Изгледи
Самият менгеме се подразделя според следните фактори:
- по вида на задвижващия механизъм;
- чрез метода на затягане на детайла;
- според формата на изпълнение.


Те са кръст, глобус, топка. Независимо от това, каквото и да се произвеждат, във всеки модел има двойка винтове, която е ходова гайка, която се завинтва върху централния болт (или шпилка), когато се върти, в резултат на което процесът на надлъжно движение на подвижната част на менгемето се осъществява. Така централната резбова пръчка обединява основните части на устройството.

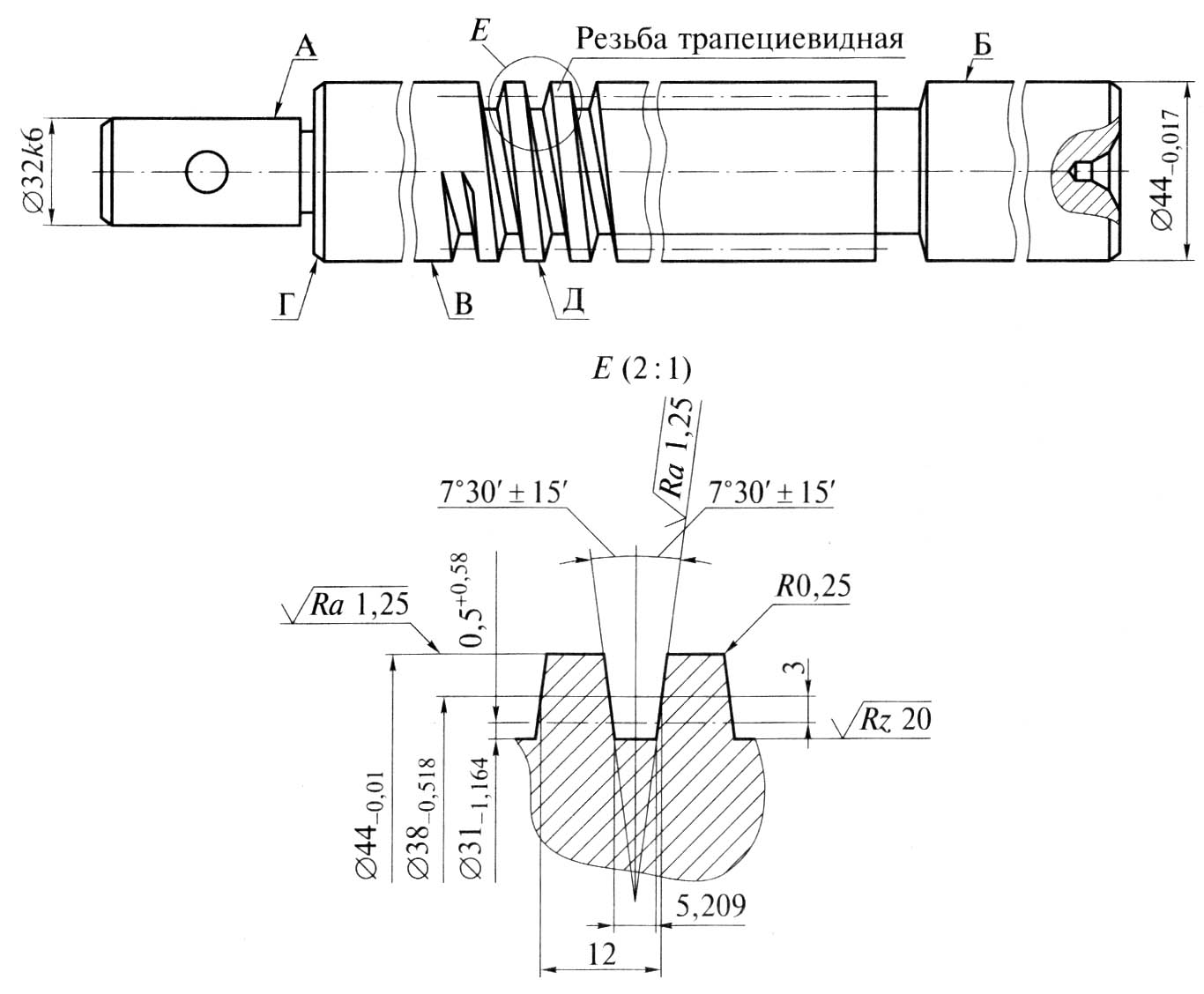
Мъжете, които трябваше да се занимават с работа в менгемето, вероятно обърнаха внимание на профила. Използваната трапецовидна нишка има много предимства пред метричната и имперската
Такава фиби е устойчива на повишени натоварвания, износване по време на работа. Не по -малко строги изисквания обаче се налагат към материала за производството на оловния винт.
Винтовата двойка се произвежда според средния клас на точност. В производството се използва нисковъглеродна стомана A-40G или стомана 45. Тези сплави са лесни за обработка, което води до ниска грапавост, висок профил и точност на тона.


Винтовите винтове са:
- с механизъм за бързо освобождаване;
- с два водача към дървени работни маси;
- с акцент;
- специални - за производство на L -образни пороци.


В система, в която има гайка, винт и стойка, именно винтът се счита за основното звено. Той се върти в лагер и има гладка шия. Такъв винт не се движи, а образува ротационна двойка.
В ротационната двойка се осъществява трансформацията на ротационното движение в поступателно движение. При завъртане на винта плъзгачът, който е част от механизма, се движи според стъпката на резбата. Освен това има и други дизайнерски решения, като менгеме с подвижен винт.



Особености
На практика е невъзможно да се направи надежден, издръжлив винт за менгеме у дома без сложно оборудване. Дори ако имате заготовка на ръцете си, ще ви е необходим струг, инструменти, фрези за обработка на части и изрязване на нишки с необходимите параметри. Следователно, ако в порода за дърводелство, ключар, пейка работи по някаква причина оловният винт се счупи, ще трябва да потърсите заместител за него или да поръчате нов от стругаря.
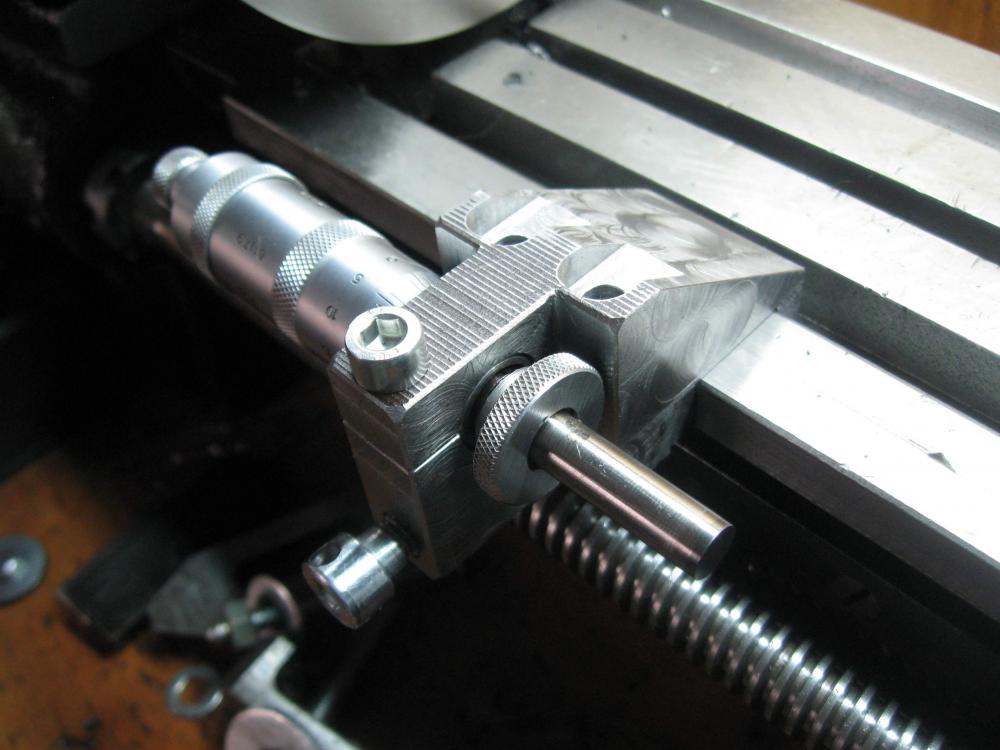
Устройството на менгеме за извършване на работа върху дърво, метал е редуцирано всъщност до два ключови елемента - леглото, върху което е монтирана неподвижната челюст, и подвижната част, където се намира втората затягаща челюст. Поступателно-праволинейното движение на втория компонент с дадена точност се осигурява именно благодарение на водещия винт, който има дръжка за удобство и за улесняване на приложената сила при фиксиране на детайла в челюстите. Благодарение на тази конструктивна особеност, частите с различни размери могат да се захващат между челюстите на инструмента.

Методи за монтаж
В някои случаи за укрепване на конструкцията се използват прости лагери на модел 61701 или техните точни аналози. Затягането трябва да се извършва внимателно, като се избират уплътнения, за да се избегне засядане. Автомобилните сонди се използват за производството на уплътнения. Трапецовидният винт е закрепен в скобата на лагера с гайки с подходящ размер. По -точно и ефективно решение е обработката на краищата.
Много е трудно да се направи такава манипулация със сферични винтове - те имат втвърдени повърхности. Обичайният метал от обикновен винт, особено поради трапецовидната форма, се обработва без проблеми.В тежки случаи се използва телескопична защита на крепежните елементи на ходовата част. Обикновено се доставя за всеки отделен модел струг поотделно. В скоростните кутии специални маншети помагат за защита на водещите винтове.


За производството на такива маншети се използват внимателно подбрани материали с повишена устойчивост на износване. Ако изчислението и прецизната обработка на водещия винт за необходимите размери са трудни, ще трябва да използвате специални готови комплекти. Когато самостоятелно произвеждате крепежни елементи, ще трябва да направите и съответна гайка. В случая на струг е необходима двойна гайка, тъй като една гайка може да бъде силно засегната от пролуката, която се появява по време на производствения процес или по време на работа.
Отворът при монтиране на водещия винт на машината трябва да бъде направен с допуск за последващо натискане. Валът може да се плъзга
Да, в занаятчийски условия е доста трудно да се достигне такова ниво (например h6 / L0), но е много важно


В противен случай поради несъответствие в качеството ще има необосновано силна реакция и не може да се разчита на точността на работата на машината. Действителната процедура на натискане у дома е напълно възможна, ако използвате леко модифициран лагер.








Дупката трябва да е гладка. Повърхностни параметри - не по -лоши от Ra 0.64. Следователно е гарантирано, че не можете без помощта на професионалисти. В някои случаи допълнително се използва уплътнител за резба, за да се предотврати разхлабването.

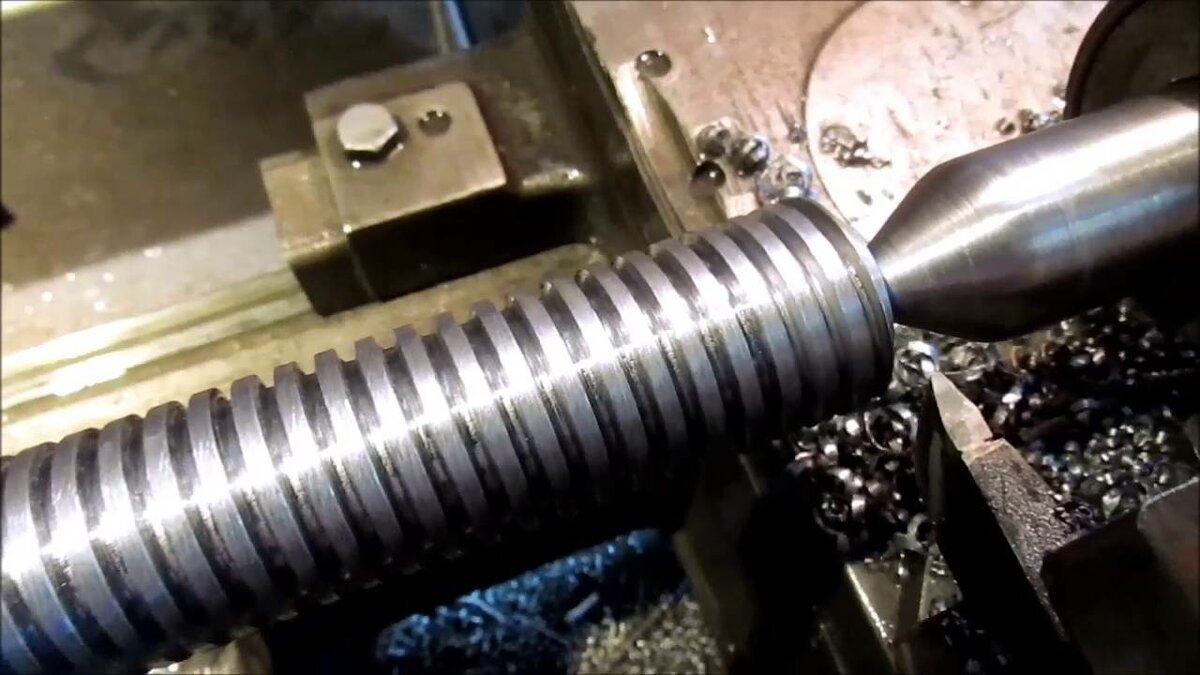
В следващия видеоклип чакате вихровото изрязване на водещия винт на струга 16K20.
Видове и характеристики
Описанието на параметрите на водещите винтове е подходящо да се започне с факта, че те винаги се използват като неразделна част от по -сложна механична верига. Точността на движение на отделните части на механизмите зависи от тяхното качество и съответствие с необходимите параметри. Най -важният критерий за класиране е разрезът на нишката. В повечето случаи се използват трапецовидни разфасовки. Този подход дава възможност да се постигне много по -висока механична якост, отколкото в други случаи.
Ако допълнително се използва разделена гайка, тогава ще бъде възможно внимателно да се регулират аксиалните хлабини. Подготовката и смилането на трапецовидни нишки е доста проста. В редица ситуации обаче правоъгълната нишка ще бъде по -привлекателна. Той свежда до минимум радиалното изтичане на винта, така че отклонението от оптималния път също се намалява.


Трапецовидният жлеб е характерен за плъзгащи зъбни колела. В този случай малките ъгли на профила са много полезни. Най -често се използва средна стъпка на рязане, а малките и големите се използват за специални задачи. Фината стъпка се препоръчва за относително точни и бавни механизми. Голям - в случаите, когато има значително натоварване.
Съвременната индустрия на металорежещи машини все повече използва „валящи се двойки винтове“. Особено много от тези части се използват в софтуерно управлявано оборудване. В този случай водещият винт се комбинира с гайка. За да бъдат ясно свързани, се използват специални топки. Винтовата двойка не може да се спира сама; използва се при преобразуване на въртеливо движение в транслационно и при смяна назад.


В крепежните елементи от класически тип обикновено се използва резба с едно стартиране. Всичко се състои от една спирала, интервалите между завоите са абсолютно еднакви. За завъртането на гайката се извършва изместване на строго определено разстояние. Множество нишки се образуват от две или повече спирали. Принципът на запазване на същото разстояние все още се спазва, но има по -голяма разлика между завоите във всяка спирала, отколкото между завоите от различни спирали.
Техническите характеристики на оборудването, в което е инсталирано, зависят от материала и размерите на хардуера. Например за крикове такъв индикатор ще бъде общата товароносимост.За производството на оловни винтове могат да се използват азотирани стомани от марки:
- 40XFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Има такива размери като:
- 10х1,5;
- 10х2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 мм (и някои други опции).
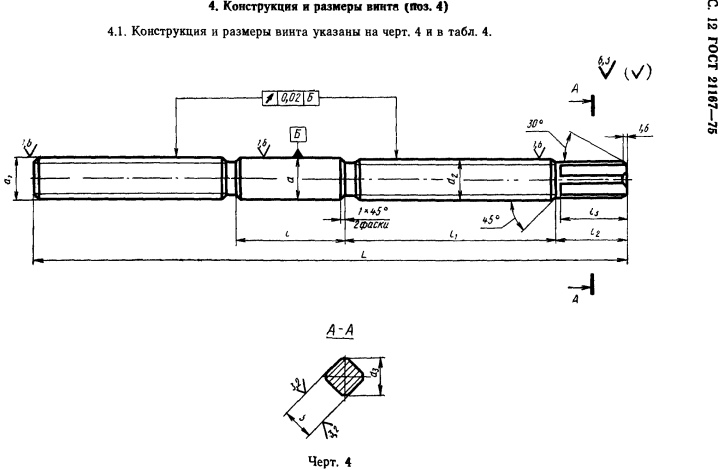
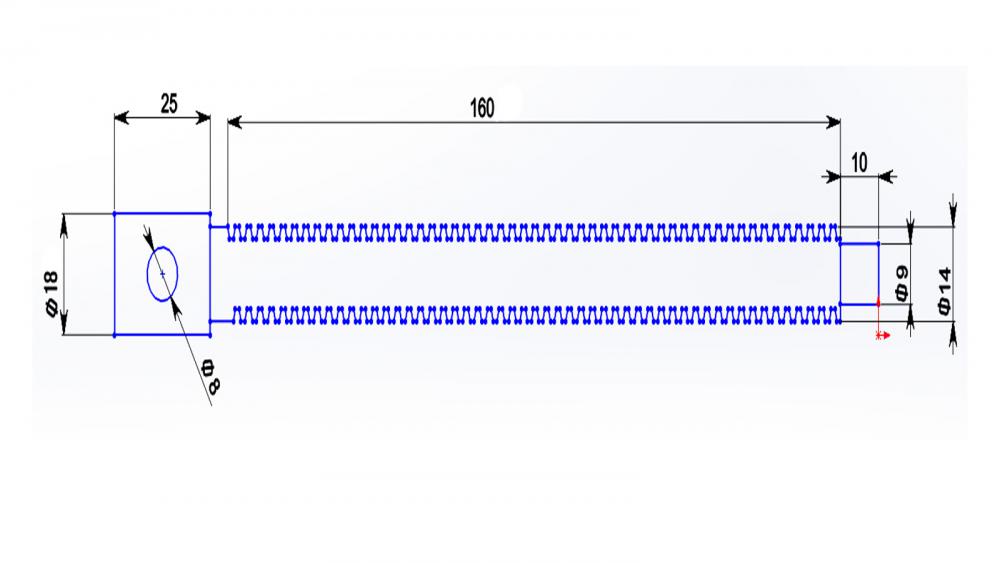
Продължавайки разговора за размерите на водещите винтове, изразени в мм, заслужава да се спомене моделът TR30x6 (както подсказва името му, напречното сечение е 30, а стъпката на рязане е 6 мм). Общата дължина на продукта е 3000 мм.







Можете също да намерите дизайни с диаметър:
- 160 мм;
- 20 мм;
- 8 мм (и някои други стойности).


Винтова обработка
Основните части, върху които се основава винтът в машината, са лагерните шипове и втулки. Винтовата резба се счита за задействаща повърхност. Най -голямата точност в менгеме за маса и всякакви други металорежещи машини с такъв винт трябва да се осигури между работната повърхност на детайла, както и основната референтна повърхност. Технологичната основа за производството на оловен винт е неговият централен отвор. Поради тази причина, за да се избегне деформация, обработката на всички тези повърхности се извършва с помощта на подвижна стабилна опора. Използването на тази част определя спецификата на обработката на водещия винт.

Тук също е важно да се отбележи, че винт с различен клас на точност се обработва до различни размери. Части, които ще принадлежат към клас на точност 0,1 и 2, се обработват до 5 -то качество
Винтовете, принадлежащи към 3 -ти клас на точност, се обработват до 6 -то качество. Винтовете, принадлежащи към 4 -та категория, също се обработват до 6 -ти клас, но в същото време имат поле за толеранс за външния диаметър.
Описание на винтовата гайка
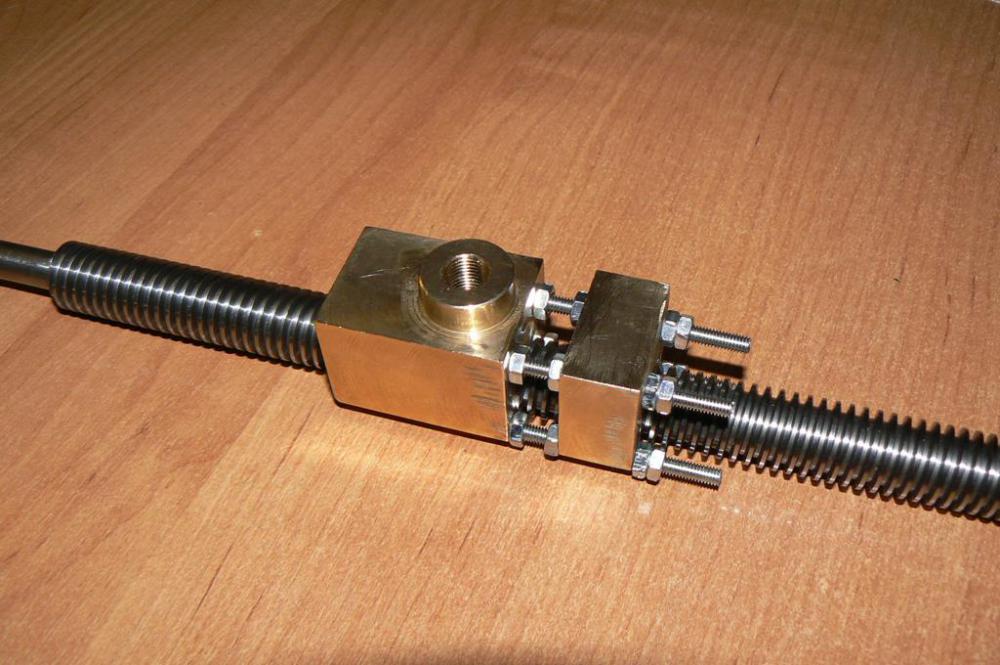
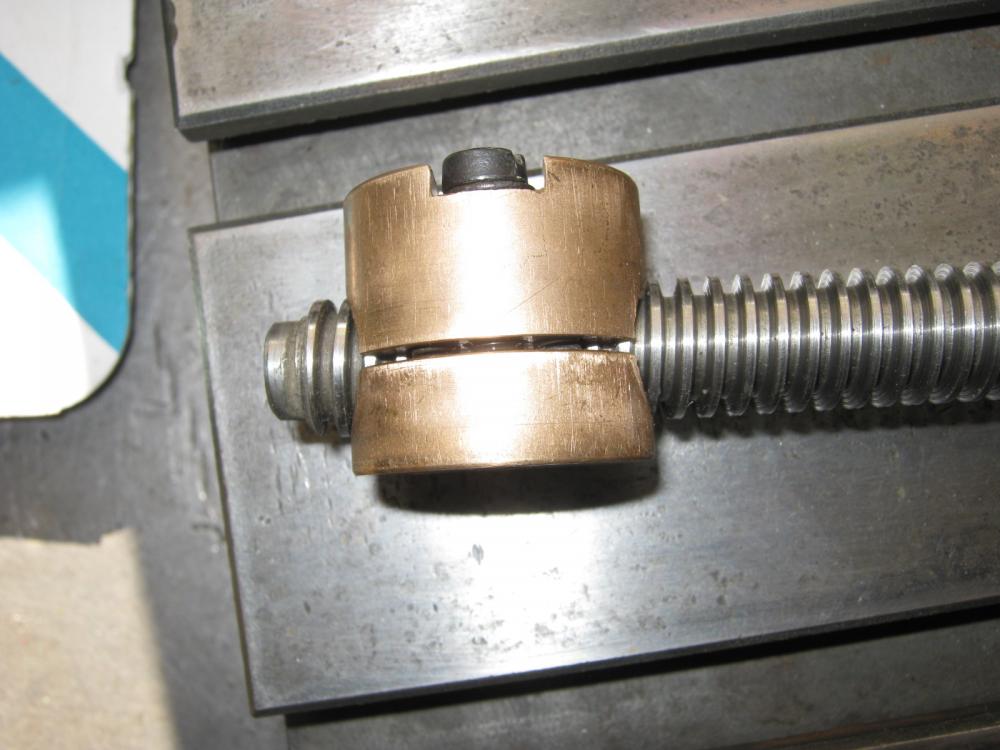
Оловната винтова гайка е проектирана да осигурява точни позициониращи движения. В някои редки случаи те могат да бъдат направени от материал като чугун против триене. Този елемент трябва да осигурява постоянно захващане с завоите на винта, а също така да действа като компенсираща част. Ще трябва да компенсирате празнината, която неизбежно ще възникне при износване на винта. Например гайките за оловни винтове, използвани в струговете, са направени двойно. Това е необходимо, за да се премахне пролуката, която може да възникне или в резултат на производството и монтажа на машината, или в резултат на износване на нейните части.

Особеността на винта с двойна гайка е, че той има неподвижна и подвижна част. Подвижната част, която е вдясно, може да се движи по оста на неподвижната част. Именно това движение ще компенсира пропастта. Производството на гайки се извършва само за винтове с нулев, първи и втори клас на точност. За производството им се използва калайден бронз.
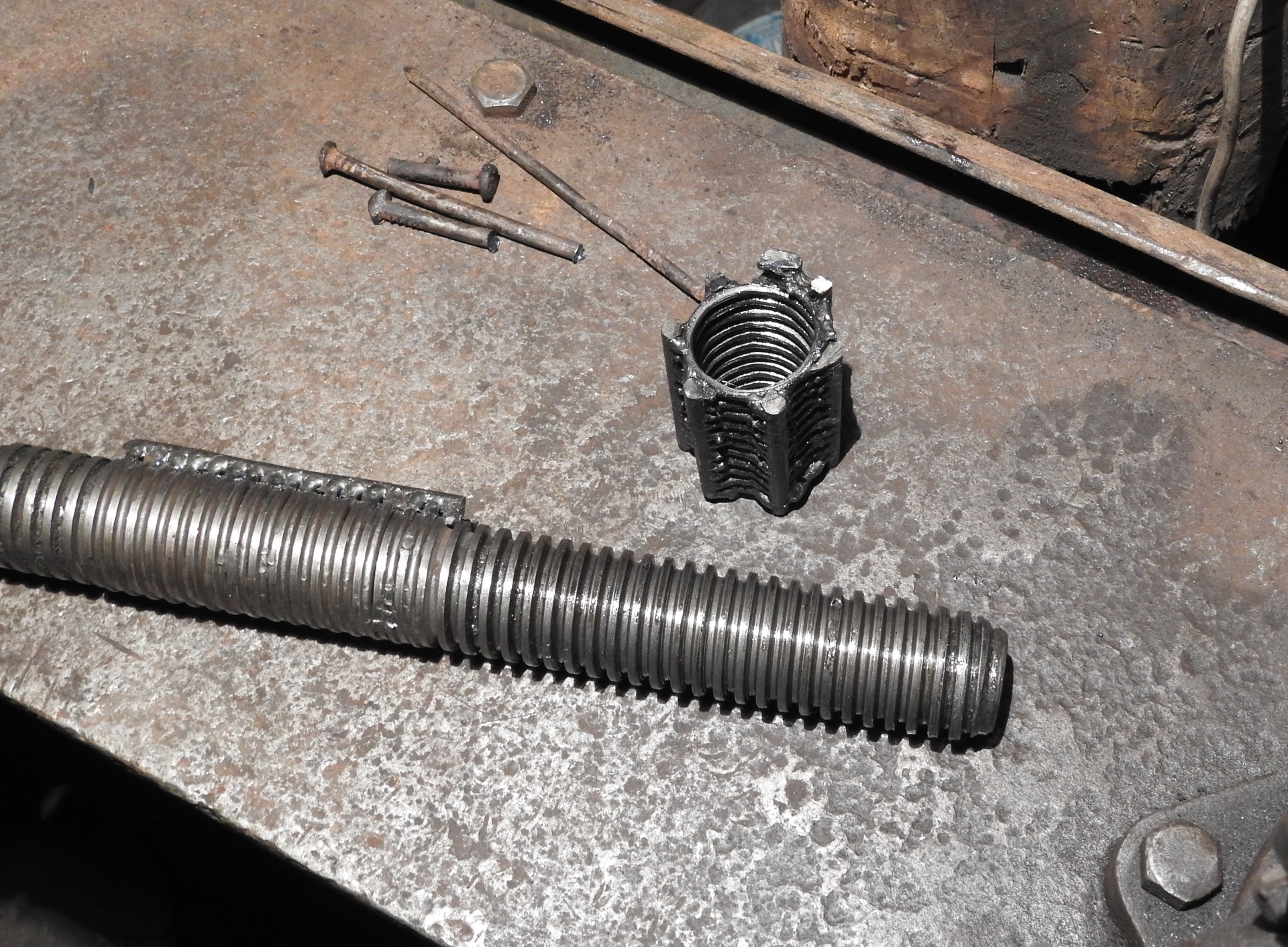
Как да го направим?
Ако не е възможно да се закупи готов продукт, тогава ключар, дърводелец или домашен майстор ще трябва да поръча оловен винт от операторите на машини. В друг случай, когато има достъп до струг, можете сами да направите частта. В този пример, освен машината, ще ви трябват следните материали и инструменти:
- заготовка (може да се вземе от стомана 45);
- фрези (с нарязване, с резба);
- шаблони с резба;
- шублери;
- шкурка за постигане на минимални стойности на грапавост.


Също така е необходимо да намерите чертеж на водещия винт и внимателно да прочетете техническите параметри. Ако винтът е направен за определен порок, разберете диаметъра и стъпката на резбата, за да не сбъркате.








Частта се произвежда в следния ред.
- Затегнете детайла в патронника за струг.
- Натиснете детайла от двете страни и го смилайте под шията до необходимите размери.
- Центрирайте частта.
- Обърнете и затегнете от обработената страна, стиснете в центъра;
- Изрежете до необходимата дължина.
- Последната стъпка е да отрежете нишките.

Не е трудно да се направи оловен винт с необходимото оборудване и инструменти. Основното правило е да можете да използвате струг и да заточвате фрези.И, разбира се, трябва да знаете как да работите с шублер и други стругови инструменти.

Вижте по -долу как да направите винт за менгеме.
За какво е необходимо?
Оловният винт се използва най -често в металорежещи машини, където се режат нишки. Неговото въртене се превръща в транслационно движение на опората, дължащо се на майчината гайка. За да се контролира скоростта на усукване, тоест интензивността на подаването, се използва специална кутия. За работата на водещите винтове е необходима специална гайка. Съвременният дизайн гарантира движението на частите с прецизна прецизност.
Що се отнася до витлата за моторни превозни средства, в този случай те играят съвсем различна роля - те са отливани гребни конструкции. Окачени двигатели са оборудвани с такива продукти. Големите доставчици обикновено имат значителни запаси от такива части в своите складове.

Невъзможно е да се разчита на получаване на оловен винт у дома. Дори и да можете да си купите този или онзи модел струг, пак ще ви трябват други инструменти, специални фрези, които ви позволяват да оформите нишки с необходимите размери и видове. Основната роля на винта е да поддържа линейно движение. Размерът на частите има свои собствени ограничения, които се определят от дизайна на менгемето. Но оловните винтове могат да се използват и за различни видове CNC. Тези детайли отново изпълняват най -важната функция - трансформацията на движението.
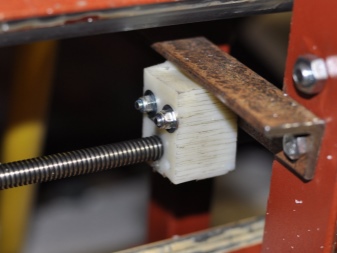
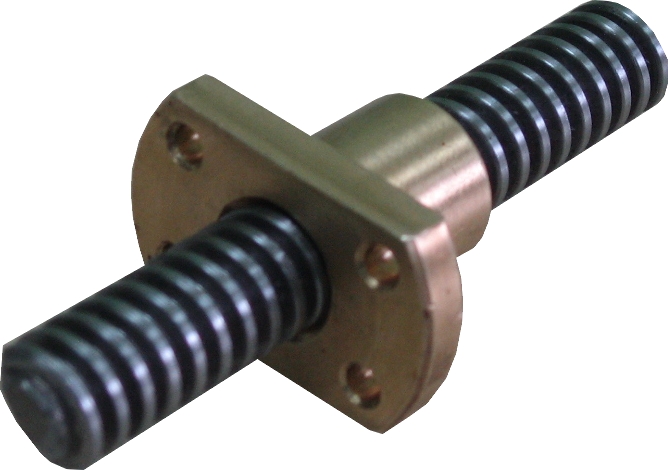
Водещият винт в съвременните машини може да се различава в различни дизайни. В домашни проби понякога се използва пръчка с резба. По-перфектен вариант е "гайката с винт". Понякога те вземат и трапецовиден винт, но въпреки повишената здравина, този тип връзки са доста скъпи и затова се използват все по -рядко. Водещият винт може да се използва и като част от повдигащ механизъм. Подобни компоненти също са общи части:
- задвижване с резба в винтова преса;
- преси от други видове;
- хранилки с различни инструменти.


От какво са направени ядките и тяхното износване?
Най-често срещаните материали за производството на този тип части са бронзи от алуминиев метал, съгласно стандартите за металорежещи машини MT 31-2. В допълнение към този материал, антифрикционният чугун може да се използва и като заместител на неподходящи винтови задвижвания.





Тук е важно да добавим, че гайката се износва много по -бързо от самия водещ винт. Има няколко причини за това:
- резбата на гайката е слабо защитена от всякакъв вид замърсяване, а също така е доста трудно да се почисти от тези ненужни елементи;
- често се случва първоначално този елемент да е слабо смазан и това значително влияе върху експлоатационния живот;
- когато гайката се закрепи с винта, се оказва, че за втория елемент всички завои работят едновременно, но за винта само тези, които са свързани с гайката.
Поради тези причини винтовете с гайка трябва да се проверяват по -често, тъй като гайката се износва доста бързо.