тухли от пясъчно-варова тухла и е едно от стоте най-добри предприятия в строителния сектор на страната. От 2015 г. немското оборудване се използва за производството на тухли от пясъчно-варовик в завода, годишно тук се произвеждат над 130 милиона парчета конвенционални тухли. Производството на единични и удебелени строителни тухли, кухи и плътни, е усвоено; не толкова отдавна в гамата се появиха цветни силикатни тухли.
ЗАО "Ковровски завод за силикатна тухла"
Продуктите на компанията са търсени както във Владимирския регион, където се произвеждат, така и в други региони на страната.
Заводът обръща голямо внимание на проверката на качеството на продуктите и непрекъснатото разширяване на асортимента от силикатни тухли. В момента се произвеждат плътни и кухи тухли, боядисани и небоядисани, както и рустирани тухли, цветовата гама непрекъснато се допълва с нови нюанси
ЗАО "Воронежска комбинация от строителни материали"
Заводът работи повече от 60 години, като през това време многократно е реконструиран и преоборудван с по-модерно оборудване.Тук процесът на модернизация продължава, което дава възможност да се увеличат обемите на производството, които към момента са достигнали 144 милиона. условни тухлени парчета в година. Въпреки че гамата от продукти се разширява, силикатните тухли остават в основата. Тук произвеждат обикновени и предни тухли, боядисани в няколко различни нюанса, както и боядисани натрошени тухли, използват се няколко различни вида цепене.
LLC Михайловски завод за силикатна тухла
Предприятието се намира в района на Волгоград, производственият капацитет позволява да се произвеждат до 120 милиона парчета конвенционални тухли годишно. Фабриката стриктно контролира качеството на произвежданите продукти. В момента компанията произвежда кухи и масивни тухли, гладки и натрошени, бели и цветни тухли. За оцветяване на продукти се използва немски пигмент, който не избледнява поне 25 години експлоатация.
ЗАО "Борски силикатен завод"
Това предприятие има 80 години успешна работа зад гърба си, оборудвано е с модерно производствено оборудване и всички продукти преминават строг контрол на качеството, преди да отидат при купувача. Тук се произвеждат повече от 100 милиона единици конвенционални тухли годишно, гамата непрекъснато се разширява. Предприятието разполага със собствена лаборатория. Географията на продажбите на продукти включва 15 региона на Русия. Ние произвеждаме силикатни тухли единични и една и половина, плътни и кухи, както и боядисани и релефни тухли.
АД "Череповецки завод за силикатна тухла"
От основаването на завода през 1972 г. той се счита за един от най-големите производители на тухли от пясъчно-варовик в Северозападната част и в Русия като цяло. Проектният капацитет позволява производството на 100 милиона единици конвенционални тухли годишно. Гамата от продукти включва масивни и три кухи силикатни тухли, обикновени и предни, единични и една и половина. От 1998 г. производството произвежда триизмерни цветни тухли, оттогава цветовата гама непрекъснато се разширява и наскоро се появи силикатна тухла с рустифицирана повърхност.
ЗАО "Силикатечик"
Заводът се намира в района на Уляновск, работи повече от 60 години, специализиран в производството на силикатни тухли, които се произвеждат тук в размер на 104 милиона единици конвенционални тухли годишно. Асортиментът не е толкова широк, колкото този на конкурентите, но качеството винаги е най -доброто. Предприятието произвежда обикновени и предни тухли от пясъчно-варовик. Облицовъчните тухли се предлагат в няколко различни нюанса.