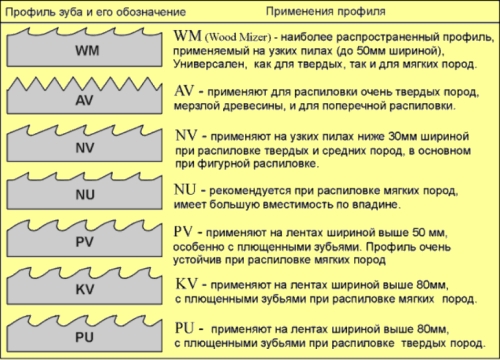
Видове триони
Лентовите триони могат да бъдат разграничени по вида на зъбите, като се вземе предвид конфигурацията, на която те избират необходимата проба за обработка на определен вид материал. Изборът на конфигурацията на зъбите на триона се основава на характеристиките на нарязания дървен материал, по -специално на параметрите на неговата твърдост: колкото по -плътно е дървото, толкова по -малък е предният ъгъл на режещите ръбове на лентата и стъпката между тях.
Спазвайки това правило, е възможно значително да се подобри качеството на рязането и да се удължи експлоатационният период на инструмента.
Рязането на тънки материали обикновено се извършва с трион, който има стандартна или малка стъпка между фрезите, в противен случай рискът от повреда на работния инструмент се увеличава многократно. Трионът с голяма стъпка на зъбите е предназначен да го използва за рязане на метални или дървени дебелостенни заготовки, които трябва да бъдат здраво фиксирани преди започване на процеса на обработка.
Дизайн на трион
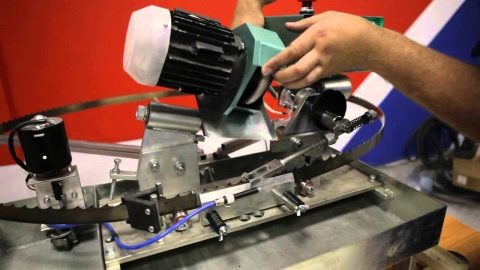
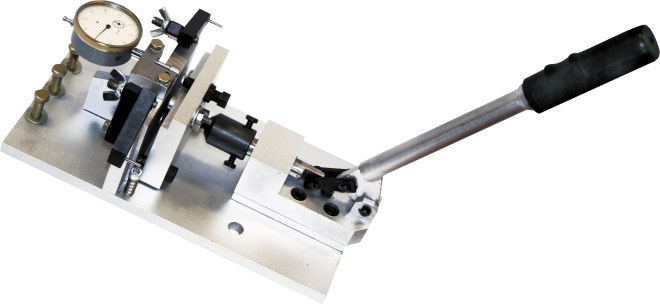
 Машина за лентови триони
Машина за лентови триони
Лентовият трион принадлежи към категорията режещи инструменти и е неразделна част от специализираното оборудване за обработка на дърво. Това е затворен колан със зъби по външния ръб.
За производството се използват специални марки стомана - 9HF, B2F или C75. По време на производствения процес зъбите се третират с високочестотни токове. Това увеличава тяхната твърдост. Именно този факт влияе върху разпръскването на режещите ръбове и поддръжката. Често в производството се използват няколко вида стомана. Основният колан е направен от пружинен колан, а режещата част е от стомана с високо съдържание на волфрам или кобалт.
Характеристики на използването на лентови триони за дърво:
- изисквания за дърво. Колкото по -трудно е, толкова по -бързо острието ще притъпи;
- условия на монтаж. Индикаторът за напрежение трябва да се спазва. Ако е по -малко от необходимото, ще настъпи провисване. При силно напрежение вероятността от счупване на острието ще се увеличи;
- периодично заточване. Това ще изисква специална машина.
Изпълнението на последната точка ще увеличи експлоатационния живот на конструкцията на колана. Самото заточване обаче е проблематично - трябва да изберете правилното оформление, да наблюдавате ъгъла на обработка на остриетата.
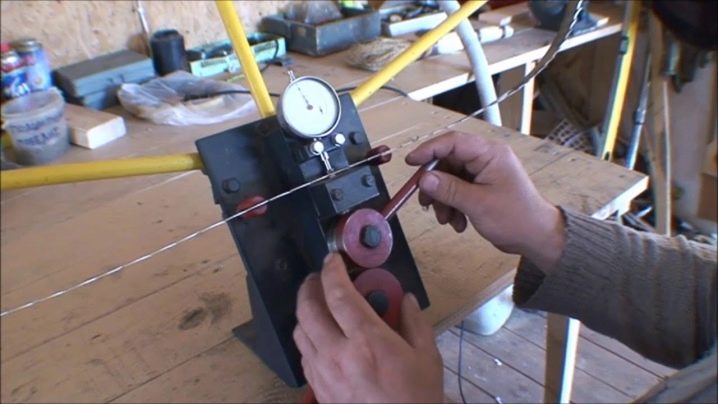
Заточване на трион
По време на работата на триона се наблюдава намаляване на качеството на рязане поради тъпотата на фрезите, намаляване на ширината на тяхната настройка. Следователно, за да се подобрят режещите свойства, е необходимо да се изострят режещите ръбове на лентата за трион. Инструкции за работа:
- Електрически инсталации.
- Обръщане.
У дома поставянето на зъбите може да се извърши по следните начини:
- класически: последователно огъване на страната, съответстваща на дизайна;
- оголване: огъване от двете страни на два съседни зъба и оставяне на третия непроменен в първоначалното положение;
- вълнообразен: всеки зъб се разделя с различно количество под формата на вълна.
Заточването се извършва в следната последователност:
- Шлифовъчните колела се избират, като се вземе предвид твърдостта на материала. За обработка на инструментална стомана трябва да се използват корунд дискове. Можете да изострите биметални инструменти с диамантени дискове.
- Шлифовъчен материал за лента. Предлага се в следните форми: чиния, плоска, чаша, профил.
- Лентата трябва да се почисти от замърсявания, петна от масло, стърготини. След това завъртете зъбите в обратната посока и висете в тази форма на закрито за 12 часа.
- Заточете с подготвени инструменти.
Основни правила за завъртане на триони:
зъбите са заточени от едната или от двете страни на острието;
е необходимо да се премахнат същите слоеве метал от зъбите, така че линията на рязане да се образува равномерно, ръбовете да са гладки;
при завъртане с кръгове е неприемливо силно притискане на заточените ръбове към абразивната повърхност, за да се предотврати отгряването на метала и загубата на механични свойства;
за охлаждане на инструмента по време на работа е необходимо водно охлаждане;
важно е да се поддържа геометрията на острието и зъбите;
ако се открият заусени, те трябва да бъдат отстранени.
Правилното разпръскване на зъбите не е необходимо напълно с цялата равнина, а огънете само 1/3 или 2/3 от горната част. Според препоръките на производителите размерът на огъване е от 0,3 до 0,7 мм.
Как да заточите правилно лентовия трион
Веднага отбелязваме, че ако няма опит и умения за извършване на такава работа, по -добре е да поверите заточването на триони на професионалисти. Нарушаването на геометрията на зъбите на режещия ръб, появата на шлака върху метала или неправилната настройка значително ще намалят живота на острието.

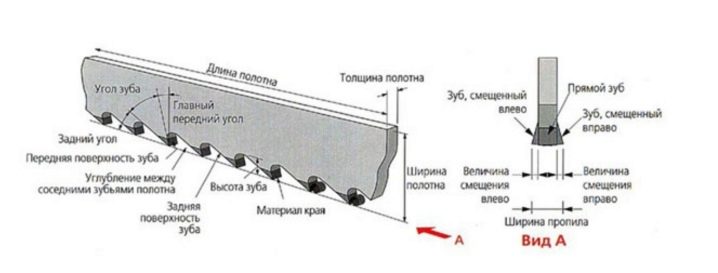
След като сте решили да изострите лентовия трион със собствените си ръце, ще бъде полезно първо да се запознаете с ключовите дефиниции, чиито познания може да са необходими в процеса. Така че, за правилното формиране на режещия ръб ще ви трябва:
- настройка - отклонение на зъбите от равнината на главния трион;
- височината на зъбите е разстоянието между горната точка и основата;
- стъпка - разстоянието между зъбите, обикновено варира между 19-25 мм.
- ъгъл на заточване - зависи от предназначението на инструмента; например препоръчителният ъгъл на заточване за дърводелски триони е 35 °, за разделителни триони - 18-22, предназначен за рязане на щанга - не повече от 15 °.
Ъгълът на заточване се определя от производителя, затова при самостоятелно обличане на триона се препоръчва да се придържате към тези параметри.
Ето подробни инструкции, които ще ви помогнат да заточите правилно затворен трион, без да прибягвате до услугите на специалисти.






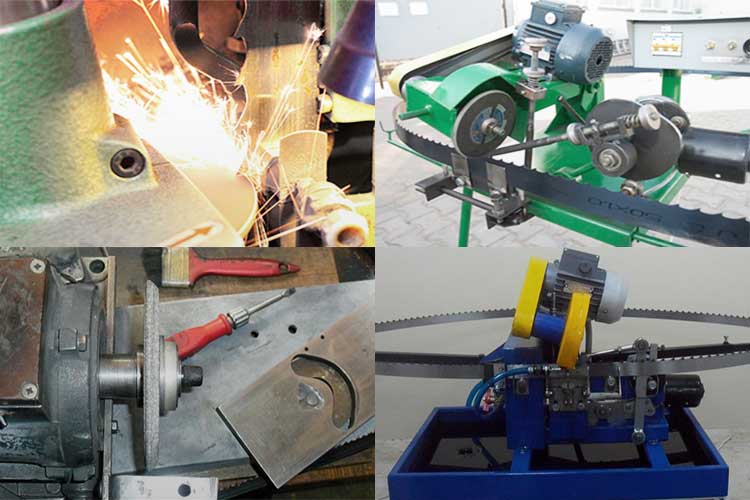
Електрически инсталации
Поставянето на лентови триони в дърво е първата стъпка за възстановяване на профила на режещия ръб. По време на работа местоположението на зъбите може да се промени, така че докато се постигне правилната геометрия, няма смисъл да се изостря частта на триона.

Има 3 начина да отворите триона:
- класически - зъбите последователно се отклоняват от дясната и лявата страна;
- съблекалка - 1 -ви и 2 -ри зъби се отклоняват в различни посоки, третият остава четен. Този профил е създаден за рязане на твърди материали;
- вълнообразен - най -трудният вариант, наподобяващ форма на вълна. Тук всеки зъб е с индивидуална форма и този тип настройка обикновено се извършва само в специализирани работилници.
Трябва да се отбележи, че при окабеляване не се огъва целият зъб, а около 2/3 от горната част. Процедурата се извършва на специална сеялка за лентови триони. Цената на такъв инструмент е доста висока, така че те го купуват, ако трябва да настроите няколко инструмента. Наличието му може да се превърне в гръбнак на изострящия се бизнес.
Разбира се, първият път, когато можете да направите всичко правилно, дори на регулируема машина, може да не работи, така че поне геометрията на профила трябва да остане същата като преди началото на работата.
Заточване
Това е основната стъпка в авангардното обличане и може да се направи по два начина.

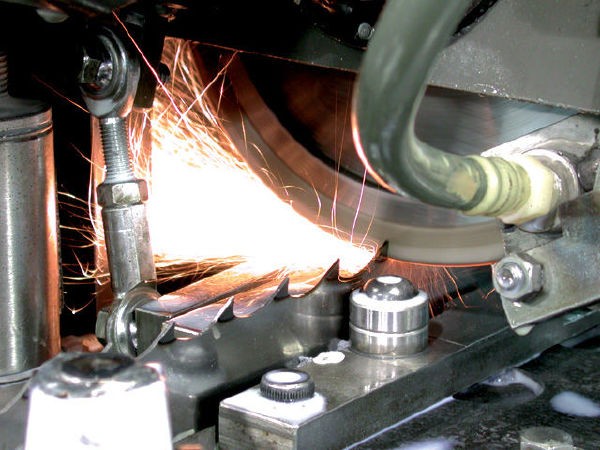
Пълнопрофилните триони се заточват с CBN колело, монтирано в специална машина за заточване.
Това е напълно автоматизирана операция, използвана от професионалисти. Работата на машината за заточване на лентови триони за дърво се контролира от електрониката, а заточващото колело обработва цялата лента за един проход. Недостатъкът на този метод е, че CBN колелото се избира индивидуално спрямо профила на триона, следователно, за обличане на различни инструменти, заточващият елемент трябва да присъства в асортимента.

Заточването на зъбите се извършва ръчно или на специализирано оборудване.
В първия случай остротата на зъбите може да бъде възстановена в най -кратки срокове, но работата изисква определени умения. Във втория - старателна работа: 4-5 движения по ръба на всеки зъб.

За автоматично заточване се използват диамантени, CBN и корунд колела.
Важно е да се разбере, че при извършване на тази процедура, само зъбите се придават на остротата, геометрията, създадена след поставянето на острието, трябва да остане непроменена.
Интересно е: Стъклените интериорни врати от матирано стъкло: разглеждаме го подробно
Как да заточим платното правилно?
Според статистиката, повече от 80% от случаите на прекъсвания в устройството възникват поради неизпълнение на техники за заточване. Необходимостта от заточване се разкрива визуално - от появата на самите зъби или състоянието на среза (увеличени неравности на равнината).
Камъните за заточване на остриетата на лентата се избират въз основа на твърдостта на зъбите. За заточване на продукти от въглеродна и легирана стомана се използват корунд камъни. Биметалните остриета изискват боразонови (CBN) или диамантени дискове. Конфигурацията на шлифовъчния диск трябва да се определи въз основа на характеристиките на инструмента. Тя може да бъде с форма на чиния, плоска, чаша, профил.







Преди започване на работа е препоръчително да оставите платното да виси в развито положение за 10-12 часа.
Условия за заточване на платна със собствените си ръце:
- осигуряване на системно отстраняване на метал според формата на сечението на зъба;
- избягване на прекомерен натиск върху диска (това може да причини отгряване);
- осигуряване целостта на височината и формата на сечението на зъба;
- необходимото присъствие на течност за охлаждане;
- контрол на липсата на точкуване.

Като цяло, независимо от изобилието от правила и условия, тези устройства са доста неизискващи от гледна точка на изостряне. Можете да се справите с тях както със специализирана острилка за ножове за ленти, така и на ръка. В допълнение, кръгове с различни конфигурации и вещества могат да се използват за обработка.

Преди заточване на лентата е препоръчително да се запознаете с основните методи за извършване на тази процедура.
Метод 1: пълнопрофилно заточване
Този метод се счита за особено висококачествен и се извършва на автоматично оборудване. Дискът Elborovy (Borazon), точно съобразен с конфигурацията, обработва цялата междузъбна кухина заедно със съответните равнини на съседни зъби с един проход. В този случай е изключено получаването на неравна конфигурация в основата на зъбите. Един недостатък на подобно заточване е постоянно да има под ръка определен брой сфери за платна за различни цели.

Метод 2: заточване на ръбовете на зъбите
Може да се извърши на специализирано оборудване или ръчно.
Ако е избрано специално оборудване, тогава е необходимо компетентно да изберете кръг - като правило това са плоски проби. Като цяло е препоръчително да се обърнете към професионално оборудване за заточване само в тези ситуации, когато мащабът на работа е доста голям. За предпочитане е да извършвате нередовна "домакинска" работа на ръка - с помощта на гравьор или на обикновена машина. По време на работа, за ваша собствена безопасност, е наложително да използвате маска или очила.

Основна информация за лентови триони
Лентовият трион е режещ инструмент, направен под формата на назъбен колан със затворен контур. За да го поддържате, се нуждаете от специална машина за заточване на лентови триони. В допълнение, лентовите триони имат редица други значителни разлики от традиционните кръгли модели. Най -съществената от тези разлики е възможността за рязане с такъв инструмент с минимална ширина. Трябва да се отбележи, че това е особено вярно, когато е необходимо да се реже дървесина от ценни видове и заготовки от скъп метал.
Оборудването, оборудвано с лентов трион, може успешно да се използва за обработка на части, изработени от различни материали и с различни конфигурации. Тази обработка се характеризира с минималното количество отпадъци от преработения материал, изключително качество на рязане и висока скорост на процеса. Такива параметри на обработка обаче могат да бъдат постигнати при условие, че заточването на лентовите триони на машината се извършва не само правилно, но и редовно. Когато обслужвате лентов инструмент (особено ако се справите сами с това), трябва стриктно да се придържате към препоръките на квалифицирани специалисти.

Автоматичен трион BOMAR
Лентовите триони, в зависимост от характеристиките на обработвания материал, могат да бъдат изработени от различни материали, различаващи се по геометрията на режещите зъби. Ако говорим за разделяне на метални заготовки, тук най -широко разпространени са два вида стомана, използвани за производството на триони: 9HF и B2F. Оборудването за рязане на дърва е оборудвано с триони, чиято твърдост е по скалата HRC най -малко 45 единици.
Лентовите инструменти за рязане на дърво са допълнително разделени на три вида: дърводелски, разделителни, за обработка на трупи. Инструментите от различни видове естествено имат различни параметри (размери на острието, форма и ъгъл на заточване). По -твърдите дървесни видове се обработват с инструмент с по -малък ъгъл на заточване.
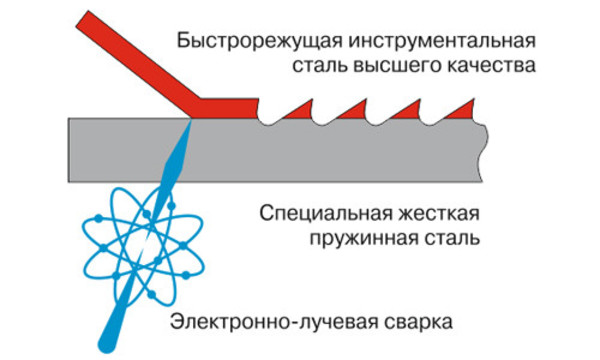
Днес все по -често се използват биметални лентови триони, които са необходими за отделяне на детайли от твърди стомани. Такива триони се наричат биметални, защото се състоят от два различни метала: режещите зъби са изработени от стомана с високо съдържание на волфрам и молибден, а самото острие е от пружинни стомани. Разбира се, такива платна са много по -скъпи от стандартните модели, тъй като за тяхното производство е необходимо специално оборудване, при което свързването на два различни метала става под действието на електронен лъч.








Биметален трион
Заточване на платна през зимата
Ако всичко е ясно с изострянето на платна при нормални условия, тогава заточването в студения сезон трябва да се каже отделно. Има разлика в заточването на остриетата на лентата през летните и зимните студове. Състои се в промяна на степента на заточване. Ъгълът, който е валиден за платна през зимата, трябва да бъде 90 градуса, за разлика от лятото, когато ъгълът на заточване е 120 градуса.

Препоръки от експерти.
Когато заточвате острието с машина, преди да започнете процеса, трябва да се уверите, че шлифовъчното колело е позиционирано точно спрямо инструмента.

Изключително важно е да се отстрани такъв обем метал от вдлъбнатините, така че всички микропукнатини да бъдат елиминирани надеждно.
Ако острието е функционирало без нормална поддръжка за по -дълго време от разрешеното от производителя, обемът на метала, отстранен за един проход, трябва да се увеличи.
Винаги използвайте ново острие като отправна точка, за да тествате ефектите от заточването.

- Конфигурацията на зъба на острието е индикатор, който е разработен и коригиран през годините. Следователно е огромна грешка да разчитате на инструмента за рязане „без възел, без зацепване“, независимо какво правите със зъбите.
- Ако се спазват експлоатационните стандарти, коланът ще работи съвестно, докато ширината се намали до стойност, равна на 65% от първоначалните параметри. Ширината намалява, разбира се, по време на заточване.

- Абсолютно погрешен съвет е, че няма особена нужда да се премахват следи от натъртвания след заточване. Ако го вземете предвид, тогава се гарантира появата на микропукнатини в триона.
- В края на работата острието на лентата трябва да се почисти от стърготини и смола, без да се поставя в дълга кутия, и внимателно да се провери преди заточване.В противен случай рискът от замърсяване на шлифовъчните дискове е много голям. И това със сигурност ще доведе до некачествен процес на заточване.

Правилен процес на заточване на инструмента
На практика е доказано, че над 80 процента от счупванията на инструментите възникват поради неправилно заточване на зъбите на лентовия трион. Необходимостта от заточване се определя на око - според състоянието на изрязаните стени или вида на самите зъби.
Шлифовъчните колела за лентови триони се избират в зависимост от твърдостта на зъба. За заточване на инструменти от инструментална стомана се използва корунд колело. Биметалните триони се заточват с диамантен или боразонов абразив. Формата на кръга за инструмента трябва да се определи въз основа на параметрите на триони. Тя може да бъде чаша, профил, чиния и плоска.
Преди да използвате триона в работата, е необходимо да го държите в окачено, обърнато състояние за около единадесет часа.
Изисквания за заточване на инструмент със собствените си ръце:
- необходимо е равномерно отстраняване на метала по профила на зъба;
- изключете прекомерното натискане на кръга (това може да доведе до увреждане на зъба);
- задължително използване на охлаждаща течност;
- да се гарантира безопасността на геометрията на зъба;
- избягване на образуването на неравности.
Стандартната инструкция гласи, че заточването на инструмента трябва да се извършва или по предната страна на зъба, или и двете по задната и предната страна. На практика много занаятчии и дори професионалисти изострят изключително по задния ръб - така че според тях е по -удобно.
Този инструмент е доста непретенциозен по отношение на заточване, въпреки много изисквания и правила. Заточването може да се извърши както ръчно, така и с помощта на специално заточващо устройство; използвайте кръгове от различен материал и форма за обработка и др.
Преди да заточите инструмента, трябва да се запознаете с основните типове на тази операция. Можете също да гледате видеоклип в интернет.
Видове заточване
-
Изглед на пълен профил. Това е най -висококачественият тип, произведен автоматично по специални предложения. машината. Прецизно съчетан кръг на елбора, преминава през цялата междузъбна кухина заедно с ръбовете на съседните зъби с едно движение. Това изключва образуването на ъглови форми в основата на зъбите. Единственият недостатък на този тип заточване е необходимостта да се носи определен брой различни кръгове за триони с различни профили.
- Заточване на ръбовете на режещата част. Може да се направи ръчно или на професионална машина. Ако искате да изострите с машина, трябва да изберете правилния кръг - в повечето случаи това са плоски проби. Въз основа на практиката, свържете се със специалист. оборудването за заточване е необходимо само в случаите, когато обемът на работа е много голям. С малко работа е по -добре да се заточва ръчно - на конвенционална машина или с помощта на гравьор. Когато извършвате заточващи работи, от съображения за безопасност използвайте защитни очила или маска.
Ако нямате гравьор или машинен инструмент, тогава можете да изострите инструмента по старомодния обикновен метод - с помощта на файл. С усърдно и редовно изпълнение на операцията много бързо ще се прояви умението за ръчно висококачествено заточване.
Професионални съвети
- Когато заточвате инструмент на машина, преди да започнете заточване, трябва да се уверите, че дискът за заточване е правилно позициониран спрямо триона.
- Необходимо е да се премахне такъв слой метал от синусите, за да се гарантира премахването на всички микропукнатини.
- Ако трионът е работил без висококачествена поддръжка, по-дълга от предписаната от производителя, слоят метал, отстранен при едно заточване, трябва да се увеличи.
- Винаги използвайте нов инструмент за справка, за да проверите резултатите от заточването.
- Формата на режещия диск е параметър, проверен и развит през годините. Следователно не си струва да показвате вашите параметри и да се надявате на добро качество на работата.
- При спазване на правилата за експлоатация и изискванията на производителя, лентовият трион ще ви служи, докато ширината му не се намали до 65 процента от първоначалната кримпване. Ширината намалява с повторното заточване на зъбите.
- При заточване на инструмента е задължително да се премахнат заусеници, в противен случай това ще доведе до образуване на микропукнатини по време на рязането на материали.
- След приключване на работата инструментът трябва незабавно да се почисти от дървени стърготини и смола, а преди заточване трионът трябва да бъде внимателно проверен. В противен случай чиповете ще запушат заточващото колело, което ще доведе до неправилно заточване на лентата на триона.
Видове комплекти лентови триони
Както всеки друг инструмент, лентовият трион подлежи на износване след всеки цикъл на рязане. Това е естествен и неизбежен процес. Ето защо всеки лентов трион се нуждае от редовна и квалифицирана поддръжка - настройка и заточване. Подобна поддръжка позволява не само да поддържа режещия диск в работно състояние, но и значително да увеличи живота му.









Правилното фрезоване позволява да се увеличи експлоатационният живот на режещия диск и значително да се подобри неговата функционалност. Смисълът на такава операция е следният: режещите зъби на триона се огъват в различни посоки, което намалява силата на триене по време на процеса на рязане, а също така намалява риска от притискане на острието от детайла. Лентовият трион може да бъде настроен по три начина, изборът на който зависи от вида на обработвания материал.
- При така наречения тип отстраняване на зъбите зъбите се огъват по такъв начин, че всеки трети от тях остава непокътнат. Тази схема се използва, ако режещото острие ще се използва за рязане на изключително твърди метали и сплави.
- Класическият тип настройка включва алтернативно огъване на всеки режещ зъб.
- С вълнообразна настройка всеки режещ зъб се огъва под определен ъгъл. Ясно е, че този тип оформление е най -трудното от всички.
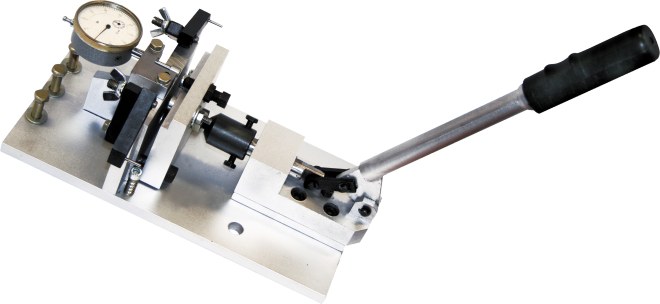
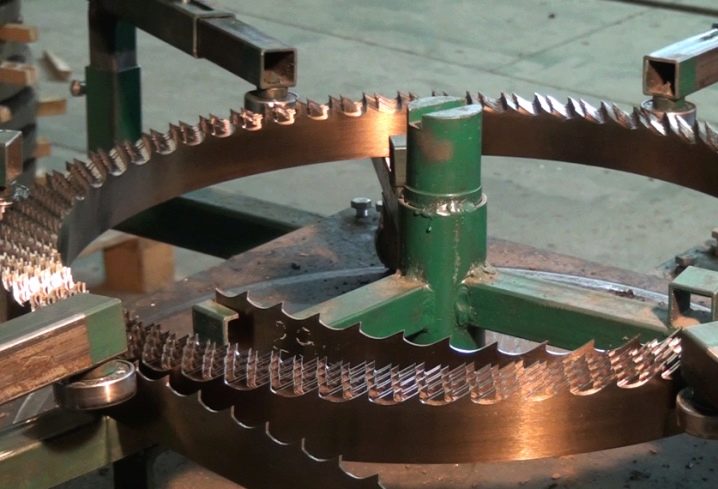
Установител на лентови триони
За огъване на зъбите на лентовия трион се използва специално оборудване, което прави възможно извършването на такава технологична операция бързо и възможно най -точно. Според общоприетите стандарти максималният набор от зъби не трябва да надвишава 0,7 мм, но обикновено стойността му е в диапазона 0,3-0,6 мм
Важно е не само да изберете типа настройка, като се фокусирате върху характеристиките на материала, който ще режете, но и да го изпълните правилно, като огънете зъбите само на 1/3 или 2/3 от височината им
След настройката режещият диск може да бъде изпратен до машината за заточване на лентовия трион. Както показва статистиката, лентовите триони най -често губят своята функционалност поради факта, че заточването им е извършено неправилно или извън времето. Индикатор, че лентовият трион трябва да бъде настроен и допълнително заточен върху машината, е повишената грапавост на повърхността на рязане. Необходимостта от такава процедура може да се определи и по външния вид на режещите зъби.
Основните елементи на всяка шлифовъчна машина са колела, изборът на които, на първо място, зависи от твърдостта на материала, използван за направата на режещите зъби. За да заточите твърди материали, трябва да използвате подходящите колела. Така че, за заточване на биметални остриета, се избират инструменти за заточване, състоящи се от боразонови или диамантени елементи, а корундните колела са доста подходящи за подреждане на триони от инструментални стомани.
Инструментите за заточване на лентови триони се избират както по състав, така и по дизайн. За остриета с различен дизайн и размери в машините могат да се използват следните типове кръгове:
- конфигурация на диска;
- с форма на чаша;
- профил;
- апартамент.
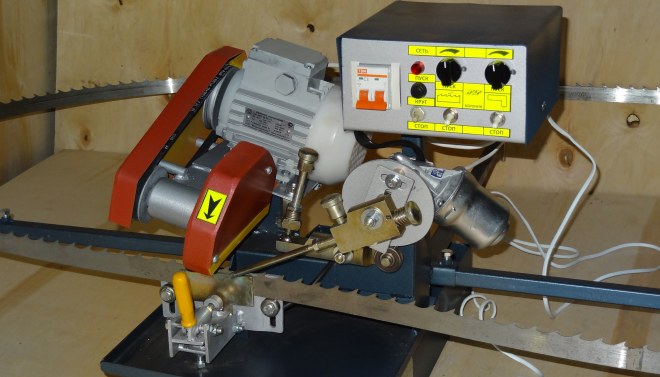
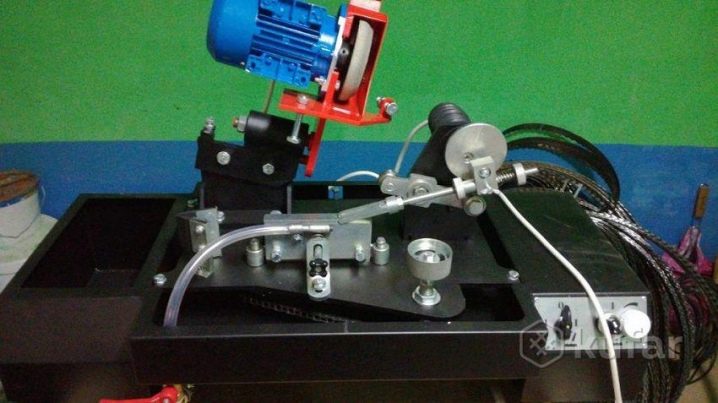
Комплект за заточване и настройка на лентови триони за дърво
Съгласно инструкциите, когато заточвате лентовия трион на машината, спазвайте следните изисквания.
- При заточването на повърхността на зъба не трябва да остават неравности.
- Шлифовъчното колело трябва да премахне същия метален слой върху целия профил на зъба.
- За да избегнете прегряване на зъбите, когато ги включвате, е задължително да използвате специална охлаждаща течност.
- При заточване профилът и височината на обработените зъби не трябва да се променят.
- Наложително е да се следи налягането, което колелото на шлифовъчната машина оказва върху обработвания зъб. Ако това изискване бъде пренебрегнато, налягането може да бъде твърде голямо, което може да доведе до отгряване на зъбите.
Заточването на лентови триони със собствените си ръце има някои функции. В такива случаи, като правило, задната повърхност на зъбите се изостря, въпреки че ако използвате инструкциите на производителя или гледате тематично видео, можете също да изострите предната им повърхност.
Направете сами развод и заточване на лентови триони по дърво
Срокът на експлоатация на лентовия трион за дърво директно зависи от качеството на заточването му. Тя може да се извърши както независимо, така и като се прибегне до услугите на специализирани компании. В първия случай е необходимо да се запознаете подробно с технологията и редица функции.
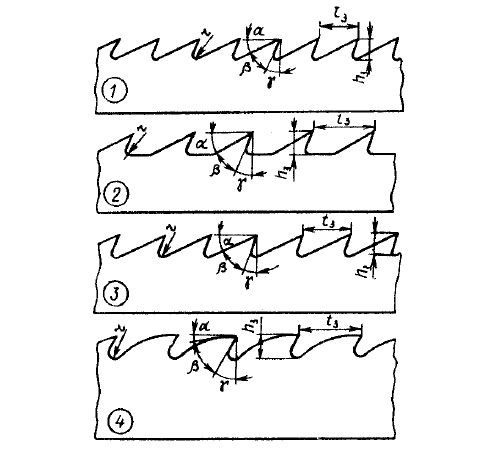
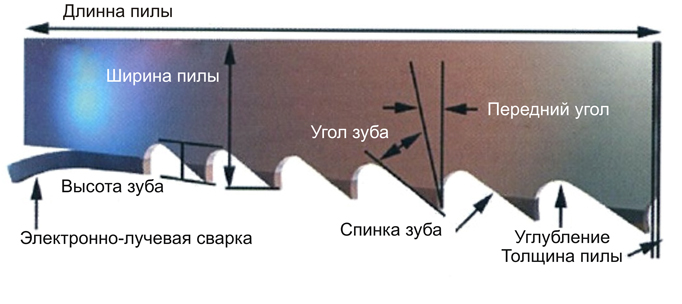
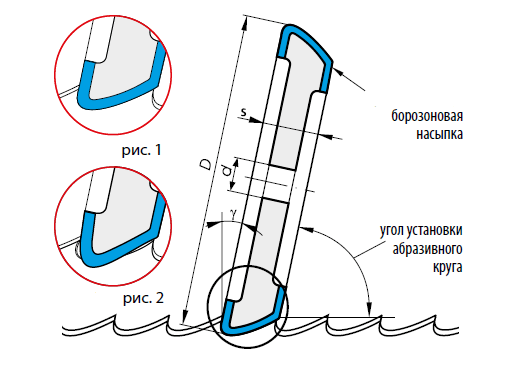
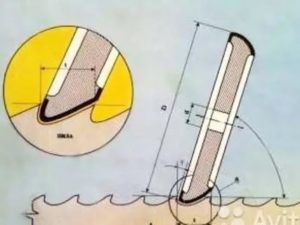
Форма на рязане и ъгъл на заточване
Видове профили на лентови триони
В първата стъпка се определя вида на лентата за трион. Основният индикатор е формата на зъбите.
В зависимост от този параметър те се разделят на разделителни, дърводелски или предназначени за рязане на трупи. Производителят определя първоначалната геометрия и ъгъла на фрезоване.
Препоръчва се тези данни да бъдат разбрани на етапа на закупуване на компоненти. Те са необходими за определяне на параметрите на машината.








При твърда дървесина ъгълът на гребене трябва да бъде възможно най -нисък. Това осигурява оптимален контакт на обработения материал с метала. Ако планирате да обработвате меки сортове, за да увеличите скоростта на обработка, можете да използвате модели с голяма стойност на ъгъла на наклона.
Определящите параметри за самообновяване на режещия ръб са:
- стъпка на зъбите. Това е разстоянието между режещите елементи на конструкцията. Общите стойности са 19, 22 и 25 mm;
- височина на зъба. Величината от основата му до върха;
- инжекция. Основната стойност, която трябва да знаете за формирането на режещата равнина. За моделите на дограмата тя е 35 °. При разделителните триони ъгълът е от 18 ° до 22 °. В конструкции за обработка на дървен материал - 10 ° -15 °;
- развод. Определя отклонението на зъба от общата равнина на острието.
В идеалния случай тези характеристики трябва да останат непроменени след работа на машината. За всеки модел производителят определя максималната стойност на отклонение. Ако това се постигне по време на работа, е необходимо да се закупи нов модел.
За да се елиминира резонансът в някои видове режещи инструменти, се прави променлива стъпка на зъбите. Това не засяга ръчното заточване, но изисква внимателна настройка на параметрите по време на автоматизирано заточване.
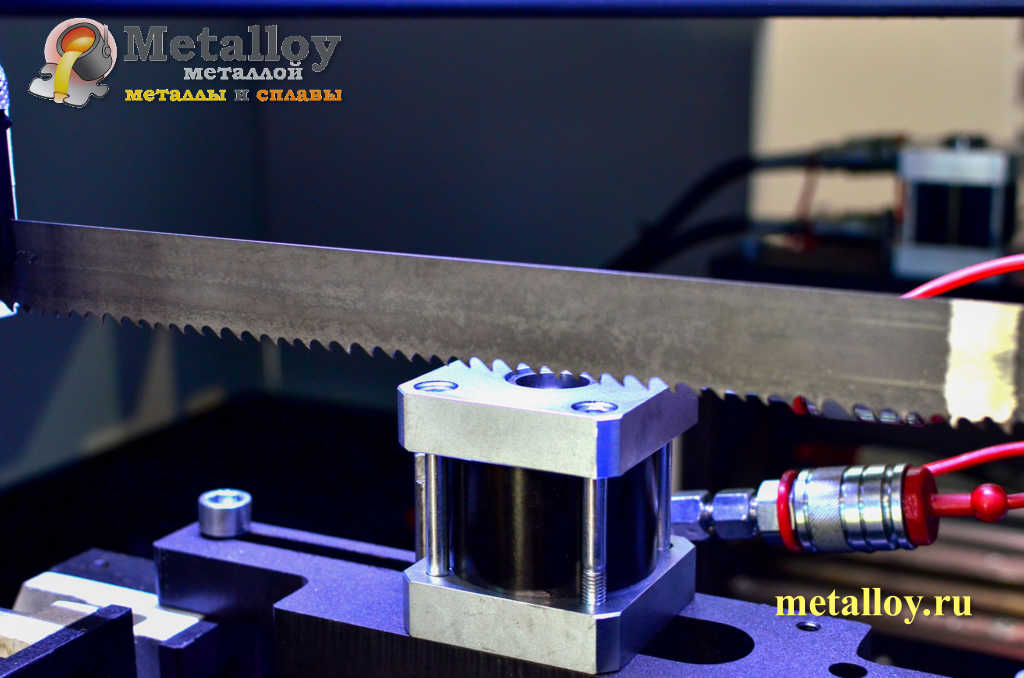
Настройка на лентата за трион
Геометрия на лентовия трион
Преди да оформите режещия ръб, трябва да направите правилната настройка на зъбите. По време на целия период на работа, поради постоянни натоварвания, местоположението им може да се промени. Следователно първо се коригира геометрията, а след това се изостря.
Настройката е огъване на зъбите спрямо равнината на основното острие. Тази процедура се извършва само на специална машина. При големи разминавания по цялата дължина на колана е възможно преждевременно повреждане или счупване на колана. Ето защо, преди това, трябва да решите вида на окабеляването.
Ъгълът на наклона трябва да съответства на първоначалния. Взема се предвид и видът на окабеляването, което може да бъде както следва:
- класически. Алтернативно огъване на зъбите спрямо острието в дясната и лявата страна;
- прочистване.Първият и вторият зъб се отклоняват надясно и наляво, докато третият остава непроменен. Тази техника се използва за триони, предназначени за обработка на твърди скали;
- вълнообразен. Ъгълът на настройка за всеки зъб е индивидуален. В резултат на това те образуват режещ ръб, който прилича на вълна. Най -трудният тип окабеляване.
По време на огъването не целият зъб е подложен на деформация, а само част от него. Често отклонението се случва на 2/3 от общата височина.
Средната степен на развод е ограничена до стойности от 0,3 до 0,7 мм. Това се отнася за стандартните лентови триони за дърво.