Технология
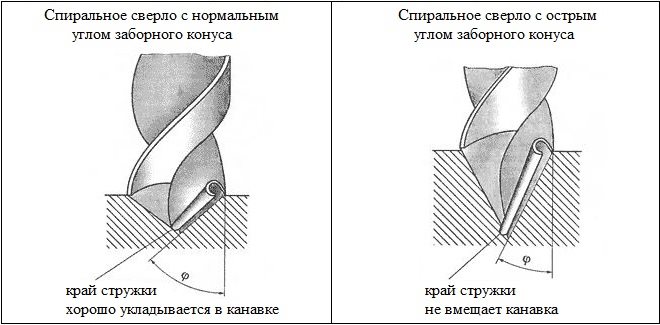
За заточване на свредло с високо качество са необходими определени устройства. Няма значение дали става въпрос за малка или голяма бормашина - технологията е същата: режещите ръбове в края вършат основната работа, а страничните спирални ръбове подравняват пробития отвор, отклонявайки стружките в спиралните канали.

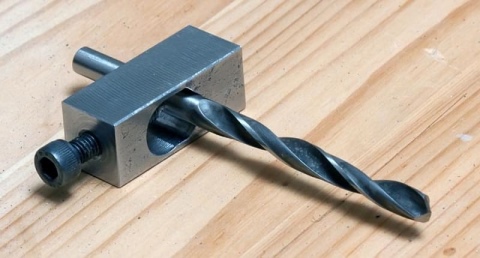
Най -лесният начин за заточване на бормашина е втулка, вътрешният й диаметър е равен по диаметър на сечението на самата бормашина. Втулката е фиксирана здраво под желания ъгъл. Избира се по следния начин - бормашината трябва ясно и с усилие да влезе в шаблона, без да се отклонява дори и степен. Ако свредлото се отклони, режещите ръбове няма да бъдат възстановени точно и в резултат на това той ще "ходи" по време на работа. Втулката може да бъде завършена с тръби от цветни метали, чийто вътрешен диаметър е равен на най-често срещаните стойности на диаметъра на продукта.

Шаблонът включва удобен инструмент, който улеснява подаването на свредлото към шлифовъчния диск за заточване и не позволява на продукта да се движи в обратна посока. Колкото по -твърд е видът дървесина, от която е направена щангата, толкова по -точно е зададен ъгълът: например капитанът използва дъбова пръчка за захранване на бормашината, докато люлеенето на свредлото в нея при заточване се изключва нейното люлеене . Машината - например същият точило - може да бъде домашно приготвена: основното е, че точилото не е центрирано, не вибрира по време на работа.


Правилен ъгъл
Ъгълът се определя от вида стомана или друг метал (или сплав), в който се пробиват отворите. Колкото по -ниска е твърдостта на метала или сплавта, толкова по -голям е ъгълът на заточване. Така че, за стомана, чугун и бронз, детайлите, от които трябва да се пробиват, ъгълът на заточване достига 120 °, за пластмаси и меки алкални метали като магнезий - 85 °.


Всеки дървесен вид изисква 130 °. 115 ° е достатъчно за неръждаема стомана. Факт е, че лесно добивният метал образува повече стружки за кратко време, възниква прекомерно триене, накрайникът на свредлото се загрява все по -бързо и по -бързо. И прекомерната топлина го притъпява - дори закалената стомана, от която е направена бормашината, се закалява при нагряване. Стоманата на продукта губи своята твърдост и започва да се тъпи по -скоро.

Отстраняване на грешки
Възможно е да донесете рециклируема бормашина у дома на специални шлифовъчни колела, които комбинират грубо смилане на високоскоростна стомана с финозърнеста стомана. Тези дискове съдържат относително мек пълнител, който елиминира грубите драскотини, прорези и вдлъбнатини от работа. Те се елиминират, без да се променя формата на режещите ръбове. Тези дискове се поставят върху шлифовъчна машина или бормашина, а бормашината се захваща върху отделна скоба или в менгеме. Ако обработката с колела се окаже груба, самият продукт се смила с въртящо се шлифовъчно колело.

Преглед
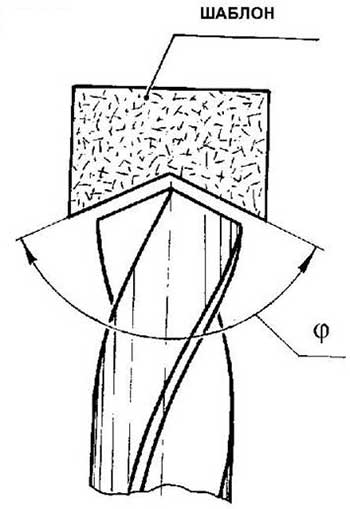
Бърза проверка на правилното заточване се постига чрез специален шаблон, който измерва дължината на режещите ръбове, местоположението на върха, ъгъла на скосяването на изходните канали на свредлото и стойността на ъгъла на надлъжната ръб, край.

Подрязване
Ако свредлото от 10 мм на капитана е скучно, продуктът се заточва отстрани на предния ръб. Задачата е да се увеличи ъгълът на режещия ръб и да се намали скосяването на предния ръб, като се стесни напречният ръб.
Това предотвратява ускореното счупване на най -малките зърна стомана от точката, което означава, че удължава експлоатационния живот на свредлото, прави възможно пробиването по -бързо и повече. Продуктът допълнително се смила под малък ъгъл на освобождаване, което намалява силата на триене в отрязаните отвори.


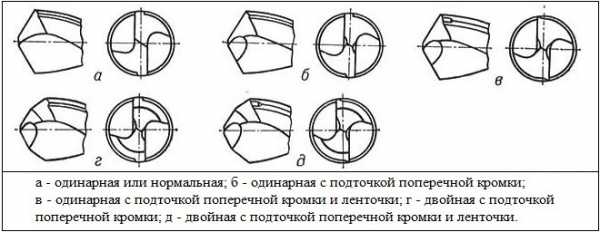
Методи за заточване на свредла за метал
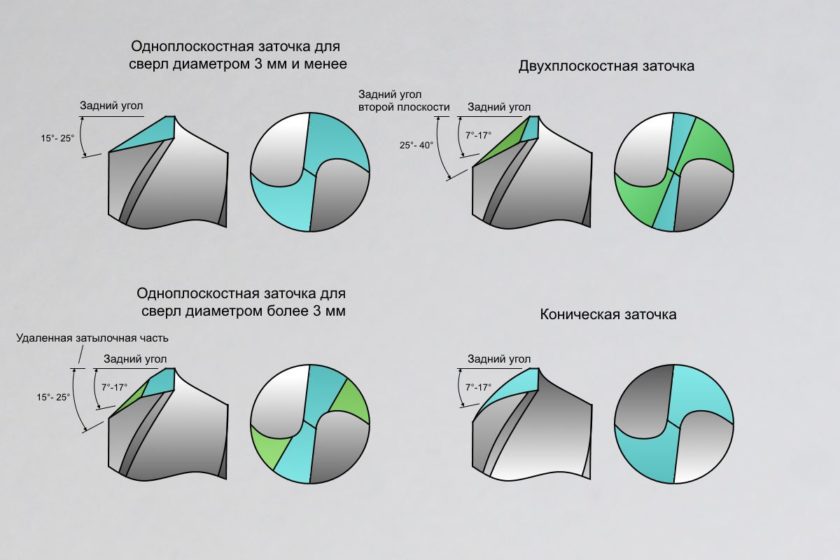
 Обработка в една равнина у дома. Тази опция се използва, когато се изисква заточване на продуктите не повече от 3 мм.
Обработка в една равнина у дома. Тази опция се използва, когато се изисква заточване на продуктите не повече от 3 мм.
Недостатъкът на това заточване е, че по време на работа може да възникне отрязване на ръбове. Тази техника се нуждае от специални грижи. Същността му е, че свредлото се прилага върху кръга и се движи успоредно на работната повърхност.
Заточване в ръкав или в две равнини
Тази опция се използва широко от занаятчиите за заточване на продукти. В този случай използвайте специални втулки. На първо място, трябва да вземете бормашината за работната повърхност в лявата си ръка, след това тя трябва да бъде доведена до всмукателния конус, като държите устройството за опашката с дясната си ръка.
Режещият ръб на продукта ще бъде притиснат към края на шлифовъчния диск и в резултат на това свредлото ще се върти около дясната си ръка около своята ос. По този начин задната повърхност на инструмента ще бъде заточена.
Основното е да се поддържа правилния ъгъл между края на шлифовъчния камък и неговия наклон при завъртане на инструмента. Именно за това се използват специални втулки за наблюдение на ъгъла на заточване на свредлото за метал.
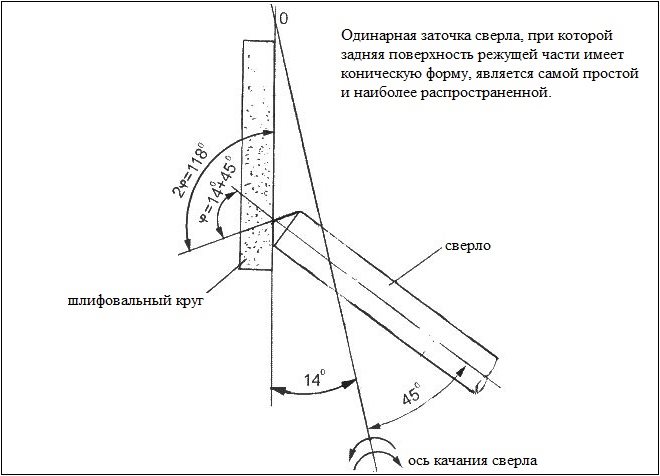
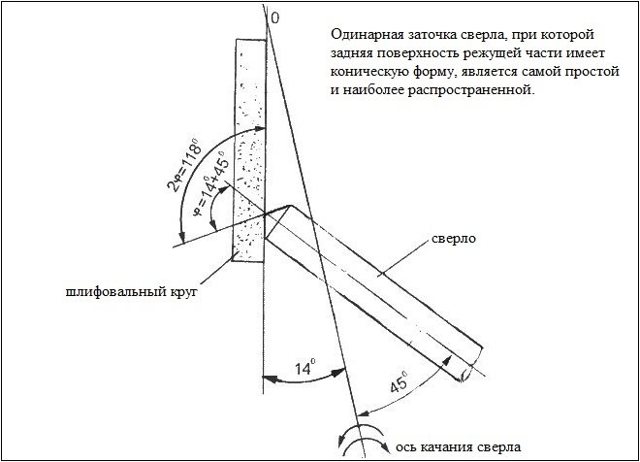
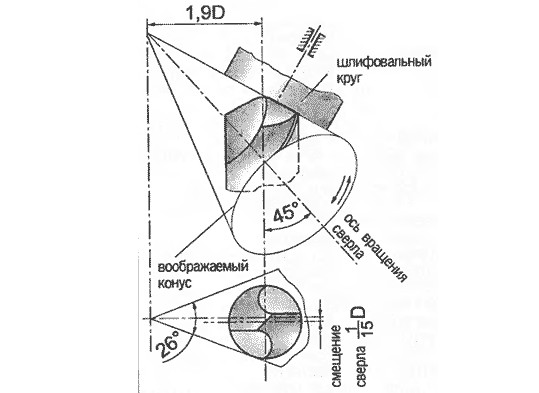
Конично заточване
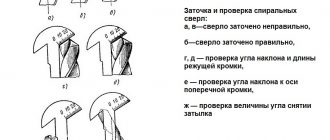
Когато започнат да заточват спирални свредла със собствените си ръце, първо обработват гърба, а след това и режещата част. Работата се извършва по следния начин:
На първо място, повърхността на приспособлението трябва да бъде притисната към шлифовъчния диск или камък, така че да не останат празнини.
При заточване ъгълът трябва да се поддържа постоянен.
Необходимо е да се обърне внимание на върха на продукта отстрани: ако задната повърхност е обработена правилно, ще се види равномерен конус.
След това можете да продължите да изостряте режещия ръб със собствените си ръце, като стриктно спазвате ъгъла.
Използване на приставки за заточване на свредла за метал
 Този удобен метод включва използването на специални устройства за заточване на продукти. Предимствата на този метод включват лекота на използване и гъвкавост. Това устройство има цилиндрична форма.
Този удобен метод включва използването на специални устройства за заточване на продукти. Предимствата на този метод включват лекота на използване и гъвкавост. Това устройство има цилиндрична форма.






От една страна, върху него има свързващо устройство, с помощта на което дюзата се поставя върху шпиндела на свредлото, а от друга има вдлъбнатини за монтаж на свредла с определена ширина. За обработка е необходимо продуктът да се вкара в отвора, след което ще остане да приведете устройството в движение с пробиващия двигател и да наблюдавате ъгъла на заточване.
Признаци на тъпота
Дървообработващото оборудване може да издържи дълго време, без да се деформира. Свредлата за метал се провалят по -бързо. Има няколко точки, по които можете да определите, че платформата е скучна:
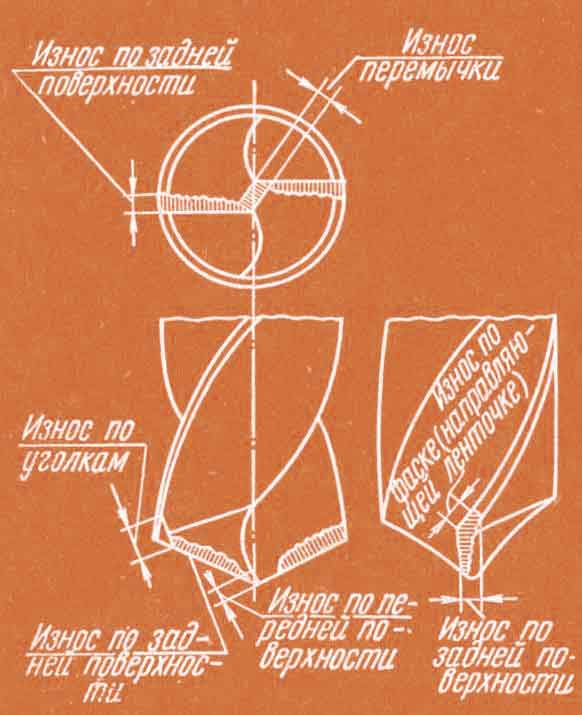
- В горната част на свредлото има стружки, неравности, микропукнатини.
- Визуални отклонения от първоначалното състояние.
- По време на пробиването се появяват нехарактерни свистене или шум.
- От вътрешната страна на дупката остават неравности и неравности.
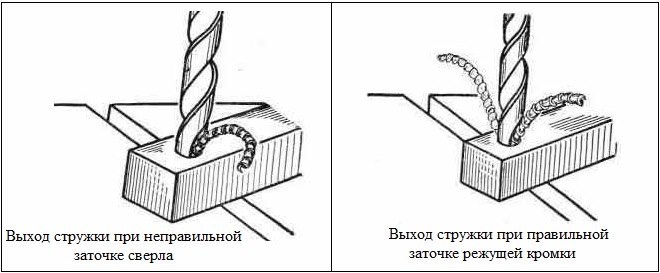
- Стружките се натрупват в отвора и не се изхвърлят навън.
Тези отклонения показват счупване на инструмента. Трябва да спрете работния процес, да коригирате неточностите или да смените инструментите.
Процес на заточване
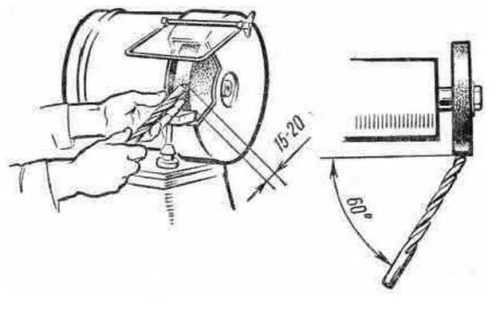
Заточването на свредлото трябва да се извърши по определен начин. За начало вземете инструмента с лявата си ръка близо до предната (работна) част. С дясната ръка здраво хващаме дръжката. Започваме въртенето на диска върху шлифовъчна машина или машина и внимателно (без силен натиск) довеждаме до него задната част на режещия ръб на свредлото.
Продължавайки леко да притискате свредлото към диска, завъртете го с дясната ръка, за да изострите гърба. През цялото това време проверяваме желания наклон на свредлото. Също така се уверяваме, че режещите ръбове са еднакви по дължина и заточени под същия ъгъл.
Заточване на бормашина
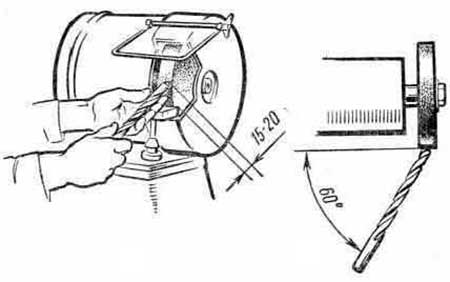
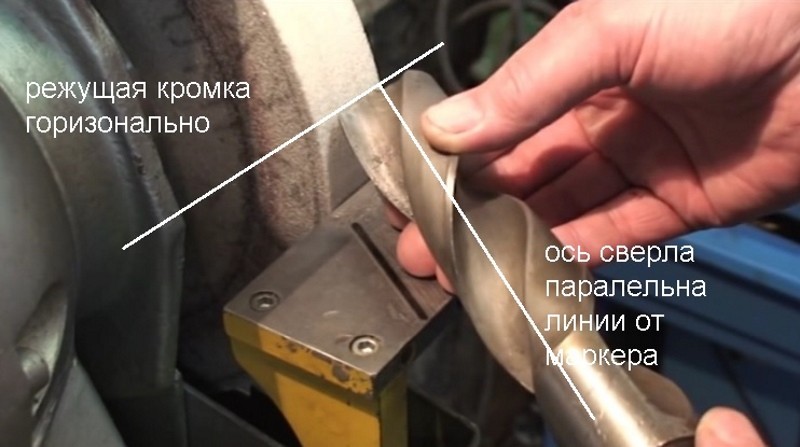
Първата задача е да направим задните повърхности равномерни и със същия наклон.За правилно ориентиране на свредлото при заточване, използвайте маркер, за да начертаете линия с маркер под ъгъл спрямо работната повърхност на колелото, съответстващ на ъгъла между режещия ръб и оста на свредлото (половината от ъгъла отгоре ). У дома задачата обикновено се опростява и бормашината се позиционира под ъгъл 60 °.
Свредлото лежи върху показалеца (или върху пръстите, с голям диаметър), опрян върху белезници. Свредлото трябва да бъде разположено със страна, успоредна на маркираната референтна линия. Натиснете го отгоре с палец на същата ръка. Втората ръка държи опашката и контролира движението на свредлото във всички равнини, фиксира го в желаното положение. Степента на притискане на свредлото към кръга се регулира от двете ръце. Не трябва да стискате и напрягате твърде много пръстите си. Изисква се да държите бормашината хоризонтално, позволено е да спуснете дръжката под режещата част, но в никакъв случай обратно.

Режещият ръб трябва да е хоризонтален и е важно да се запази това положение, докато се изостря хълбока. Свредлото внимателно се довежда до работната острилка, докосва я с лек натиск, след което дръжката трябва да се спуска плавно надолу, без да се разхлабва налягането
След това бормашината леко се прибира. Операцията може да се извърши няколко пъти, в зависимост от степента на износване на работната част.

След това свредлото се завърта около надлъжната ос на 180 градуса и операцията на заточване се повтаря за втората странична повърхност.
Важно е да се опитате да не променяте първоначалното положение на ръцете и да позиционирате ръба хоризонтално, за да създадете натиск, подобен на първия. Ако вторият ръб трябва да бъде заточен по -силно от първия, операцията за заточване се повтаря повече пъти.

След това се извършва проверка на завъртените повърхности. Това може да се направи на око - режещият ръб трябва да е по -висок от всички други повърхности, а задните повърхности трябва да са със същата форма и размер. Свредлото се проверява за светлина, така че отраженията върху метала да не пречат, защитете го с ръка от източника на светлина.

Резултатът от заточване може да се провери с шаблон, като се прилага последователно върху задните повърхности на вертикално разположена бормашина. Ако се забележат несъответствия, по -малката задна повърхност трябва да се коригира върху острилката. Дължината на работните ръбове се проверява с нониер - измерва се разстоянието от моста до точката на преход на режещия ръб към лентата. Ако параметрите се различават, по -късият ръб се изостря.
За да бъде свредлото възможно най -точно ориентирано при даден ъгъл по време на заточване, е удобно да се използва парче стомана или алуминий ъгъл с рафт 30 - 40 мм като водещ елемент. Парче ъгъл с дължина около 70 мм с малка скоба е прикрепено към перилото по такъв начин, че свредлото, притиснато към него от страничната част, с режещия ръб пада точно върху работната част на абразива колело. Прилепването на страничната част към водача трябва да се поддържа през целия цикъл на заточване.

По време на процеса на заточване бормашината трябва да се охлажда в контейнер с вода или машинно масло - прегрятият метал се обработва по -малко и може да се повреди.
Ако сте доволни от резултата на заточване, препоръчително е да настроите фините работни ръбове на колело от силициев карбид, за да им придадете гладкост, което увеличава експлоатационния живот на свредлото.
Видео за "как правилно да заточваме свредла за метал":


Каква геометрия трябва да се даде на елементите за усукване за оптимално създаване на отвори в метали
За да се извърши висококачествено заточване, е необходимо да имате добро разбиране на устройството и принципа на работа на инструмента за пробиване.
Как се прави бормашината
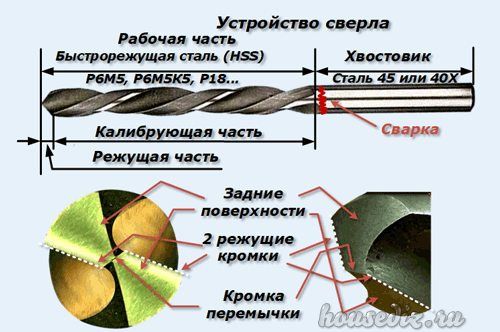
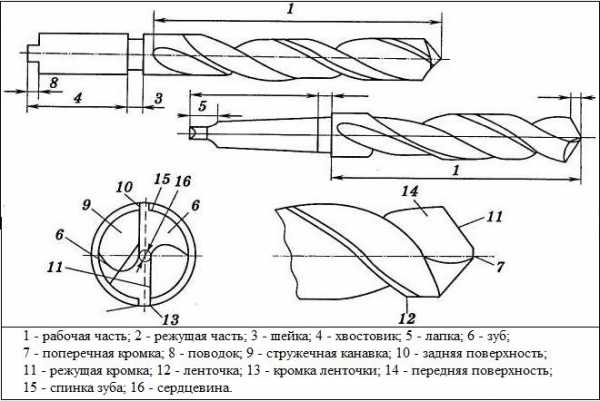
Състои се от две части, свързани чрез заваряване:
- работни, изработени от високоскоростна стомана (HSS) марки P6M5, P6MK5, P18 и други подобни;
- дръжка, закрепена в патронника (стомана 45 или 40X).
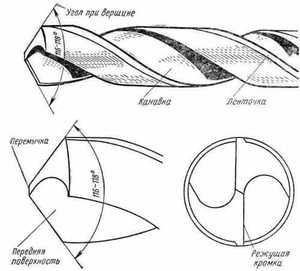
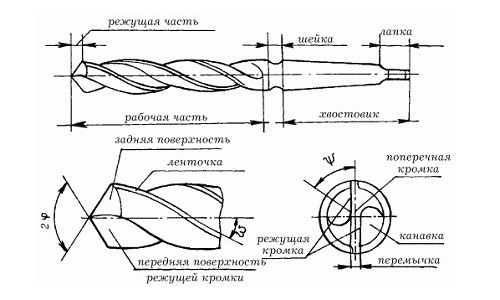
Работната част от своя страна е представена от:
- режещ връх (второто име е водещо);
- калибрираща секция, направена от цилиндър от каналите за евакуация на стружки с калибрираща лента.
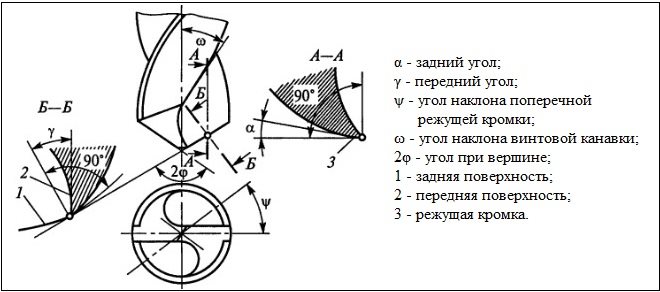
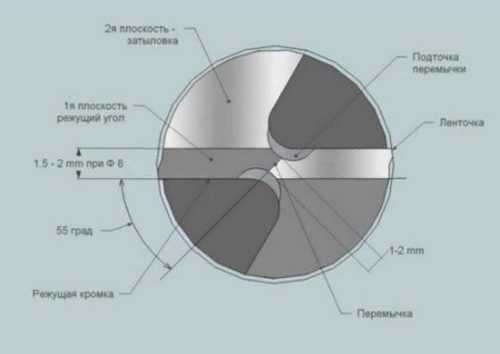
Режещият връх съдържа:
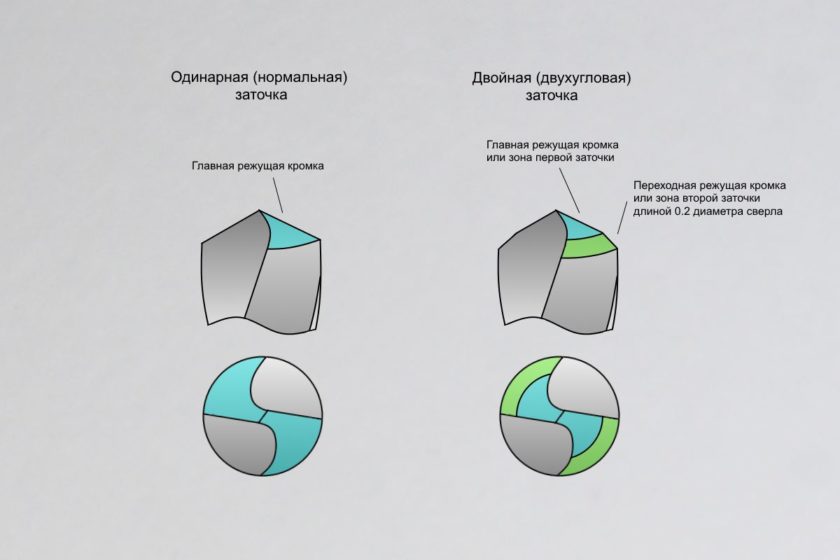
- 2 режещи ръба (RK), свързани с ръба на преградата (или просто с преградата);
- 2 задни повърхности.
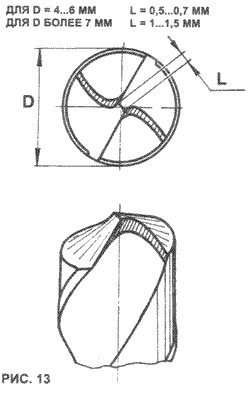
При възстановяване на режещите ръбове е необходимо да се обърне внимание на конфигурацията на моста, защото върху него се образува централен връх.

Всъщност мостът е слой метал, разположен между двата канала за евакуиране на стърготините. Постепенно се увеличава от върха до дръжката.
Централният връх, образуван от заточването, трябва да бъде разположен строго върху вертикалната ос на въртене.
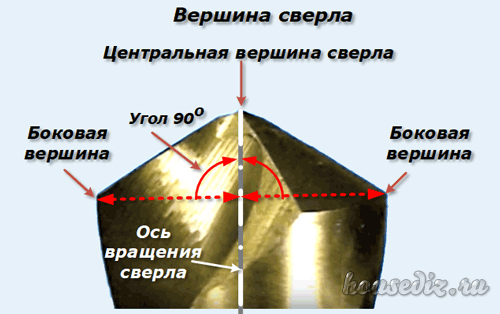
В този случай се създават още две странични върхове поради пресичането на линията на режещия ръб със задните повърхности в техните стави с калибрационните ленти.
След заточване страничните върхове трябва да бъдат разположени строго симетрично един спрямо друг, а свързващата ги линия е насочена перпендикулярно на оста на въртене.
Какви ъгли създават оптимално рязане
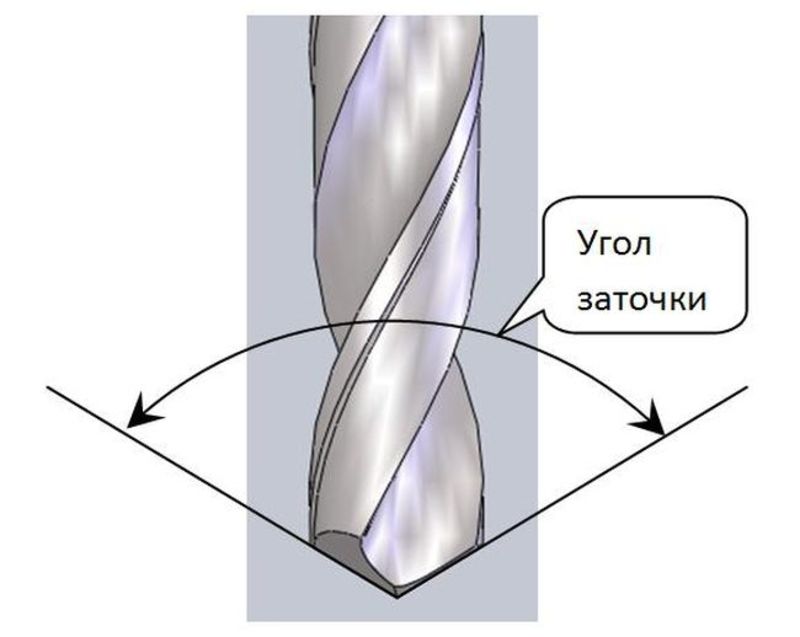
Ъгълът на носа се измерва между режещите ръбове. Стойността му може да варира от 116 до 130 градуса и зависи от твърдостта на обработвания метал. За леки сплави се използва по-остро ъглово заточване.
За битови цели не се изисква постигане на съответствие с ъгли с точност от 1 градус. Стойността му от 120 ° работи нормално тук. Образува се чрез разделяне на кръга на три части.

Ъгълът между лентата и режещия ръб се създава чрез равномерно смилане на задните повърхности към една наклонена равнина. Тя трябва да бъде 55 градуса от двете страни.
Ъгълът на наклон на спиралата може да се различава леко от продукта до продукта. За най -твърдите метали се прави 25O, а за най -често срещаните - 30.
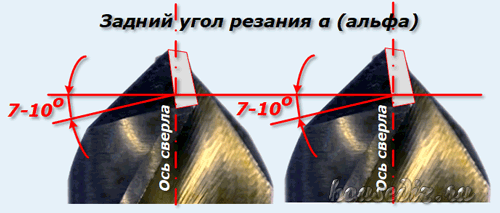
Ъгълът на хлабина се измерва между перпендикуляра на оста на въртене и образуващата линия, разположена в равнината на фланговата повърхност. Оптималната му стойност е от 7 до 10 градуса.
По посока на спиралата могат да се извършват тренировки:
- дясно - за обработка на метали при директно въртене;
- вляво - с обратно въртене.
Как дължината на инструмента влияе върху качеството на свредлото
Произвеждат се три вида продукти за различни условия на работа:
- къси, произведени в съответствие с ГОСТ 4010-77;
- средна (GOST 10902-77);
- дълъг (GOST 888-77).
Свредлата с къса серия имат най -добро представяне (качество на центриране и натоварване при рязане).
Какво е бормашина и как да я заточите
За пробивни работи се произвеждат специални инструменти, най -често срещаният от които е бормашина.
Внимание! За работа с различни материали се произвеждат специални свредла с различни ъгли на заточване на свредлото. В допълнение, структурата на материала влияе върху ъглите на заточване.
Но първо първо
В допълнение, структурата на материала влияе върху ъглите на заточване. Но първо първо.








Различни начини за заточване
Свредлото е режещ инструмент, който извършва процес на рязане поради ротационно движение с аксиално подаване.
Свредлата се използват не само за пробиване на отвори с различни диаметри, но и за разгъване на съществуващи отвори. С помощта на бормашина можете да пробиете проходен отвор, да направите вдлъбнатина с необходимия диаметър и да пробиете до необходимата дълбочина.
Но за да извършите изброената работа, ще ви е необходима бормашина с необходимия диаметър.
Освен това свредлото трябва да бъде правилно заточено.
Различни начини за заточване на конкретен материал
И за да разберете как да заточите бормашина, е необходимо да изясните за какъв материал ще се използва инструментът.
Структурно, свредлата се произвеждат усукани, плоски или пера, пръстен, център, за дълбоко или едностранно рязане.
Ударните свредла се предлагат в различни диаметри. Обхватът е 0,1 ... 80 мм с дължина на работната част до 275 мм.
Плоските свредла се използват за направата на отвори с голям диаметър до голяма дълбочина. Конструктивно режещата част е направена под формата на острие и е прикрепена към държача.
Пръстеновидните свредла са направени под формата на куха тръба, в която работи тясна пръстеновидна режеща част.
Централните свредла се използват за центриране на части при завъртане.
Но всички изброени инструменти стават скучни в процеса. И тъй като свредлата са скучни, те трябва да бъдат заточени. И за да разберете как правилно да заточите свредлото, трябва да си представите за какъв материал ще се използва инструментът и да промените ъгъла на заточване.
По -малко вероятно е свредлата да се затъпят при работа върху дърво. Ако използвате свредла, когато пробивате само в дърво, тогава такива тренировки не изискват заточване в продължение на няколко месеца или години.
Просто трябва да внимавате за тяхното съхранение и използване.
За нас е важно да се научим как да изостряме свредла при работа по метал, бетон.
Заточване у дома
Когато заточвате тренировки със собствените си ръце, потребителят се препоръчва да се придържа към правилата за безопасност. Работата върху шлифовъчните колела трябва да се извършва със защитни очила. Това ще предпази очите ви от абразиви и парчета котлен камък. Очилата трябва да се носят дори ако върху наждачката има защитен щит.
Категорично е забранено да се работи с ръкавици. Свредлото може да засече конеца и да нарани ръцете ви. Препоръчва се работа да се извършва в прилепнали дрехи, чиито копчета са предварително закопчани. Препоръчва се парапетът да се регулира така, че пропастта между него и камъка да е малка.
Заточването на тренировка може да се извърши по различни начини, което позволява на човек да избере най -подходящия за себе си вариант. За да избегнете наранявания, трябва да спазвате мерките за безопасност по време на работа.
Засилване на контрола на качеството
За да възстановите първоначалните параметри на инструмента, е необходимо да изберете шлифовъчен диск, чиято твърдост ви позволява да получите качествено първоначалните параметри. В началния етап задната повърхност се възстановява. Основната задача е правилният избор на ъгъла на подаване към повърхността на шлифовъчния диск. След приключване на тази работа те започват да привеждат предния край в нормално състояние.
Неспазването на тези изисквания ще доведе до влошаване на качеството на пробитите отвори и нарушаване на технологията на рязане. След приключване на операцията се проверява качеството на получените параметри. Ако са направени определени отклонения от изискванията, сеялката се настройва фино до желаното състояние. В предприятията, където се използват сеялки за производство на голям брой отвори, довършването е задължително.
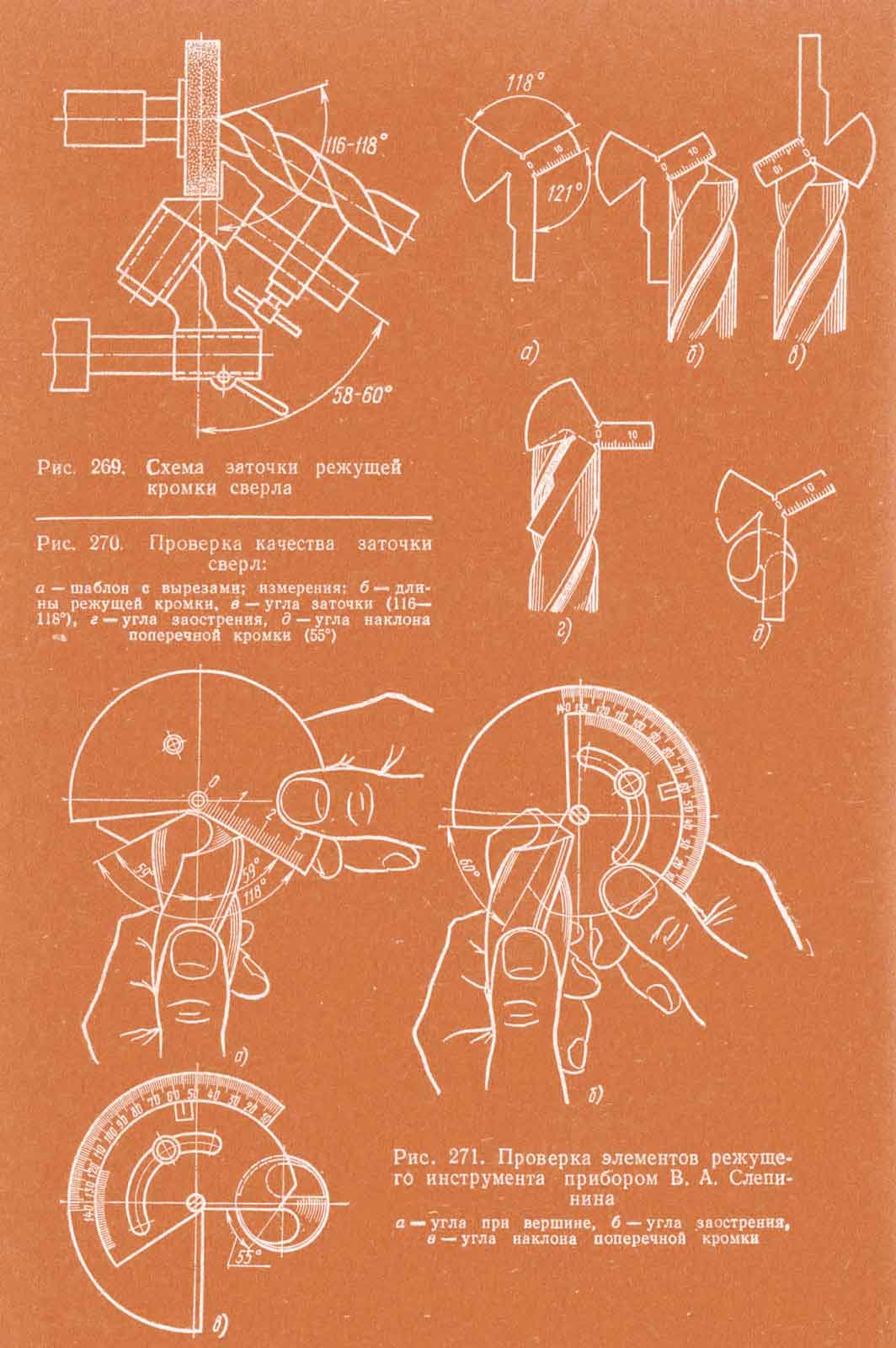
След завършване на всички технологични операции за възстановяване на инструмента се препоръчва да се проверят основните му геометрични параметри. За да се реши този проблем, се използват следните устройства:
- изработени шаблони;
- устройство, разработено от V.A. Слепнин.
В първия случай се използват готови шаблони, които се изработват по предварително изчислен метод. Такива шаблони могат да бъдат закупени готови чрез мрежа за търговия на дребно или направени сами. Методите за тяхното производство са дадени в специална литература или на интернет портали.
Основата на устройството, разработено от Slepnin, се състои от два диска. Те се въртят един спрямо друг. Основното му предимство е променливостта на възможните измервания. Тази гъвкавост елиминира необходимостта от създаване на голям брой персонализирани шаблони. Следователно времето за проверка на няколко елемента се намалява значително.
При проверка на всеки инструмент след приключване на операцията на заточване е необходимо да се проверяват не само получените параметри, но и равенството на дължината на противоположните режещи ръбове. Ако те се различават по дължина, това ще доведе до увеличаване на диаметъра на получения отвор.След това трябва да проверите промяната в ъгъла на хлабина на режещия ръб. Тя трябва постепенно да се увеличава към центъра на инструмента.
Препоръки
Конвенционалните бормашини се заточват със собствените си ръце на обикновена острилка, трион с голям шлифовъчен диск, мелница или бормашина с дюза. Но за короните може да се наложи специална машина. Факт е, че короната има ос - основната бормашина, която е обикновен продукт. И ако се изостри по прост начин, тогава назъбеният, подобен на трион ръб на короната ще изисква машинни условия. Същото важи и за конусните тренировки.
В най -лошия случай, поради интоксикация със стомана, която ръждясва в солена среда, човек лесно може да я загуби. Внимавайте да не пробиете „в тавана“ без каска - падащите стружки също попадат в незащитените очи.






Вземете правилния ъгъл за вашето подрязване. Твърде "плоската" бормашина няма да пробие стомана, твърде "стръмната" - дърво, алуминий, бронз, магнезий, пластмаса. Неправилен ъгъл или ще доведе до размахване на свредлото и отворът ще се премести, или ще заседне и ще се счупи.
Не пробивайте с обикновена високоскоростна стомана в стъкло, порцеланови каменни изделия, гранит, керамика, глина с висока якост. За тези материали има така наречените печалби. Победитовата сплав значително надминава по якост стоманата с висока скорост. Не се опитвайте да пробивате през закалено стъкло - то веднага ще се разпадне.
Не изостряйте победните бормашини с прости шкурки и остъклени с камък кръгове - за тези продукти има диамант, подобно на тези кръгове, с които режат камък, тухли и закалена стомана. Смелете победните тренировки при ниски скорости.
Не прегрявайте свредлото по време на завъртане - прегрятата стомана ще се закали и ще стане значително по -лоша. Тя вече няма да бъде нито закалена, нито високоскоростна (инструментална).
Не охлаждайте горещо нарязана нарязана бормашина във вода или други студени течности - тя се прониква от микропукнатини от рязко охлаждане. При първия опит за пробиване на детайл продуктът веднага ще се счупи.
Не отклонявайте свредлото при завъртане. Най -малката грижа - дори с една степен - ще доведе до неравномерно завъртане, ще се появят вибрации, счупване на самата тренировка и разхлабване на скоростната кутия и двигателя на свредлото.
Дължината на работната част не трябва да бъде по -малка от сантиметър. Ако свредлото се счупи наполовина и част от зоната на рязане се изхвърли, тогава не смилайте свредла, чиято работна секция сега е по -малка от сантиметър.
Свредла с карбидни накрайници (напр. Pobedit, с диамантен връх) се заточват със същите инструменти като сондажи от твърдо направени от същите материали.
Колко лесно е да заточите бормашина, вижте по -долу.
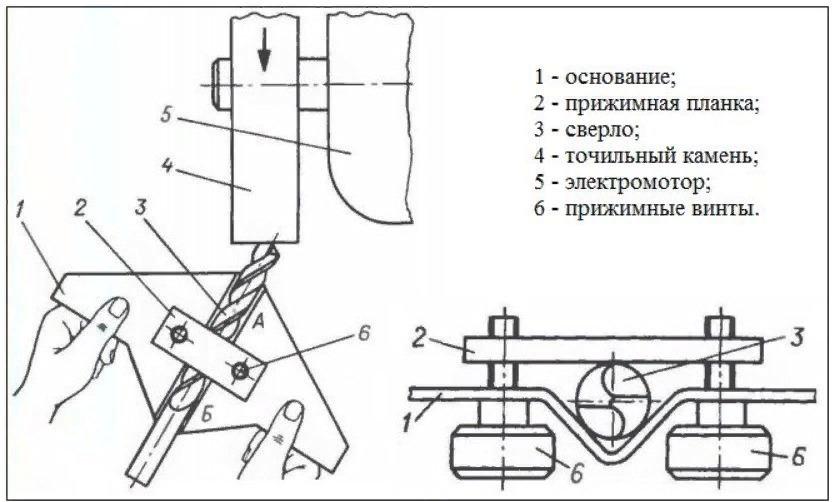
Помощ за заточване
Тук вече няма да говорим за машини, а за полезни и удобни устройства, които опростяват работата и помагат за поддържане на правилния ъгъл.
Това могат да бъдат закупени продукти, например този проводник идва от Aliexpress. Заточващият диск е много малък, въртенето се предава на него от патронника, свързан с помощта на специален адаптер. Потребителят трябва само да постави бормашината в жлеба и да включи бормашината. Преглед на използването на такъв проводник е описан в това видео.
За тези, които не уважават китайските продукти, има стелажи като този.

Съществуват и редица домашно изработени джиг устройства, предназначени за удобно заточване. Ето например две от тях.
Има и оригинално приспособление за панти на вратите.
Полезни съвети
Можете да говорите много за нюансите на заточване, но в края на краищата е важно не само да заточите инструмента правилно, но и да го направите безопасно и след това правилно да съхранявате продуктите. И така, правилата за безопасност и запазване на работата на тренировките:
И така, правилата за безопасност и запазване на работата на тренировките:
- при заточване инструментът се нагрява много. Това изисква не само внимателно боравене и - много желателно - носене на защитни ръкавици. Влияе и върху свойствата на метала.Следователно инструментът трябва да се подава към заточващото устройство за кратки периоди, 2 ... 3 секунди, и да се охлажда след всеки период във вода или друга охлаждаща течност (режеща течност);
- искри излитат от свредлото и шлифовъчния диск в процеса. Необходимо е да се предпазват не само ръцете, но и лицето. Прозрачна козирка или очила ще ви бъдат много полезни;
- за фина работа е необходимо да се види много добре какво се прави. Съответно, лупа може да играе ролята на защитен щит;
- необходимо е допълнително осветление, но лампата трябва да бъде разположена така, че крехката крушка да не може да бъде повредена от случайни метални или абразивни трески.
По отношение на съхранението правилата са прости: заточените тренировки не трябва да се допират помежду си, не трябва да са във влажна или агресивна среда. Специалните организатори - промишлени или домашно приготвени - са много удобни за постоянно съхранение. При наличието на надписи върху диаметъра, търсенето на желания инструмент става почти моментално.