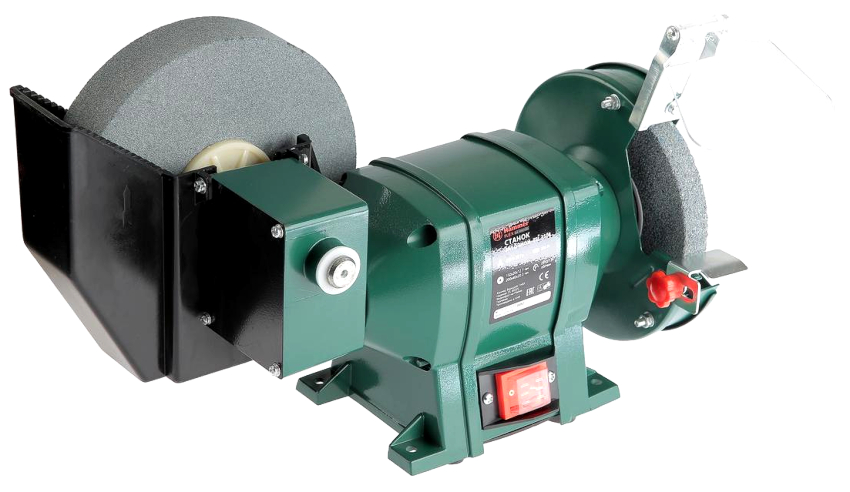
ELITECH CT 300PC
Основни характеристики:
- Мощност на двигателя - 300 W
- Скорост на въртене на кръга - 2850 об / мин
- Диаметър на диска - 150 мм
- Диаметър на кацане - 20 мм
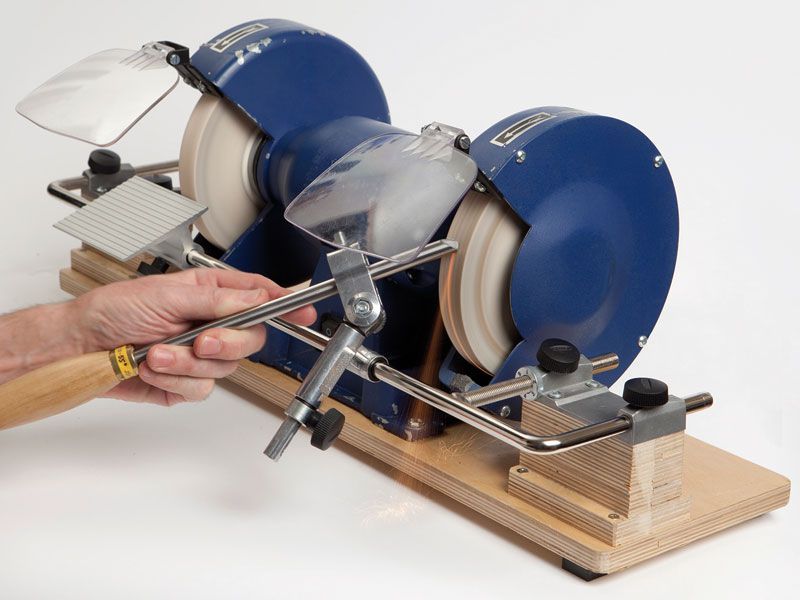
Тяло и основа. Тази комбинирана мелница има отлито тяло с широка основа с гумени крачета за добра стабилност. Има отвори за твърдо фиксиране в неподвижно положение. Претегляне 10 кг моделът е доста общ 435x390x240 мм.
Характеристики на дизайна. Източникът на енергия тук е 300 W асинхронен електродвигател, въртящ се с честота 2850 об / мин. От лявата страна към него е прикрепено абразивно колело с размери 150х20 мм с отвор 32 мм. Вдясно има мелница с шлифовъчен колан с не най -популярния размер 50x686 мм за обработка на малки части с плоски повърхности, което прави възможно донякъде да се разшири функционалността на устройството. Има малка вана за намокряне на детайлите.
Удобство при работа и безопасност. Всички въртящи се части са оборудвани с капаци и искрогасители. Достъпът до местата за закрепване на консумативи се осъществява чрез подвижни капаци с ръчни брави. Има разклонител за свързване на прахосмукачка. В зоната на шлифовъчния диск са прикрепени прозрачно стъкло с увеличаваща леща и ограничител на инструмент с наклонен жлеб за заточване на свредла. За локално осветление е предвиден подвижен осветител с LED лампа. Бутонът за стартиране е снабден с ключ за предотвратяване на неволно активиране и защита на деца.
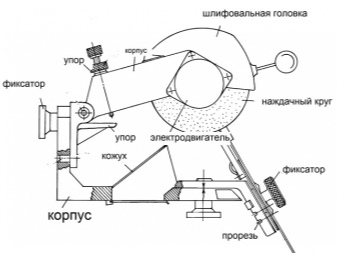
Устройство ELITECH CT 300PC.
1. Защитен капак. Шлифовъчна лента 3. Защитен щит 4. Шлифовъчен диск.
5. Спрете. Машинен превключвател 7. Охлаждащ резервоар 8. Фондация.9. Лампа.
10. Винт за закрепване на защитната обвивка.11. Винт за регулиране на колана 12. Затягащ винт на обтегача на барабана.
Плюсове на ELITECH CT 300PC
- Мултифункционалност.
- Изтънчен дизайн.
- Подсветка.
- Свързване към прахоуловителна система.
- Ръчна настройка.
- Удобен ограничител за заточения инструмент.
- Редовна вана.
- Ниска цена.
Недостатъци на ELITECH CT 300PC
- Трудно е да се намери подходяща шлифовъчна лента.
- Високо ниво на шум.
Рейтинг на най -добрите електрически мелници
Универсални шлифовъчни машини с колела Ø125 и Ø150 мм
Най -популярните сред домашните потребители са острилки с мощност на задвижване от 150 до 300 W и диаметри на абразивни колела 125 и 150 мм. Теглото и размерите на такива машини им позволяват да бъдат инсталирани на маса, широк перваз на прозореца или малка работна маса. Повечето от тях са оборудвани с кръгове с различен размер на зърното и имат въжета от 2 м или повече. Таблицата по -долу показва най -популярните машини от този тип, сред които "Калибър" се откроява със своята мощност и ниска цена.
| № | Име | P (W) | S (об / мин) | Кръг Ø (mm) | Тегло, кг) | Цена (хиляди рубли) |
|---|---|---|---|---|---|---|
| 1 | "Вихър" TS-150 | 150 | 2950 | 125 | 4,4 | 1,9 |
| 2 | Интерскол Т-150/150 | 150 | 2950 | 150 | 6,1 | 3,2 |
| 3 | "Вихър" TS-200 | 200 | 2950 | 150 | 5,2 | 2,3 |
| 4 | Makita GB 602 | 250 | 2850 | 150 | 9,2 | 7,5 |
| 5 | Sturm BG6015P | 300 | 2950 | 150 | 8,9 | 3,2 |
| 6 | "Калибър" TE-150/300 | 300 | 2950 | 150 | 7,9 | 2,1 |
Комбинираният машинен инструмент ZUBR ZTShM-150 / 686L (виж снимката по-долу) принадлежи към същата група, която има кръг Ø150 мм на левия шпиндел и конзола с шлифовъчна лента 50 × 686 мм на десния шпиндел. Теглото на този модел е 7,2 кг, мощността на задвижването е 250 W, а цената е 4 400 рубли.










Универсални шлифовъчни машини с колела Ø200 мм и повече
| № | Име | P (W) | S (об / мин) | Кръг Ø (mm) | Тегло, кг) | Цена (хиляди рубли) |
|---|---|---|---|---|---|---|
| 1 | "Вихър" TS-400 | 400 | 2950 | 200 | 9,2 | 3,7 |
| 2 | Интерскол Т-200/350 | 350 | 2950 | 200 | 11,8 | 5,1 |
| 3 | Elitech CT 600C | 600 | 2850 | 200 | 14,3 | 7 |
| 4 | Makita GB 801 | 550 | 2850 | 205 | 19,8 | 12,8 |
| 5 | "Ankor Corvette Expert" 485 | 750 | 2850 | 250 | 26 | 9,6 |
Най -необичайният модел в тази група е електрическата мелница Interskol, която с Ø200 има задвижваща мощност само 350 W, но в същото време тежи почти 12 кг. Друга интересна проба е острилката Dexter 400 W 200 мм, широко представена на различни интернет сайтове и в търговски вериги и с напълно демократична цена от 3950 рубли.

Специализирани машини за заточване
| № | Име | Забележка |
|---|---|---|
| 1 | Шлифовъчна машина Sturm BG6010S | Заточване на свредла Ø 2 ÷ 10 мм, ножове, рендета с ширина 6 ÷ 51 мм, ножици, домакински ножове |
| 2 | Машина за заточване "Energomash" TS-6010S | Заточване на бормашини, ножове, ножици, дърводелски и метални инструменти |
| 3 | Машина за заточване "DIOLD" MZS 0.3 | Заточване на свредлото Ø 3 ÷ 10 |
В допълнение към горния модел, "DIOLD" произвежда още един - MZS 02, който е предназначен за заточване на свредла с диаметър от 3 до 13 мм. Всички тези устройства са домакински устройства, имат ниска точност и ниска производителност. Ето защо малките предприятия, специализирани в заточване на ключарски и металорежещи машини, предпочитат да купуват професионални машини. Цената на такова оборудване достига 400 хиляди рубли, поради което в страните от ОНД особено популярни са използваните витебски заточващи машини 3V642, които на вторичния пазар, в зависимост от държавата, струват от 35 до 75 хиляди рубли.
GSC
| GSC GS - 1 за усукани свредла (2-13 мм) | Диаметър на свредлото 2-13 мм |
Ъгъл на върха 90°-140 ° |
В наличност |
63 336 q 1 772 BYN |
||
| GSC GS - 1 A за усукани свредла (2-13 мм) | Диаметър на свредлото 2-13 мм |
Ъгъл на върха 90°-140 ° |
В наличност |
107 520 q 3 009 BYN |
||
| GSC GS - 3 за усукани свредла (2-13 мм) | Диаметър на свредлото 2-13 мм |
Ъгъл на върха 118°-135 ° |
В наличност |
80 640 q 2 256 BYN |
||
| GSC GS - 5 за усукани свредла (3-13 мм) | Диаметър на свредлото 3-13 мм |
Ъгъл на върха 165° — 180 ° |
В наличност |
99 204 q 2 776 BYN |
||
| GSC GS - 7 за свредла за ламарина и усукани свредла (3-13 мм) | Диаметър на свредлото 2-13 (спирала) мм |
Ъгъл на върха 90 ° - 140 (спирала) ° |
В наличност |
148 176 q 4 146 BYN |
||
| GSC GS - 8 за усукани свредла (3-13 мм) | Диаметър на свредлото 2-13 (спирала) мм |
Ъгъл на върха 90°-140 ° |
В наличност |
152 964 q 4 280 BYN |
||
| GSC GS - 9 за усукани свредла (2-13 мм) | Диаметър на свредлото 2-13 (спирала) мм |
Ъгъл на върха 90°-140 ° |
В наличност |
152 964 q 4 280 BYN |
||
| GSC GS - 13 за усукани свредла (3-16 мм) | Диаметър на свредлото 3-16 мм |
Ъгъл на върха | В наличност |
107 520 q 3 009 BYN |
||
| GSC GS - 18 за усукани свредла (3-13 мм) | Диаметър на свредлото 3-13 мм |
Ъгъл на върха 135 ° |
В наличност |
84 420 q 2 362 BYN |
||
| GSC GS-19 за усукани свредла с двуплоско релеф (3-13 мм) | Диаметър на свредлото 3-13 мм |
Ъгъл на върха 135 ° |
В наличност |
152 964 q 4 280 BYN |
||
| GSC GS - 20 за усукани свредла (2-20 мм) | Диаметър на свредлото 2-20 мм |
Ъгъл на върха 90°-140 ° |
В наличност |
124 908 q 3 495 BYN |
||
| GSC GS - 21 за усукани свредла (12-26 мм) | Диаметър на свредлото 12-26 мм |
Ъгъл на върха 90°-140 ° |
В наличност |
171 108 q 4 788 BYN |
||
| GSC GS - 22 за свредла за ламарина (12-26 мм) | Диаметър на свредлото 12-26 мм |
Ъгъл на върха 160°-180 ° |
В наличност |
84 420 q 2 362 BYN |
||
| GSC GS - 24 за усукани свредла (3-12 мм) | Диаметър на свредлото 2-13 мм |
Ъгъл на върха 90°-140 ° |
В наличност |
231 504 q 6 478 BYN |
||
| GSC GS - 25 за усукани свредла (3-25,4 мм) | Диаметър на свредлото 3-25,4 мм |
Ъгъл на върха 90°-140 ° |
В наличност |
143 220 q 4 008 BYN |
||
| GSC GS-29 за усукващи бормашини и бормашини с двупластов релеф (12-26 мм) | Диаметър на свредлото 12-26 мм |
Ъгъл на върха 90°-140 ° |
В наличност |
243 684 q 6 819 BYN |
||
| GSC GS - 34 за усукани свредла (12-34 мм) | Диаметър на свредлото 12-34 мм |
Ъгъл на върха 90°-140 ° |
В наличност |
182 952 q 5120 BYN |
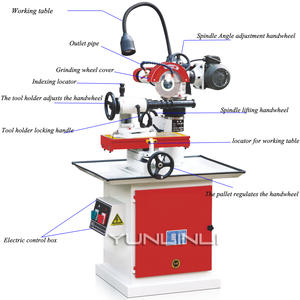
ОПТИМУМ
| GQ-D13 за усукващи бормашини | Диаметър на свредлото | Ъгъл на върха |
Очаквайте скоро |
5 237 q 146 BYN |
||
| DG 20 Vario за усукващи сеялки | Диаметър на свредлото | Ъгъл на върха |
Очаквайте скоро |
73 853 q 2 066 BYN |
||
| GH 10T за усукващи сеялки | Диаметър на свредлото | Ъгъл на върха | В наличност |
47 156 q 1 319 BYN |
||
| GH 15T за усукващи сеялки | Диаметър на свредлото | Ъгъл на върха |
Очаквайте скоро |
130 560 q 3 653 BYN |
||
| GH 20T за усукващи бормашини и инструменти | Диаметър на свредлото | Ъгъл на върха | В наличност |
81 514 q 2 281 BYN |
Важни функции и опции
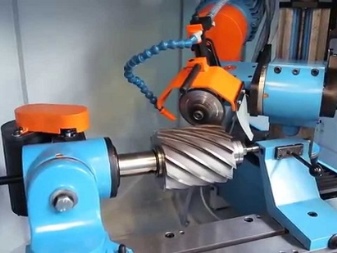
Ако е необходимо да се извърши обработка при по -ниски скорости (например мокро довършително шлайфане или полиране), се използват скоростни кутии, които намаляват броя на оборотите на шлифовъчния диск до 120 ÷ 150 об / мин. Ако имате нужда от вземане на проби или смилане при високи скорости с прецизен контрол на скоростта, шлифовъчните машини използват колекторни двигатели с променлив ток с честотен или амплитуден контрол на скоростта на въртене. Това техническо решение, по -специално, се прилага при острилки с допълнителен гъвкав вал. Снимката по -долу показва електрическа мелница с редуктор и "мокър" кръг, обърнат, за да намали размера, успореден на задвижващата ос.
Устройство и принцип на действие
В основата си стандартният дизайн на шлифовъчна машина е достатъчно прост, че оборудването работи почти безупречно и може да се похвали с максимален експлоатационен живот. Съвременните острилки се състоят от тези компоненти.
- Тялото на устройството, в което се помещава неговата електроцентрала (електродвигател). Между другото, мощността на последния се избира, като се вземе предвид какъв вид твърдост материали ще бъдат обработени на машината. Успоредно с това трябва да се има предвид, че скоростта на въртене на заточващите елементи директно зависи от мощността на двигателя и следователно от времето, прекарано в извършване на необходимата работа.
- Абразивни колела, успоредни един на друг, които могат да бъдат изработени от различни материали. Така че за обработка на свредла от твърди сплави обикновено се използват диамантени заточващи елементи. Независимо от материала, диаметърът им варира в диапазона 125 - 250 мм, ключовите точки тук са размерът на седалките (най -често този параметър е 32 мм), както и размерът на зърната на абразива. Последният е избран, като се вземе предвид състоянието на свредлото и етапа на заточването му.
- Шлифовъчни ленти и аксесоари, които най -често се срещат на универсални модели на заточващи машини.
- Защитен щит, който е прозрачен щит под формата на плоча. Наличието на този елемент е продиктувано от изискванията на правилата за безопасност и е задължително.
- Бутони за стартиране и спиране на оборудването.

Опитните майстори съветват при избора на машини да се даде предпочитание на модели, оборудвани с асинхронни електроцентрали. Основните им конкурентни предимства включват, на първо място, максимална устойчивост на спадане на напрежението в мрежата.
Наред с други неща, трябва да се има предвид, че острилките, ориентирани към използване в ежедневието, малките работилници и малкия бизнес, се отличават с твърдо закрепване на абразивни елементи. В този случай подвижната част е платформа с фиксирана бормашина.


Коя мелница е по -добре да закупите за дома
Заточващата машина е необходимо оборудване за занаятчия, който се занимава с дограма, дърводелство, струговане или ключарска работа. Обикновено се състои от един или два диска с различен размер на зърната, монтирани директно върху вала на двигателя.










Понякога към дизайна се добавят редуктор, система за намокряне, шлифовъчна лента или гъвкаво задвижване за гравиране. Безопасността и удобството при работа се улесняват от защитен корпус, прозрачен екран, осветление и опорна платформа с регулируем ъгъл на наклон. Помислете какви характеристики трябва да има електрическата шкурка в зависимост от интензивността на работа и естеството на извършените операции.
Каква мощност трябва да бъде в зависимост от предстоящата употреба
Мощността определя максималното натоварване на електродвигателя, което няма да доведе до неговото прегряване и повреда. Все още не си струва да се преследват граничните стойности за оборудване, което ще се експлоатира в домашна работилница.
На пазара има евтини и компактни машини за 150-250 W, подходящи за заточване на ножове, длета, свредла и други малки режещи инструменти. Може да са необходими по -мощни модели за заточване на оси, коси и други големи предмети.
Как да определим максималната скорост
С увеличаване на скоростта на въртене на шлифовъчния диск, производителността на машината се увеличава, но рискът от прегряване на заточената част се увеличава с опасността от счупване на вътрешната структура и намаляване на твърдостта на материала.
За смилане на висококачествена стомана оптималната честота е 2700-3000 об / мин. По -добре е да се извърши обработка на тънки ръбове при намалени условия. При заточване на особено твърди сплави (например свредла) с финодисперсни диамантени дискове може да са необходими 10-15 хиляди оборота в минута.
Как да изберем диаметъра на кръга
Шлифовъчните дискове с голям диаметър имат увеличен ресурс и са по-инерционни, което осигурява плавен ход, равномерно натоварване на двигателя и висококачествена обработка на големи части.
Те са по-скъпи и когато се инсталират на машина с двигател с ниска мощност, могат да причинят щети. В домашна работилница обикновено се използват средни и малки дискове.
Колела за шлифовъчна машина.
Какво трябва да знаете за диаметъра на джантата
За правилен монтаж размерът на отвора на колелото трябва да съответства на диаметъра на вала. Този параметър обикновено се увеличава пропорционално на мощността и максималната скорост на въртене на машината. Някои модели са оборудвани с адаптерни устройства, което дава допълнителна свобода при избора на задвижвания.
При равни други условия трябва да се предпочита оборудването с голям вал. По -добре издържа на напреженията, свързани с небалансирани дискове, по -малко вибрации и допринася за висока точност на обработката.
Какво влияе върху дебелината на кръга
При заточване на малък инструмент е удобно, когато ширината на кръга е малко по -голяма от режещия ръб. По -големите дискове се смилат по -дълго и са по -малко склонни към дисбаланс, но този параметър не бива да се надценява безмислено. Масата на такава част трябва да съответства на мощността на двигателя.
Спецификата на заточващите бормашини с различни форми на режещата част
Първият знак, че сеялката се нуждае от заточване, е характерното скърцане в началото на работата си. Този показател не може да бъде пренебрегнат, защото може да има допълнителни негативни последици:
- ръбът на свредлото ще започне да се руши;
- двигателят ще бъде претоварен;
- на обработената повърхност ще се появят заусеници.

На първо място, методът на заточване ще зависи от формата на режещата част на свредлото.
Въпросът за това как правилно да се заточва свредлото ще бъде разгледан с помощта на примера на спирална версия. Методът на заточване зависи от формата, която искате да придадете на режещата част. Видът на заточване може да бъде както следва:










- единичен самолет;
- двуплоскостен;
- цилиндричен;
- коничен.
В хода на заточване в една равнина, свредлото просто се поставя успоредно на абразивното колело, не се движи. По този прост начин могат да се заточат свредла до 3 мм. Заточването в две равнини се извършва по подобен начин.
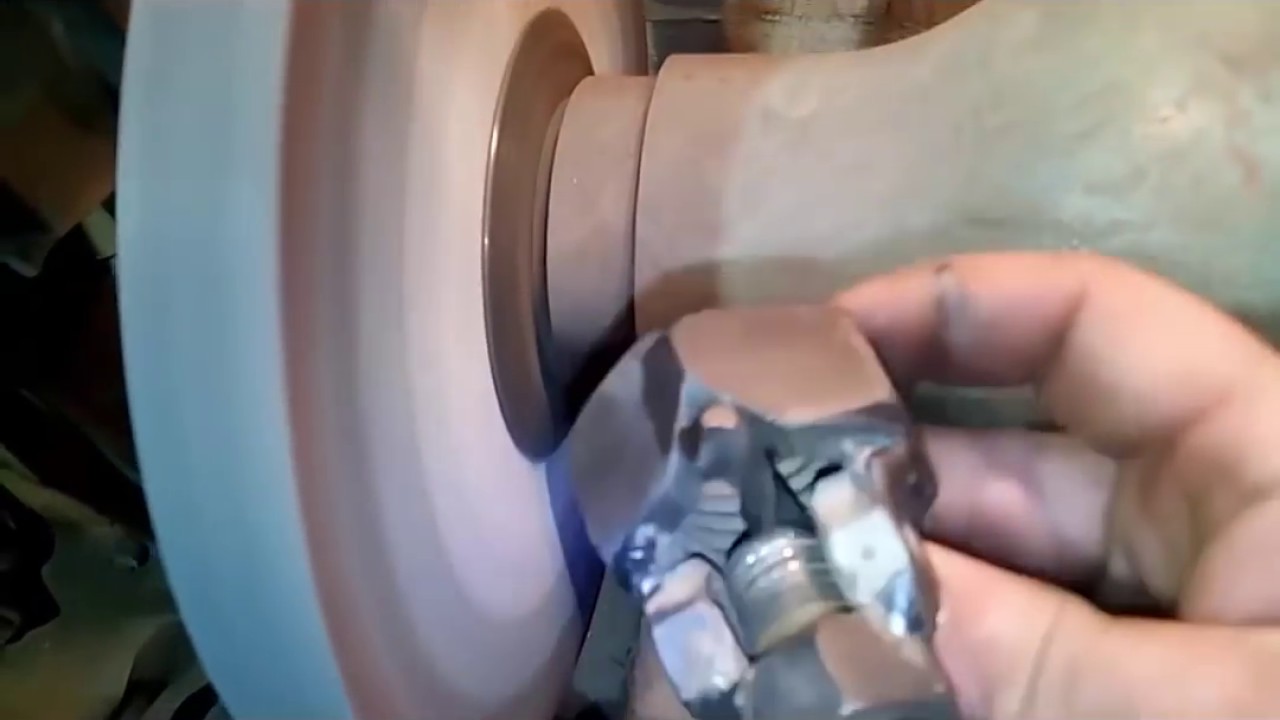
Коничното заточване е малко по -трудно. Свредлото трябва да се вземе с двете ръце: с лявата - по -близо до заострената работна част, с дясната - от опашката. Необходимо е инструментът да се притисне към крайната част на шлифовъчния диск с режещия ръб и задната равнина. Завъртете бормашината с дясната си ръка. Цилиндричното заточване се извършва по подобен начин.

Коничната бормашина се заточва от предната страна на шлифовъчния диск
Как да заточите тренировка правилно: възможни грешки и тяхното предотвратяване
Въпреки голямото количество информация за това как да се изострят свредла за метал, дори и с достатъчно теоретични, а понякога и практически познания, много допускат редица грешки.Не е трудно да се предвидят последствията: при завъртане режещият ръб се разпада, инструментът се прегрява, разрезът има грешки в размерите, възможни са грапавини и неравности по обработените повърхности.
Типичните грешки при заточване на тренировките включват следните отклонения от нормата:
- Различни дължини на режещите ръбове. Центърът за пробиване е изместен от оста на инструмента. Заточена по този начин бормашина ще изпитва изтичане, ще стане изключително трудно да се стигне точно до центъра. Най -често такива тренировки се счупват по време на работа.
- Асиметрия на ъглите с точно подравнен център. След такава обработка инструментът ще има само един работен ръб. Свредлото ще се нагрее и направеният от него отвор ще придобие диаметър по -голям от този на инструмента.

Грешки при заточване на тренировки се правят не само от начинаещи, но понякога дори от професионалисти
Изброените по -горе грешки са най -вече резултат от неправилно проектирано шлифовъчно устройство. И тук отново си струва да се върнем към рисунките. Острилката за бормашина „направи си сам“ трябва да има функционален държач за ъгъл на заточване. Прилагането му ще осигури правилна обработка на режещите повърхности.
Индикатори за величината на ъглите на заточващите свредла за метал
Независимо от устройството, на което се извършва заточване, процесът трябва да се контролира. В тази връзка най -модерните металорежещи машини с електронно управление. Възможността за регулиране на електромеханични устройства също позволява висококачествена обработка.
Много важен показател е размерът на ъгъла на заточване. Не е еднакво за различните материали, тъй като последните се различават по нивото на плътност и спецификата на структурата.
Таблица, съдържаща информация за правилните ъгли на заточване на свредлата:
| Обработен материал | Ъгъл на заточване |
| Стомана, чугун, карбиден бронз | 115-120° |
| Мек бронз, месингови сплави | 125-135° |
| Червена мед | 125° |
| Алуминий и меки сплави на основата му | 135° |
| Гранит, керамика | 135° |
| Дървесина от всякакъв вид | 135° |
| Магнезий и неговите сплави | 85° |
| Силумин | 90-100° |
| Пластмаса, текстолит | 90-100° |
Удобно е да се контролира правилното заточване на свредла с помощта на шаблони.
Машина за заточване на бормашина
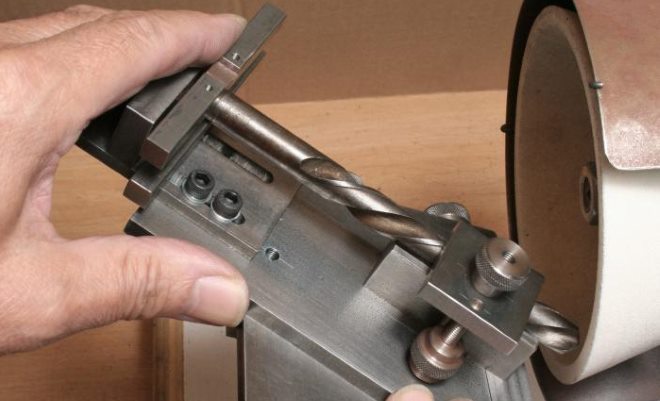
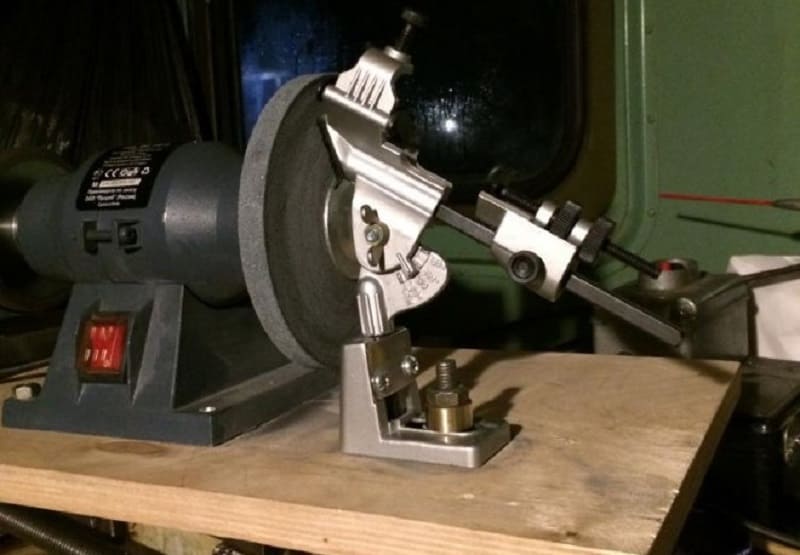
Във всяка машина, предназначена за заточване на сондажен инструмент, задължително има три основни работни компонента: въртящо се абразивно колело, устройство за фиксиране на свредло под определени ъгли и устройство за заточване. Различните видове машини изпълняват тези функции по различни начини. Но всички те са обединени от факта, че бормашината е настроена по дължина и в основните ъгли извън работната зона. В шлифовъчни и шлифовъчни машини, предназначени за използване в домашни работилници, ремонтни работилници и в малки предприятия, по време на работното подаване инструментите с инструмента се придвижват към линейно неподвижен абразивен диск. А при универсалните шлифовъчни машини за промишлена употреба работните движения обикновено се извършват с шлифовъчен диск.

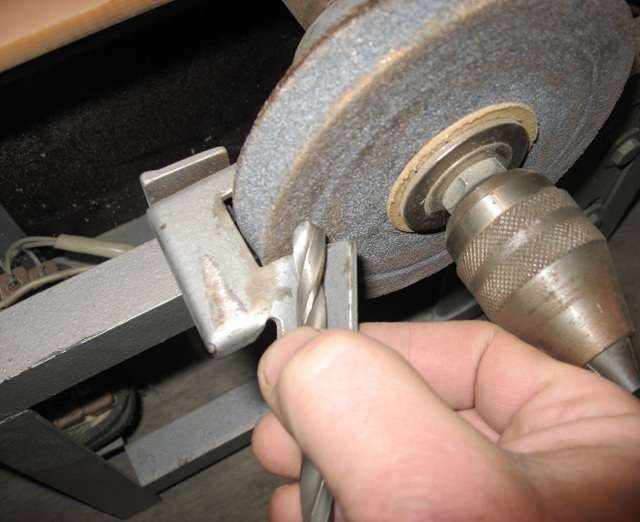







Традиционният инструмент за заточване на машината обикновено включва стойка с плъзгач, в който се затяга бормашината (вижте снимката по -горе). Такова устройство е разположено до абразивното колело и осигурява позиционирането на работните повърхности под предварително определени ъгли, както и изпълнението на работната подача. Опростените структури със същото оформление се използват както в ежедневието, така и в малките индустрии. Напоследък обаче машините стават все по -популярни, при които специални патронници се използват като оборудване за настройка и подаване на сеялката. Въпреки че такова шлифовъчно оборудване се предлага в различни версии, от промишлени приложения до домакински уреди, принципът на действие е един и същ за всички негови разновидности. На първия етап патронникът със свредлото се монтира в специален отвор, където се задават дълбочината на подаване и необходимите ъгли.След това настроеният патронник се вкарва в работния отвор, разположен срещу абразивното колело, и се завърта ръчно на половин оборот, докато свредлото се заточи напълно. Фигурата по-долу показва дизайна на най-простата машина от този тип на добре познатата марка Drill Doctor.

Преглед на видовете
Повечето от описаните устройства са автоматизирано оборудване с тясна специализация. С други думи, такива инсталации са предназначени само за завъртане на свредла. Те се класифицират главно като се вземе предвид обхватът на приложение и се разграничават следните две категории.
Индустриални (професионални), с повишена мощност и предназначени за заточване на тренировки, които се използват постоянно, поради което често са скучни. Говорим за оборудване, предназначено за интензивна работа при максимални натоварвания в условията на предприятията и извършване на заточване в напълно или полуавтоматичен режим.

Също така, описаните устройства са разделени на тясно насочени и универсални. Последните се различават от своите специализирани „колеги“ с наличието на допълнителни устройства, които позволяват заточване не само на свредла.

Домакинство
Разбира се, у дома обикновеният шкурка може успешно да се използва за заточване на свредло с малък диаметър. Използването на съвременни модели специализирано оборудване обаче значително ще опрости и ускори процеса. Това също ще подобри качеството на обработката на инструменти. В този случай говорим за следните ясни предимства:
- възможност за работа, когато е свързан към конвенционално захранване;
- повишена производителност;
- максимална простота на проектиране и експлоатация;
- повишена точност на заточване;
- достъпна цена;
- компактни размери и леко тегло;
- удобна и интуитивна система за управление на апарата, която осигурява, наред с други неща, плавна промяна в скоростта на въртене.


В по-голямата част от случаите домашните модели на разглежданите устройства са проектирани да работят със спирални бормашини за метал и дърво, изработени от високоскоростна стомана. В същото време в тях структурно е включен определен диапазон от диаметри. Освен това много машини са оборудвани с допълнителни диамантени колела за обработка на карбидни вложки. По правило битовите единици са фокусирани върху свредла с конусен ъгъл от 90 до 140 градуса и създават релеф с изостряне на напречния режещ ръб.


В продажба обаче могат да се намерят и специфични модели за следните видове свредла за метал:
- с двупланов гръб;
- наляво;
- тризъби;
- с повишена производителност.
В съответствие с многобройни прегледи, най -добрият вариант за домакинска машина ще бъдат модели, оборудвани с универсален патронник. Също така в този случай говорим за единици, оборудвани с комплекти патрони.







Индустриални
По правило професионалните модели принадлежат към категорията универсални машини за заточване. Те се различават от домакинските колеги с по -големи размери, както и с мощност и стационарен монтаж. Съответно такава мощност определя съответната консумация на енергия, както и нивото на шума по време на работа. Като се има предвид всичко по -горе, такова оборудване най -често се поставя в отделни помещения, а при извършване на работа се използват средства за защита от шум. На вътрешния пазар промишленото оборудване е представено от моделни линии както на руски, така и на чуждестранни марки.
В допълнение, в продажба можете да намерите продуктите на компании, представляващи Средното кралство, произведени под местни марки. В по -голямата част от случаите се предлагат модели шлифовъчни машини за обработка на свредла и фрези, чийто диаметър е до 30 милиметра или повече. Повечето от професионалните образци на описаното оборудване имат хоризонтално разположение. Въпреки че се откриват вертикални устройства, те са много по -рядко срещани.Комплектът за доставка на промишлени машини включва комплект цанги, предназначени за фиксиране на инструмента. В този случай точността на позициониране е 10-20 микрона.

