Основни изисквания
Свредла, предназначени за получаване на центриращи отвори, са направени от. Съгласно изискванията на регулаторния документ, този материал трябва да осигурява следните параметри за твърдост на работната част на инструмента с диаметър:
- по -малко от 3,15 мм - 63–65 HRC;
- повече от 3,15 мм - 63–66 HRC.
Отделна категория централни свредла, чийто материал съдържа кобалт (5%) и ванадий (3%), трябва да има твърдост поне с една единица по -висока от горните параметри.
Диаметърът на централните свредла може да има отклонения, чиито гранични стойности също са посочени в регулаторния документ:
- за инструменти с диаметър над 5 мм - +0,15 мм;
- 2,5–5 мм - +0,12 мм;
- 0,8–2,5 мм - +0,1 мм;
- до 0,8 мм - +0,05 мм.
Геометрични размери на централни свредла
В регулаторния документ са изброени и изискванията за състоянието на повърхността на свредлата, свързани с типа центриране: върху него не трябва да има пукнатини, вдлъбнатини, оцветяване или грапави ръбове. Предполага се, че оцветяващите цветове могат да присъстват в областта на каналите - на местата, където шлифовъчното колело излиза.
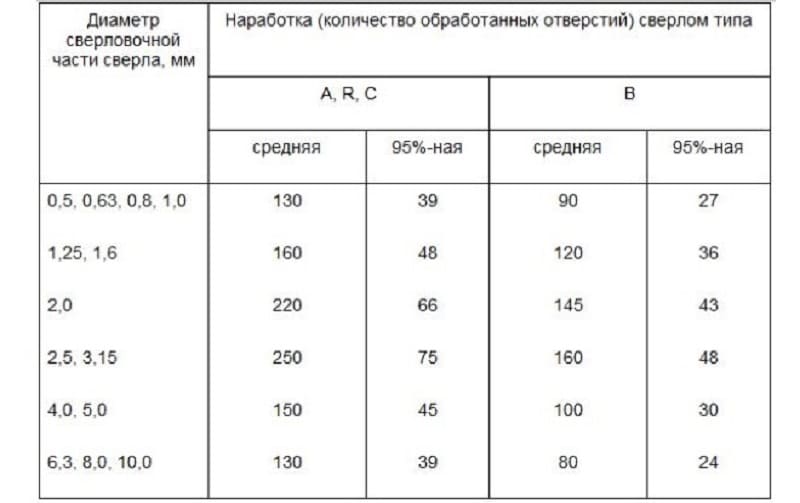
Стандартът също така определя критериите за повреда на центриращия инструмент, който за свредла с диаметър до 3,15 мм възниква в случай на счупване, а за инструмент с диаметър над 4 мм - в случай на износване на задната му повърхност от количеството, посочено в съответните таблици.
Разликата в ширините на перата трябва да бъде в следните граници за свредла с диаметър:
- до 3,15 мм - не повече от седем стотни от милиметъра;
- повече от 3,15 мм - не повече от една десета от мм.
Съвети за подбор
Изборът на централна бормашина ще зависи от размерите на отворите, които искате да направите.
Теглото на детайла, който е фиксиран в металообработващата машина, също се взема предвид. Стандартните размери, в зависимост от теглото на детайла, се регулират от GOST - колкото по -голяма е масата на детайла, толкова по -голям е диаметърът на свредлото
Всеки диаметър на свредлото има 2 версии, така че неговият тип се избира в зависимост от изискванията за грапавост на стените на отворите.
Комбинираната центрираща бормашина се избира в съответствие с изискванията за типа отвори, посочени в проектните чертежи. За да се определи качеството на даден инструмент, има редица елементи, за които той трябва да бъде проверен.
Съответствие със стандартите за твърдост по Рокуел. Данните за централната тренировка са посочени в техническите им данни. Качественият инструмент има показател най-малко 63-66 HRC. Превишаването на тези стандарти води до факта, че тренировката ще бъде крехка и краткотрайна. Подценените стандарти ще причинят инструмента да стане скучен много бързо.
Съответствие на свредлото с декларирания диаметър. Можете да проверите това с микрометър. Удължената работна писалка на свредлото трябва да бъде измерена - и ако диаметърът й надвишава допустимите грешки, няма да е възможно да се получи отвор с даден размер с помощта на този инструмент.
Определете целостта на продукта
Това е особено важно за неговата режеща част, както и за конусовидната корона. На мястото на работните повърхности не трябва да има пукнатини или вдлъбнатини по инструмента.


Инструментът за пробиване постепенно променя ъгъла на режещите плочи по време на работа. Това води до намаляване на скоростта на рязане и прекомерно нагряване на свредлото. С течение на времето всяка тренировка изисква заточване, което трябва да се направи, като се запази ъгълът на наклон на режещия ръб.










Трикове по време на работа
Ако екстракторът не може да извлече фрагмента от шипа, той го отстранява с кран. За това дупката, пробита по оста на щифта, беше пробита още малко и резбата беше възстановена с кран.Ако диаметърът на пробития отвор по оста на щифта е правилно избран, тогава при преминаване през крана остатъците от резбованата част на стария щифт се отрязват и отстраняват. Основното нещо е правилно да се изчисли диаметърът на отвора. Това е лесно да се направи, като се знае диаметърът и стъпката на резбата. Например, за резба M8 × 1,5 mm от диаметъра на конеца, трябва да извадите стъпката (8 - 1,5 = 6,5 mm) и да я намалите с още 0,5 ... 0, 6 mm. Тоест, свредлото трябва да има диаметър около 6 мм, така че по време на пробиването да не докосва гребените и долините на резбата върху фрагмента на шипа и да оставя минимум метал, който кранът лесно може да се разпадне и отстрани. Възможно е дълго да се изброяват различни примери за "неподходящо" използване на централна бормашина - има много от тях. Моят съвет към DIYers: вземете този полезен инструмент във вашата работилница и няма да съжалявате. Не е толкова трудно да закупите такива бормашини в специализирани магазини за инструменти и на пазара, те се продават доста често.
Характеристики на различни видове заточване на свредла
Правилността на избрания метод зависи от точна оценка на износването на отделните елементи. Следните са обект на най -голямо износване:
- задна или предна повърхност;
- скачач;
- зададени ъгли;
- фаска
В зависимост от степента на износване на един от параметрите или няколко едновременно, се избира вид заточване, който може да отстрани тези недостатъци.
За да се постигне висококачествен резултат от пробиване, е необходимо да се избере правилния диаметър на свредлото, формата на режещия ръб. За да го поддържате в работно състояние, да му придадете необходимата форма, трябва да изберете правилния начин (тип) за заточване.
Използваните типове са обозначени с приети съкращения и са разделени на следните категории:
- NP - предполага последователно заточване на напречния ръб. Това ви позволява да намалите дължината му, като по този начин намалите големината на външните натоварвания и да увеличите живота на свредлото.
- NPL - този тип включва обработка на напречен ръб и лента. Което води до намаляване на напречния размер на лентата. Тази обработка помага да се получи желаният ъгъл на просвет. Това намалява силата на триене на режещия ръб върху металната повърхност;
- DP - принадлежи към категорията двойно заточване. Правилното нанасяне води до един напречен и четири допълнителни режещи ръба.
- DPL - такава обработка на свредла за метал включва последователно заточване на лентата. В резултат на това се създават по -добри условия за разсейване на топлината, повишава се надеждността и издръжливостта.
Всички видове обработка са насочени към създаване на оптимални условия за пробиване. Описанието на правилата и характеристиките на заточване са установени от съответните стандарти. Всички параметри на заточване свредла за метал обобщени в една таблица. Той показва геометрията на приложените форми на режещи ръбове за различни условия на рязане. Изброените видове заточване позволяват качествено възстановяване на параметрите на режещата част на инструмента с диаметър до 100 мм.
При прилагането на тези методи е много важно да се вземат предвид параметрите на метала, от който е направен инструментът. Това е необходимо за правилния избор на шлифовъчния инструмент (шлифовъчен диск)
Например, за висококачествено възстановяване на свредла, изработени от високоскоростна стомана, експертите съветват да се използва алуминиев шлифовъчен диск. Ако бормашината е изработена от карбидни материали, препоръчително е да се реже с диамантено колело. Операцията по възстановяване на параметрите води до значително загряване на детайла, особено на режещия му ръб. Следователно този процес трябва да се извършва на етапи с помощта на охлаждаща течност.
Особено внимание трябва да се обърне на възстановяването на основните параметри на бормашината в домашна работилница. Необходимо е да се гарантира високото качество на следните показатели:
- същата дължина на ръбовете и лентата (измерването може да се извърши със съществуващ измервателен инструмент);
- остротата на двата ръба (проверката се извършва визуално);
- стойностите на двата ъгъла (отпред и отзад).
За да опростят последната задача, много занаятчии правят независими шаблони, които осигуряват необходимия ъгъл на заточване. Точното спазване на тези параметри, правилното заточване на преградата значително увеличава експлоатационния живот на свредлото.








Съществуват обаче някои видове тренировки, чиято специфичност значително усложнява процеса на заточване. Проблемите с заточването на усукващи бормашини или стъпаловидни свредла са свързани със сложната геометрия на техния дизайн. Следователно такива инструменти се заточват на специални машини с помощта на разработеното оборудване.
Особено трудно е заточването на стъпаловидни свредла за метал. Такова заточване може да се извърши само с помощта на специални инструменти и голям опит. Трябва обаче да се отбележи, че по-голямата част от такъв инструмент изобщо не може да се заточи отново.
Нито един от методите не е приложим за диамантени свредла или други твърди накрайници.
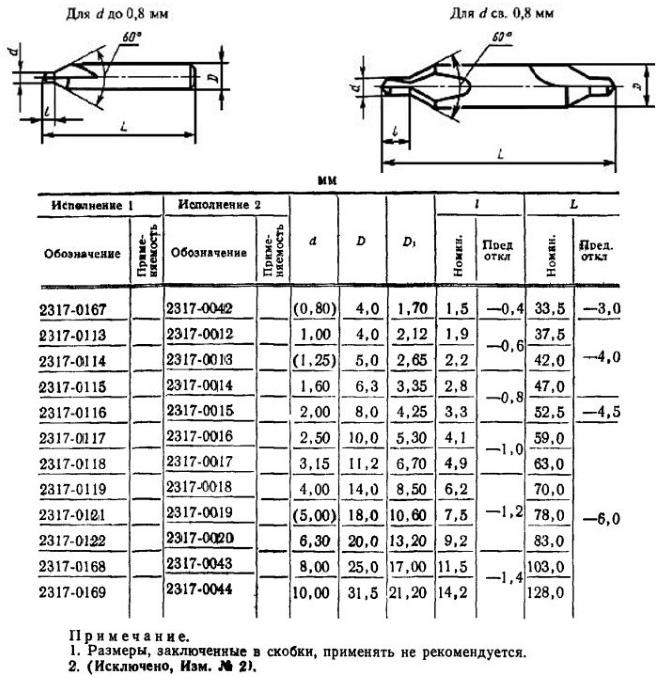
Основни параметри, технически характеристики по вид
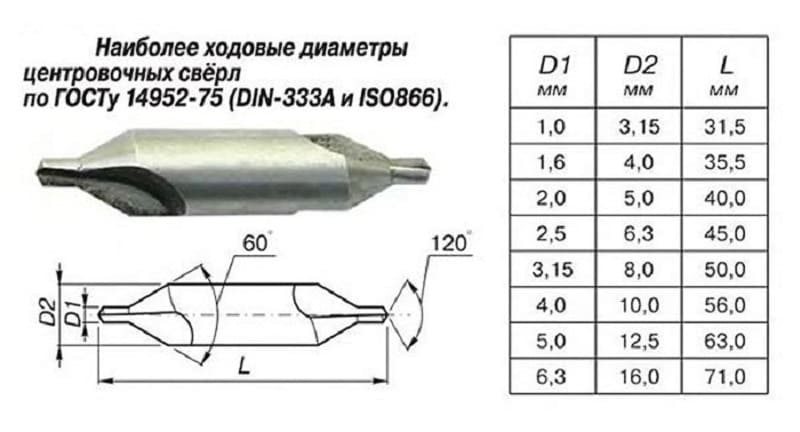
Важно е всеки, който избере центрираща бормашина, да се запознае с нейното подробно описание, защото това е много точен инструмент, използван от професионалисти. Общи стандарти за централни тренировки могат да бъдат намерени в ГОСТ 14952-75, където са посочени техните правила за маркиране, стандартни размери и изисквания за тренировки.
Общи стандарти за централни тренировки могат да бъдат намерени в ГОСТ 14952-75, където са посочени техните правила за маркиране, стандартни размери и изисквания за тренировки.
Централен тип свредло
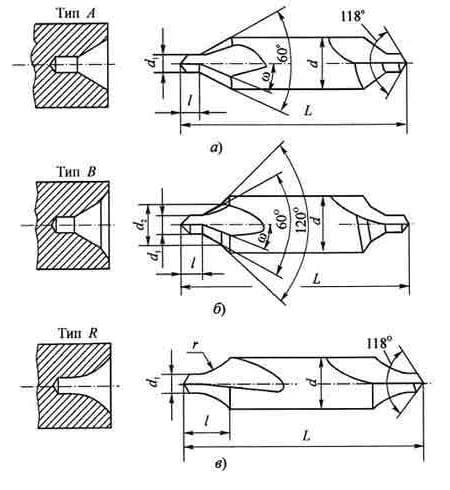
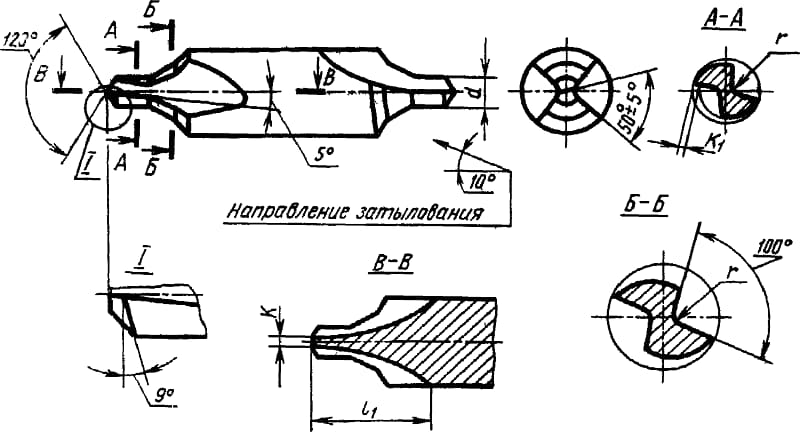
Има четири основни типа на този тип тренировка:
- Тип А - за създаване на центриращи отвори, при които ъгълът на конус е 60 °, но няма предпазен конус.
- Тип B - за създаване на центриращи отвори, при които ъгълът на конус е 60 °, а има и предпазна конус с ъгъл 120 °.
- Тип C - за създаване на центриращи отвори, при които ъгълът на конус е 75 °, но няма предпазен конус.
- Тип R - за създаване на центриращи отвори с дъгова повърхност.
Центриращата бормашина, съгласно ГОСТ 14952-75, трябва да има работен диаметър 0,5 - 10 милиметра. Във всички горепосочени четири типа има две версии, изборът на които зависи от необходимата грапавост на стените на отворите.
Технически спецификации
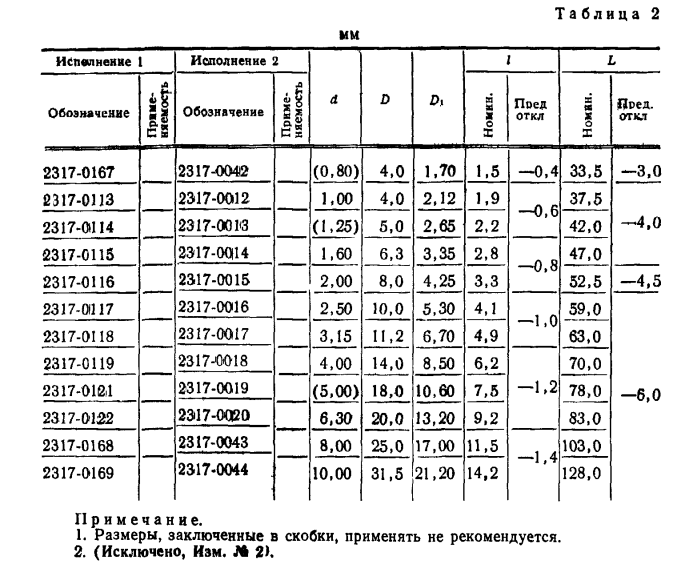
Централните свредла за метал, в допълнение към техния тип (A, B, C, R) и диаметъра на работната част, се различават по редица параметри (те са описани в един и същ GOST 14952-75). Дизайнът им може да бъде едностранен и двустранен. Обикновено са изработени от материали като легирана стомана, въглеродна стомана, високоскоростна стомана или легирана. Дължината е от 21 до 108 милиметра, диаметърът за кацане е от 3,15 до 31,5 мм, дължината на работната част на такава бормашина е от 1,0 до 9,2 милиметра, а твърдостта на работната част варира от 63 до 66 HRC.
Избор на централна тренировка
Имайте предвид, че когато избирате централна бормашина, трябва да обърнете внимание на диаметъра. Има една съществена разлика с "конвенционалните" тренировки.
Диаметърът на конвенционалната бормашина се определя от дебелината на опашката, а в случай на централна бормашина - от дебелината на режещия ръб на свредлото.
Маркировка и метал, от които е направена централната бормашина
Централните тренировки също са маркирани в съответствие с ГОСТ 14952-75. Както бе споменато по -горе, в обозначението си те имат буквата (A, B, C или R).









Центриращата бормашина в съответствие с ГОСТ 14952-75 приема маркировката "А" и "В", ако е предназначена за създаване на отвор с ъгъл 60 градуса. Тук разликата се крие в наличието на предпазен конус (буква "B") или неговото отсъствие (буква "A"). Маркировката "C" се използва за свредла, които правят дупки под ъгъл от 75 градуса (няма предпазен конус), а буквата R е за бормашини, които правят дупки със стени във формата на дъга.
Например, помислете за центрираща бормашина с диаметър 1,0 мм.
Ако тренировката е от тип "А" и е направена в първата версия, тогава тя ще бъде маркирана 2317-0101 ГОСТ 14952-75, а ако във втората версия, тогава 2317-0001 ГОСТ 14952-75. Тук "2317" обозначава специфичните конструктивни характеристики на свредлото, необходими за неговата работа, а 0101 е серийният номер на стандартния размер според заводските таблици.
Инструментите, принадлежащи към група "B", са маркирани по различен начин (по-специално, ако са направени в първата версия, тогава като "2317-0113", а ако във втората-"2317-00-12"). Свредла от тип "C" са обозначени като "2317-0124" (в първата версия) и като "2317-0022" (във втората версия), а групата R като "2317-0027". Да припомним още веднъж, че всичко това е вярно, ако диаметърът на свредлото е 1 мм.

Също така ГОСТ 14952 75 предполага, че такива инструменти ще бъдат изработени от инструментална стомана P6M5, нейния чуждестранен аналог HSS или високоскоростна стомана P9. Въпреки това, степента на стомана в маркировката на централните свредла може да не бъде посочена.
Избор на бормашини за метал в зависимост от вида и предназначението им
Избирайки бормашина за метал, майсторът на първо място разглежда външния му вид.
Усукващи бормашини
Най -популярният вид. Тези прости евтини свредла са предназначени за сляпи и през отвори с определени диаметри. Работната част е цилиндрична пръчка с два режещи ръба. Жлебовете се използват за евакуация на стружки.
Снимка # 1: усукващи бормашини за метал
Конични бормашини
Работните части са оформени като конуси. В ежедневието такива бормашини за метал се използват рядко. Те са най-подходящи за специализирани машини и двуръчни бормашини. С тяхна помощ се правят отвори с диаметри от 6 до 60 мм.
Снимка # 2: бормашина за метални конуси
Как да изберем стъпаловидна бормашина за метал
Коничните стъпаловидни свредла за метал са най -подходящи за пробиване на отвори в тънки листове. Тези инструменти изглеждат така.
Снимка # 3: Стъпково свредло за метал
Както можете да видите, няма нужда да сменяте инструмента, когато правите отвори с различни диаметри в тънка ламарина.
Централни свредла за метал
Централните бормашини за метал са предназначени за направа на центриращи отвори в детайлите. Те са необходими за фиксиране на продукти на различни специални машини.









Снимка # 4: Централни свредла за метал
Свредла за лява ръка
Левите бормашини за метал са специално проектирани за пробиване на болтове и винтове със счупени глави. Това не може да се направи с конвенционални тренировки. Болтът или винтът ще се усукат.
Снимка # 5: Лека бормашина за метал
Свредла за метал
Свредла или пръстеновидни фрези се използват за бързо пробиване на отвори с голям диаметър (от 15 до 100 мм) в метални заготовки. Принципът на действие на такива инструменти се основава на фрезоване на короната. Консумира 4-12 пъти по -малко енергия от конвенционалните бормашини.
Снимка # 6: основни бормашини за метал
Тези бормашини са предназначени за монтаж на машини за пробиване, фрезоване и струговане. За ръчна работа използвайте специални инструменти със скоби като QuickIN Plus.
Предварително сглобени бормашини
Свредлата с най -голямо разнообразие са отлични за обработка на чугун, конструкционна стомана и твърди изковки. С помощта на тези инструменти се правят оформени и стъпаловидни отвори с големи диаметри. Ударните бормашини се състоят от държачи, към които са прикрепени пентаедрични режещи вложки с различни размери. Те имат специални канали за отстраняване на стружки.
Снимка # 7: Сглобяеми перфоратори с вложки
Свредла от твърд карбид
Свредла от твърд карбид са изработени от изключително здрави материали. Има следните видове такива инструменти.
- Монолитна.
- Заварени.
- Със специални плочи.
Снимка # 8: Свредла от карбид с вложки
Такива инструменти се закупуват за обработка на детайли от топлоустойчиви стомани и титанови сплави.
След това ще ви кажем как да изберете качествена усукваща бормашина за метал.









Указания за избор на централна тренировка
Няма универсални центрови тренировки. Центриращата бормашина трябва да бъде избрана въз основа на редица фактори.
Нека ги изброим:
- Първо, необходимо е да се вземе предвид материалът, с който ще се извърши работата, както и диаметърът и дължината на работната част, материалът на свредлото, конусът и вида на центриращия отвор.
- Второ, ако се планира центриране на детайла преди пробиването му, центриращата бормашина трябва да бъде избрана с по -малък диаметър от размера на отвора след окончателното пробиване. И обратно, ако трябва да пробиете здраво закрепен винт, който не се поддава на отвертка, тогава бормашината трябва да бъде избрана със същия диаметър (или повече) на винта, който трябва да се пробие.
- Много хора използват централни бормашини за пробиване на отвори за резба. В този случай е необходимо да изберете диаметъра на свредлото, така че да е по -малък от диаметъра на резбата. В противен случай просто няма да е възможно да го отрежете.
- Необходимо е също така да се вземат предвид изискванията за грапавостта на стените на отворите, тъй като централните свредла се предлагат в два вида.
Параметри за избор на тренировка съгласно GOST
След като прегледате GOST за самоцентрираща се тренировка, става очевидно, че трябва да обърнете внимание на редица характеристики, като например:
- Външен вид. Това е просто: никога не трябва да има драскотини, вдлъбнатини или видими механични дефекти по инструмента.
- Точност. Внимателно разглеждаме този индикатор, защото от него зависи какви ще бъдат допуските на диаметъра на пробитите отвори. Например, ако диаметърът на работната зона на централната бормашина е по -малък от 8 милиметра, отклонението не трябва да надвишава 0,05 милиметра.
- Твърдост. Ако този параметър се отклони, тренировката няма да продължи дълго. Ако тя е ниска, тогава тренировката няма да бъде достатъчно стабилна по време на работа, а ако е твърде висока, тогава бормашината ще бъде крехка. Твърдостта трябва да бъде между 63 и 66 HRC, според скалата за твърдост на Рокуел.
- Дължина. Този параметър е отговорен за работата на тренировката. Тя трябва да бъде избрана въз основа на дължината на детайла.