Заточване на продукти с различен дизайн
В допълнение към усукващи бормашини, за обработка на метал се използват инструменти от други дизайни. У дома можете да отстраните грешките в следните инструменти.
Конусни кардани
Можете да изострите стъпаловидна тренировка, като използвате обикновена пила. Режещият ръб на продукта се заточва под прав ъгъл.
Ако конусната бормашина е затъпена на ограничена площ, тогава заточването трябва да се извърши, без да напускате повредената зона.
Видео:
Увенчан
При отстраняване на грешки на коронни инструменти се използва специално устройство и трябва да знаете под какъв ъгъл трябва да се отстрани металът от режещата повърхност. Като се имат предвид всички трудности и време, отделено за извършване на процедурата, по -добре е да се обърнете към опитни майстори за заточване.
Видео:
Заключение
Не е трудно да се научите как сами да заточвате свредла за метал.
- При малки обеми е достатъчно да закупите висококачествен файл и да извършите процеса ръчно.
- За големи обеми, за да се намалят разходите по време, е по -добре да се закупи специално оборудване, което ще ускори работата и ще намали вероятността от неправилно обличане на инструмента.
Начините
При пробиване на твърди материали само ръбовете трябва да са в контакт с тях. Ето защо задната повърхност се изостря под определен ъгъл. В резултат на тази операция се появява празнина между ръба и дъното на отвора.
Заточването се извършва с помощта на конични, двуплоски или конични методи.
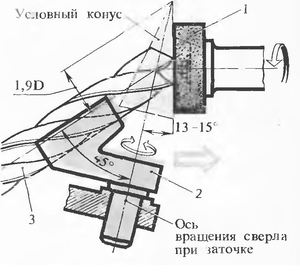
Използване на конично заточване
Свредлото се вкарва в специална призма на шлифовъчната машина, която се движи около оста си. Призмата спрямо шлифовъчния диск е под определен ъгъл. Гърбът на свредлото е оформен като конус. Той се намира на мястото, където работната повърхност на шлифовъчния диск се пресича с оста на люлеене.

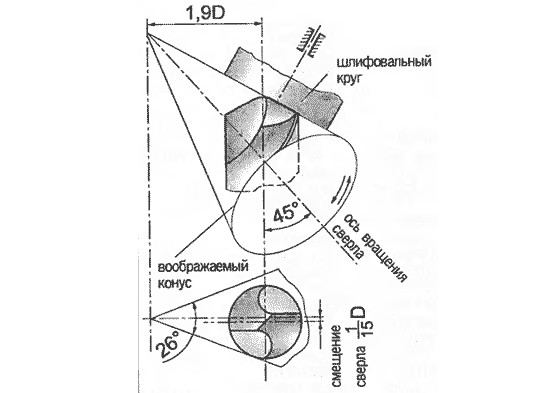
За да заточите правилно тренировката, първо трябва да регулирате параметрите. Оста на конуса за заточване трябва да бъде под ъгъл от 45 градуса спрямо оста на самата тренировка. Конусното заточване може да се извърши по два метода:





- Върхът на конуса, който трябва да се заточи, трябва да бъде под върха на конуса за заточване. Предварително се препоръчва да се извърши настройката в съответствие с посочените параметри: a - 45 градуса, b - от 13 до 15 градуса, n - 1,9d. оста на свредлото и конусът трябва да се пресичат под ъгъл, който е по -малък от ъгъла на шлифовъчния диск и свредлото. Ако заточим по този начин, тогава трябва да се уверите, че върхът на свредлото е разположен над върха на конуса за заточване. Върхът и пробиването трябва да са на разстояние 1.06d един от друг. оста на свредлото и конусната ос трябва да се пресичат под ъгъл от 90 градуса.
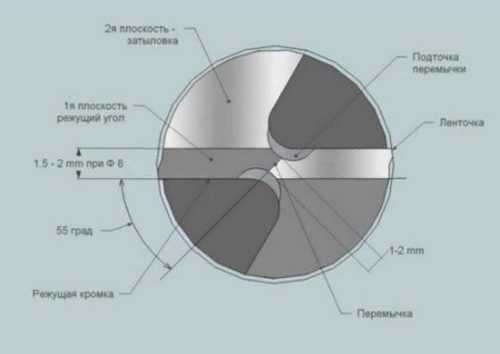
- За да се осигури заден ъгъл за периферна точка, е необходимо да се предвидят индикатори - a -5-7 градуса, ъгъл 2f - от 116 до 118 градуса. режещият напречен ръб трябва да бъде под ъгъл 55 градуса.
Препоръчва се използването на конусния метод за създаване на по -рязко увеличаване на ъгъла на хлабина на свредлото. Този метод може да се използва, ако свредлото има голям диаметър - повече от 3 милиметра.
Използване на заточване на винтове
Ако се наложи да се автоматизира процесът на заточване на свредла, тогава се препоръчва използването на винтовия метод. Той се състои в това, че транслационните движения са координирани с завъртания на шлифовъчния диск... Може да се използва за заточване на предните и задните ъгли едновременно.
При спирално заточване задните ъгли на работната част се увеличават с приближаването им към центъра.При този метод се наблюдава намаляване на якостта на страничния ръб на свредлата, което води до счупване при пробиване на прекалено твърди материали.
Заточване в две равнини
Използвайки този метод, се препоръчва заточване на свредла, предназначени за пробиване в нетвърди материали. Ако диаметърът на свредлото е по -малък от 3 мм, се препоръчва този метод на заточване. Използвайки този метод, свредлата се заточват под ъгъл от 60 градуса. Благодарение на този метод продуктите се подобряват, а не се коригират грешките.
Характеристики на заточване на различни видове свредла
Свредлата за метал могат да бъдат победителни, спирални и стъпаловидни. Има някои изисквания за заточване на всяка. Но преди да разберете как можете да върнете загубените с течение на времето свойства на сеялката, трябва да я инспектирате и тествате в експлоатация. Това ще ви позволи да разберете дали продуктът наистина се нуждае от смилане. Признаците на тъп режещ инструмент се считат за силно загряване, силни шумове по време на използването му и некачествено пробиване. Вярно е, че не винаги е разумно да се прибягва до изостряне. По -добре е да изхвърлите бормашина с режеща повърхност по -дълга от 1 cm.
Как да смиламе победоносна тренировка?
За да може продуктът победител отново да ухапе в материала, за да създаде дупки в метала, трябва да се въоръжите не само с инструмент за заточване, но и с охлаждаща течност. Заточването на бормашина от този тип с обикновен шкурка няма да работи, ще трябва да се въоръжите с електрическа острилка.
За да може режещият инструмент да започне да пробива метал толкова ефективно, колкото преди, броят на оборотите в секунда трябва да бъде намален върху приспособлението, използвано за заточването му. Факт е, че колкото по -висока е якостта на материала, толкова по -ниска трябва да бъде скоростта на обработка.
Победоносната бормашина трябва да се смила с кратки докосвания до острилката. Процесът на заточване на този продукт изисква повишено внимание, тъй като ръбовете на победоносна тренировка се изострят доста бързо. Всяка режеща страна на инструмента трябва да бъде заточена, за да пасне на другата страна. Ако това правило бъде нарушено, центърът на оста на въртене ще се измести и свредлото ще направи твърде големи дупки в метала и криви по ръбовете.
При смилане на режещия инструмент е важно да се контролира съотношението на хлабината към режещия ръб. Трябва също така да се внимава сеялката да не се нагорещи, тъй като това може да доведе до пукнатини и стружки.
Ако внезапно продуктът, който се обработва с острилка или друго устройство, се нагрява, той трябва да се потопи в специална течност или обикновена вода. Но като видите, че върхът става червен и горещ, не трябва веднага да го охлаждате, за да предотвратите повреда. Свредлото трябва да се остави да се охлади чрез излагане на въздух, преди да се потопи във вода.
Как да изостря спирален продукт?
За да възстановите остротата на спиралната бормашина, трябва да смилате задните й ръбове. По време на този процес трябва да се внимава дали едната бормашина е заточена по същия начин като другата. Много е трудно да се направи това без специална единица, особено за тези, които нямат опит в заточването на свредла за метал.
При заточване на усукваща бормашина със собствената си ръка е малко вероятно да е възможно да се придаде перфектно правилна форма на задните ръбове и даден заден ъгъл. Ето защо е по -разумно да смилате такъв продукт на специална машина или устройство. Ако само във фермата имаше обикновен длето и човек, който трябва да обработи тъпа усукваща бормашина, имаше опит в заточването на режещи инструменти.





Как правилно да обработваме стъпаловидна бормашина?
Режещ инструмент за метал, под формата на стъпала, се заточва няколко пъти по -трудно от усукваща бормашина. Продукт с прав поток от чипове трябва да бъде възстановен по определен модел.По дължината на режещите ръбове на стъпалата отстрани на улука се предполага, че се извършва с диск, като се правят леки докосвания.
Когато обработвате стъпаловидна бормашина, не трябва да отмествате ъгъла, образуван между повърхността в задната част на стъпалото и жлеба. Има още повече нюанси на заточване в продукта, чийто жлеб е спирален. Технологията на обработка не е по -различна, но изисква изключително внимание и много опит в шлифовъчните бормашини.
Острилки
За да съкратите работното време и да подобрите неговото качество, е важно да изберете устройство, което ви позволява да държите режещия инструмент неподвижен. Нормалното заточване на свредла за метал до голяма степен зависи от точността на задаване на необходимия ъгъл и възможността за регулиране на подаването по време на процеса на завъртане

Повечето приставки ви позволяват да изостряте режещи инструменти с размер 3–19 мм. За възстановяване на спирални продукти се използват както специализирани, така и обикновени машини с електрическо задвижване и система за подаване, които могат да бъдат сглобени сами и инсталирани в гаража или помощното помещение.
За работа у дома няма смисъл да купувате скъпо професионално оборудване: можете да се ограничите до шлифовъчен диск, свързан с държач, или напълно да изправите продукта ръчно.
С помощта на мелница
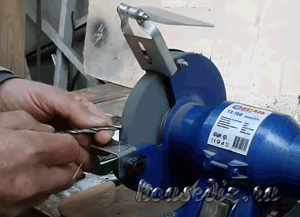
В допълнение към самата машина, за работа е необходим и менгеме, в което отстраненият режещ инструмент е фиксиран.

За заточване на метални бормашини с мелница трябва да се спазва следната последователност от работи:
- затегнете продукта вертикално в менгеме;
- първо обработете задния ръб, за да премахнете следите от износване;
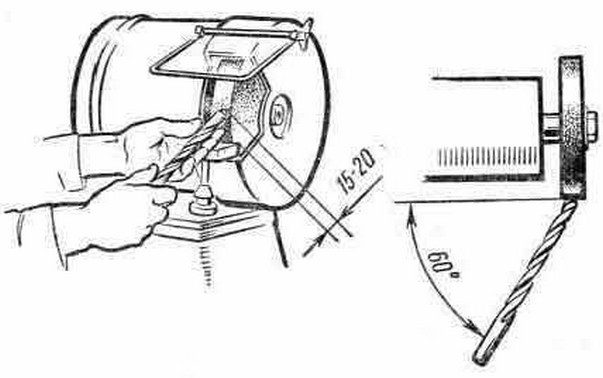
- завъртете работния ръб на 120 °.
За да се предотврати прегряване на свредлото, неговият контакт с шлифовъчния диск трябва да продължи не повече от 1-2 секунди. Ефектът се постига чрез многократно отстраняване на тънък слой метал от работната повърхност.
Заточване на острилка
Заточването на шлифовъчен диск се счита за по -удобен и по -безопасен начин в сравнение с мелница.
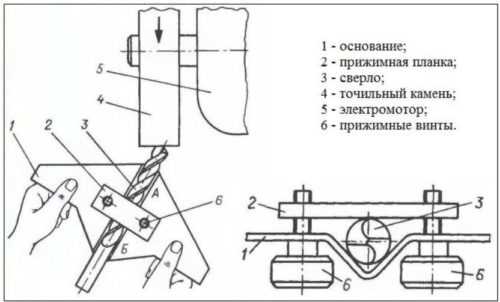
Ако опитът не ви позволява да определите нивото на износване на свредлото за метал и да извършите дорника му върху острилката "на око", трябва да използвате специално устройство - държач, инсталиран близо до работния диск. Фиксаторът е здраво закрепен, за да се избегне изместване.





На струговаща машина заточването на свредла за метал не е трудно.
Инструментът е фиксиран в държача, острилката се включва и работните ръбове са леко притиснати към кръга под желания ъгъл. Ако има малки заусени, те трябва да бъдат отстранени равномерно от всички страни, преди да се обърнат.
С помощта на свредло
Възможно е ефективно и бързо заточване на свредла със средни диаметри (4–10 mm) без шлифовъчен диск, като се използват стандартни свредла.

Заточването се извършва в този ред:
- на бормашината се поставя дюза;
- в отвора с необходимия диаметър е инсталирана бормашина;
- бормашината се включва, продуктът се обръща от едната страна;
- за отстраняване на грешки в противоположния режещ ръб инструментът се завърта на 180 °.
Прилагането на дюзата има някои особености:
- Висококачествено и ефективно заточване е възможно само за леко скучни свредла. При наличие на дълбоки повреди, като правило, образувани при значително прегряване на метала, няма да е възможно да се възстанови инструментът.
- Фиксиран ъгъл на заточване. Аксесоарът е подходящ само за свредла, използвани за работа с определени материали.
Заточване на файл или файл
Свредло, използвано за обработка на метал, не може да се заточи с пила или пила по две причини:
- Твърдостта на материала. Дори най -добрият файл ще се износва, преди да фиксирате фрезата.
- При използване на диамантени или абразивни камъни е невъзможно ръчно да се поддържа желаният ъгъл.
Време ли е да се изострят? ...
За неопитен майстор е трудно да различи добре заточен инструмент от вече отегчен. Основните признаци, че е време да започнете заточване са следните:
- металът се нагрява много.Поради факта, че режещият ръб е износен, триенето по време на пробиване се увеличава. Съответно работната част и след това опашката, патронникът (перфоратор) се нагряват. При силно нагряване металът на свредлото губи свойствата си, „се освобождава“ и изобщо престава да заточва;
- звукът по време на пробиване се усилва, има скърцане и скърцане;
- чиповете излизат или само от едната страна (неравномерно заточване), или от двете, но под формата на трохи, а не с чиста спирала.
Отделно тези симптоми могат да се считат за резултат от работа с твърде твърд и чуплив материал, грешен тип тренировка като цяло. Всичко заедно ясно казва - време е да изострите ръбовете!
Какво е необходимо за процедурата
За да заточите бормашина за метал сами, първо трябва да определите за какви задачи ще се използва. В производствените условия за заточване на тренировки обикновено се използват специални устройства, за да се осигури максимална точност и производителност на такъв процес. Когато заточвате тренировки у дома, винаги трябва да търсите начини да направите резултата от този процес висококачествен.
Минималният набор за заточване на свредла за метал трябва да включва:
- шлифовъчна машина;
- шлифовъчни колела с различна твърдост, избрани в зависимост от материала на производство на свредлото, което ще се заточи;
- контейнер за охлаждаща течност и самата течност, който може да се използва като обикновена вода (или машинно масло);
- инструменти, които ви позволяват да поддържате правилните ъгли на заточване.

Стойките за заточване на свредла се поставят до абразивния диск, за да се изострят режещите ръбове под точен ъгъл
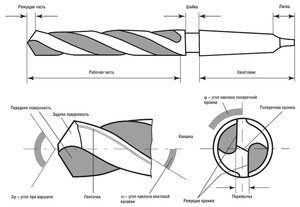
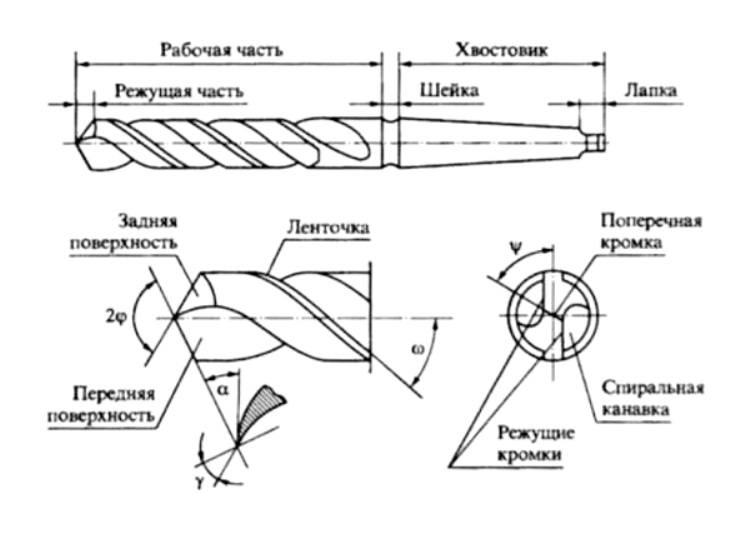
Когато заточвате тренировки със собствените си ръце, трябва да обърнете внимание на следните параметри:
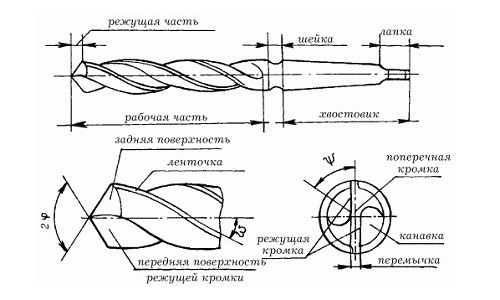
- ъгълът между равнината на предната част на свредлото и основата на нейния режещ ръб (този ъгъл, измерен в основната режеща равнина, се нарича предната част);
- ъгъла на хлабина, който се измерва по същия начин като предния ъгъл, но по задната равнина на свредлото;
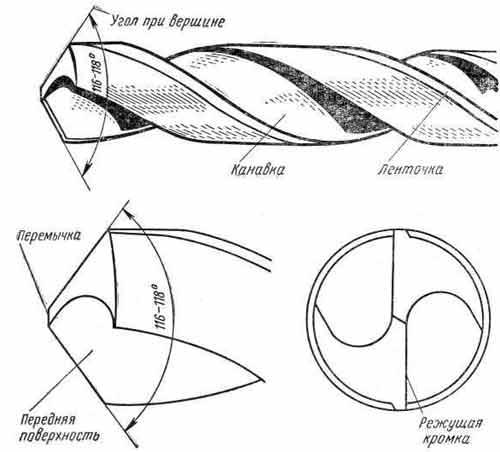
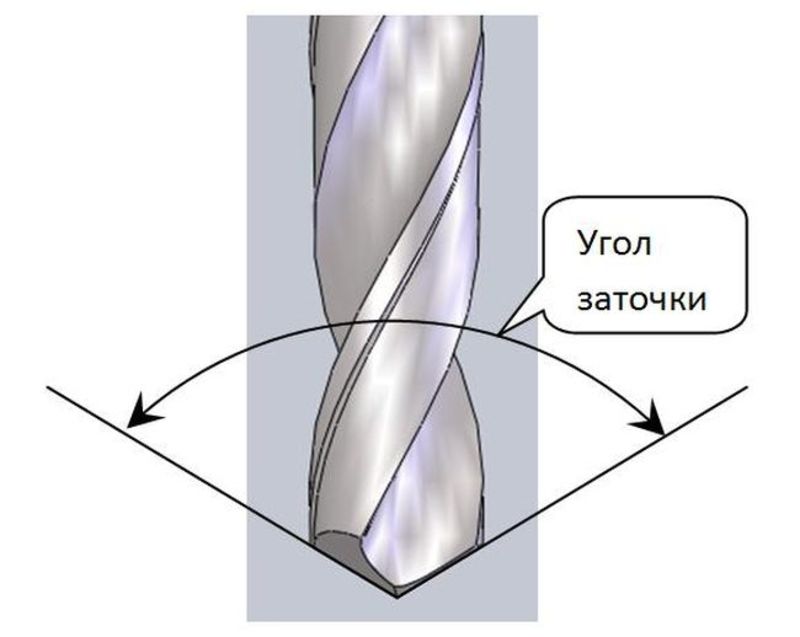
- ъгъл на носа на инструмента, измерен между два режещи ръба.
За да заточите свредла за метал в съответствие с всички правила, трябва да се придържате към следните стойности на горните параметри:
- ъгъл на гребло на режещия ръб - 20 °;
- ъгъл на гърба - 10 °;
- ъгъл на върха - 118 °.

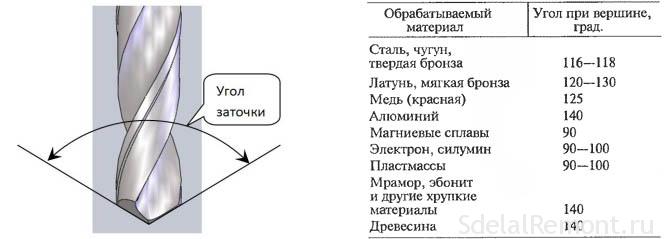
Таблица 1. Ъгли в горната част на свредлото в зависимост от материала, който се обработва

Таблица 2. Грабли и ъгли на гребло на сеялката
Ако трябва да заточите свредло за метал на работното място или у дома, трябва стриктно да спазвате мерките за безопасност. Този процес е придружен от образуването на голям брой искри, от ефектите на които е необходимо да се защитят органите на зрението. Освен това, тъй като тази процедура се извършва с заточени метални инструменти, тя трябва да се извършва с ръкавици за защита на ръцете.








Процес на заточване
Правилното заточване на свредло за метал е желателно да се извърши с помощта на специални устройства и металорежещи машини. За съжаление, в домашна работилница такова оборудване не винаги е налично и обикновено заточването на бормашини за метал се извършва на електрическа мелница с абразивни материали, например върху каменни колела. Заточването се извършва по задните ръбове, докато всички зъби трябва да бъдат заточени абсолютно еднакво. В същото време е трудно ръчно да се поддържа зададен ъгъл и желаната форма, а само спирални и коронни инструменти са най -лесни за заточване у дома.
Ъгли на работната повърхност
За да знаете как да заточите бормашина за метал върху острилка, трябва да запомните редица важни параметри, приложени към режещата част, чието изпълнение гарантира висококачествен резултат:
- Ъгъл на разположение на задната част на инструмента спрямо равнината на пробиване = 10 °,
- Ъгъл на заточване на предната повърхност = 20 °
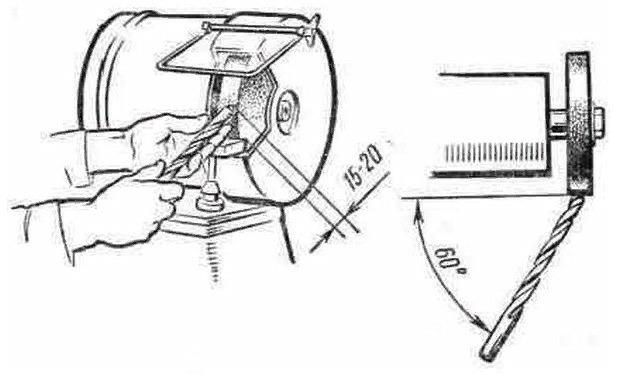
- Ъгъл на носа на режещия инструмент = 118 °
В този случай ъгълът при върха може да се промени в зависимост от материала, с който трябва да работите:
- За неръждаема стомана, чугун и твърд бронз - 115-118 °;
- За алуминий - 130-140 °;
- За мед - 125 °;
- За мек бронз - 130 °.
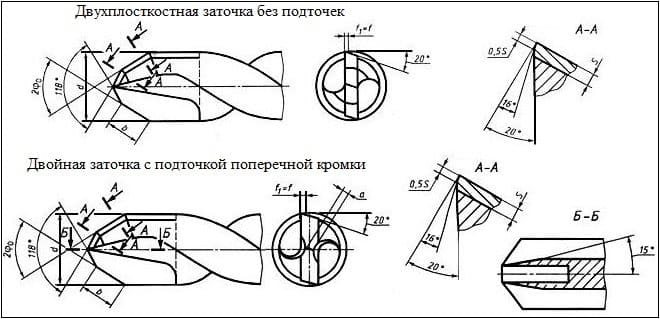
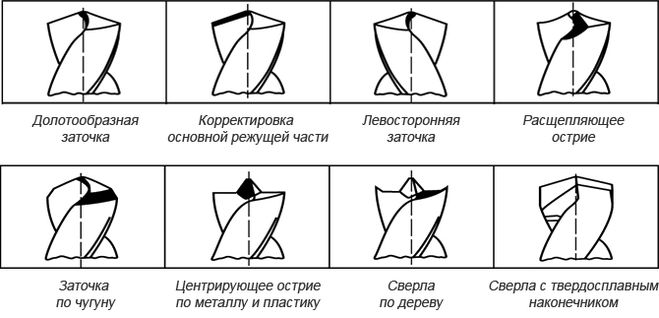
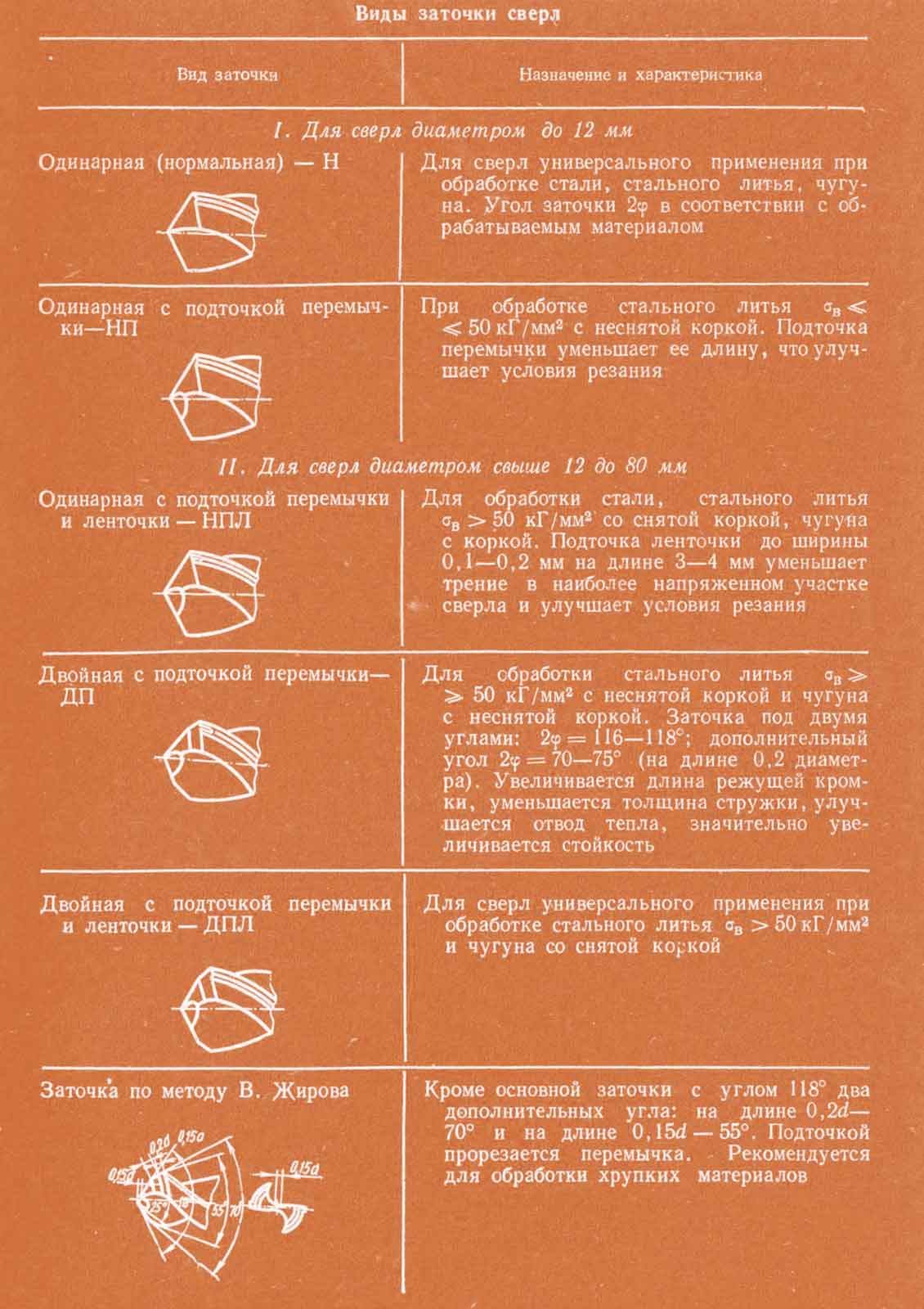
Има няколко вида заточване, които се използват за различни цели. най -често срещаните са:
- Еднопланов. При този вид обработка задната повърхност на перата е направена под формата на една равнина. Задният ъгъл е в диапазона 28-30 °. Свредлото се поставя с режещата част успоредна на шлифовъчния диск и не променя позицията си. Смята се за най -простия тип заточване на свредла с диаметър до 3 мм, но недостатъкът е, че режещите ръбове могат да се разпаднат по време на процеса на пробиване.
- Конично заточване. Обикновено се използва за свредла със сравнително големи диаметри. Трудно е да се извърши без специално оборудване и без подходящи умения. Свредлото трябва да се хване с лявата ръка за работната част по -близо до конуса, а опашката да се държи с дясната ръка. След това инструментът се притиска към края на шлифовъчния камък със задната повърхност и режещия ръб. В процеса на заточване бормашината леко се люлее от опашката с дясната ръка, което ви позволява да създадете заострена повърхност по ръба на перата.
Довършване на материала след заточване
Прилепването се извършва върху специални кръгове за прилепване. Те се различават от конвенционалните шлифовъчни колела по това, че агресивната обработка на материали се комбинира, за да се получи добра довършителна повърхност.
Поради мекотата на материала и висококачествения абразив, такива кръгове са идеални за премахване на драскотини и други повърхностни дефекти; те могат да бъдат отстранени, без да се променя геометрията на работната част на материала. По правило такива кръгове се монтират на мелница или бормашина, което дава възможност за по -удобно и точно обработване на свредло, затегнато, например, в менгеме.
В допълнение към довършителните колела, можете да напълните работната повърхност с помощта на шкурка, която е на диска на същата мелница.
Заточване на повърхността
 Правилно заточена бормашина за метал със собствените си ръце върху инструмент с диаметър до 10 мм е напълно достатъчна за работа; за по -широки се препоръчва допълнително заточване на предната повърхност.
Правилно заточена бормашина за метал със собствените си ръце върху инструмент с диаметър до 10 мм е напълно достатъчна за работа; за по -широки се препоръчва допълнително заточване на предната повърхност.
Смисълът на тази обработка е, че чрез увеличаване на ъгъла на режещия ръб и намаляване на ъгъла на гребло, устойчивостта на разпадане се увеличава, това води до увеличаване на ресурса на свредлото. В допълнение, ширината на напречния ръб се намалява, така че материалът в централната част на отвора не се пробива, а се остъргва, което улеснява процеса на пробиване на метал. За бормашина с малък ъгъл на просвет можете да заточите хълбока, за да намалите триенето вътре в отвора.