От историята на инструмента
Историята на този инструмент е показателна за разглеждане в контекста на историята на металообработването и една от посоките на неговото развитие - струговане. Историческият период от 15-18 век се характеризира с поредица от научни открития и практическото прилагане на тези открития във всички сектори на икономиката от този период.
Използването на математически подход в астрономията разширява хоризонтите на морското корабоплаване, епохата на големите географски открития издига обема на търговията и промишленото производство на ново ниво. Малкото производство отстъпи място на производството и индустриалната революция от 18-19 век окончателно установи прехода към масово използване на машини и индустриализация.
Хронология на събитията
За по -голяма яснота можете да си представите хронологията на тези събития, включително ключовите моменти от появата на шублера:
- Началото на 16 век - струговете се използват главно за обработка на дърво, кости и меки метали. Задвижването, макар и подобрено от древни времена, все още е с ръка или крак, точно както фрезата остава в ръцете на капитана. Важен етап може да се счита за появата на стоманен център и стабилна опора за фиксиране на детайла.
- Опитът на португалския математик Педро Нунес да създаде устройство за точно измерване на ъглите, използвайки набор от равни части от концентрични окръжности, което е пряко свързано с шублера, датира от същия период. Целта не беше металообработването, а належащите проблеми на навигацията. Въпросът не стигна до производството и практическото приложение на устройството, но посоката на мисълта не остана незабелязана.
- До средата на 16 век струговете са оборудвани с механично задвижване на водно колело, което дава възможност да се започне рязане на стомана. По това време в цеховете се появяват първите мостри на модерен шублер - дървени линийки с подвижни измервателни челюсти и приложена скала за директно измерване. Връщайки се към Микеланджело, отбелязваме, че именно компасът беше прототипът на шублера - частите бяха измерени с краката на компаса, а стойността беше определена с помощта на линийка. Очевидно е имало съветник, който опрости тази процедура, като комбинира двата инструмента в едно и намали измерването до една операция.
- През 1631 г. бургундският математик Пиер Верние завършва работата, започната от Нунес, усъвършенства идеята си и я адаптира технически в квадранта за измерване на ъглови стойности. Създадената от него допълнителна измервателна скала веднага направи широка стъпка в много посоки на измервания, като същевременно получи имената в чест и на двамата учени - „нониус“ или „нониус“. В същото време концепцията за нониус се използва главно в металообработването, нониерът е по -често срещан в индустрията за инструменти и радиотехника.
- Резултатът от постоянното усъвършенстване за период от повече от сто години е оборудването на струга до началото на 18 век с опора за твърдо закрепване на фрезата, надлъжни и напречни захранващи механизми. Стругарите вече имаха на разположение измервателен инструмент с нониусова скала, което даваше възможност да се гарантира подходящата изработка.
- Към края на 18 век се ражда универсален струг, чийто принцип на устройството и работата се е променил малко до днес. Този период е свързан и с появата на концепциите за стандартизация и унифициране на продукти и измервателни инструменти, единна система за измерване.
произход на името
Към историята на шублера можете да добавите интересна информация за името му.
На руски по някаква причина инструментът има име с немски корени - „пръчка“ и „компас“.Терминът „Columbic“, който се е утвърдил още от съветските времена под името на компанията „Columbus“, която доставя измервателно оборудване за страната ни в големи количества, обикновено се използва сред специалистите за пробата SHTs-I.
В Германия, под името Stangenzirkel, те използват инструмент, който е по -скоро в съответствие с превода - компас за маркиращ прът. Аналозите на руския шублер се произвеждат под името Messchieber - плъзгащ метър или Schieblehre - измервателна линийка.
На много езици името на инструмента произлиза от думата „габарит“, което подчертава високата точност на измерването. Пример за това е английският калипер, испанският калибрадор, италианският calibro a corsoio (калибърът на люлеещия се елемент - елементът на шатунния механизъм). Английският шублер има друго име - trammel, също преведено като препятствие, трал или гриб.
Метод за проверка
Калибрирането на измервателните уреди, както и тяхното производство, се извършва в съответствие със стандартите на ГОСТ 8.113-85. Контролно-измервателните манипулации се извършват в специални лаборатории и се извършват на свръхпрецизни машини. Можете обаче да извършите най -простото калибриране на шублера у дома. За да направите това, инструментът се почиства старателно от мръсотия, прах, полепнали дървени стърготини, метални стърготини и смазки и след това се избърсва на сухо с чиста кърпа. След това челюстите на шублера се спускат до упора и се следи позицията на нулевите ходове.
Ако устройството е настроено правилно, тогава рисковете трябва да съвпадат. В противен случай е необходимо да се свържете със специализиран център, където те ще калибрират и настроят устройството, въз основа на което ще бъде издадено удостоверение с установената форма. При редовно използване на шублер проверката се извършва най -малко веднъж годишно. Ако металът на работните челюсти е износен, инструментът става неизползваем и трябва да бъде заменен с нов. За да увеличите експлоатационния живот на устройството, е необходимо да го поддържате чист и да го съхранявате само в калъф или калъф.

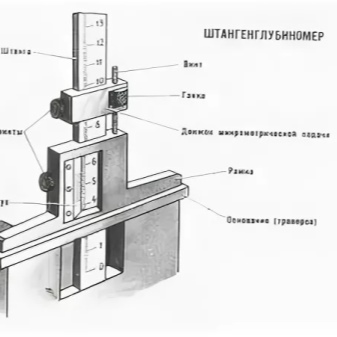
Какво е?
Това устройство е структурно подобно на по -известния инструмент - шублер. Той има по -тясна специализация от последния и е предназначен само за линейни измервания на канали, канали и первази в една посока - в дълбочина. Поради тази причина дълбокомерът няма гъби.
Измерването се извършва чрез вкарване на края на измервателния прът в жлеба, чиято дълбочина трябва да бъде определена. След това трябва да преместите рамката по основната скала на пръта. След това, когато рамката е в правилната позиция, трябва да определите показанията по един от трите възможни начина (вижте по -долу).

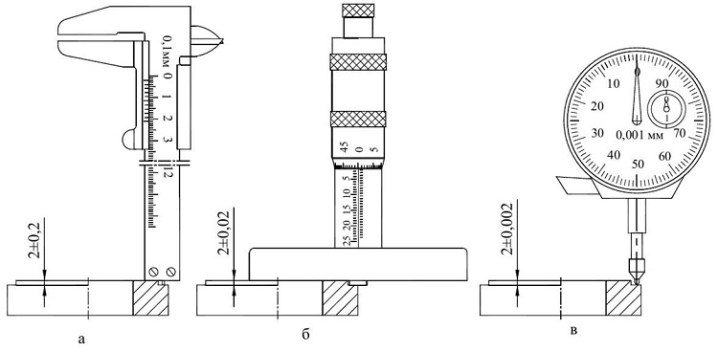
Има 3 вида показания от устройството, според три съответни модификации:
- по нониус (дълбокомери от типа SHG);
- по кръгова скала (SHGK);
- на цифров дисплей (SHGT).
Според ГОСТ 162-90 устройствата от трите изброени типа могат да имат обхват на измерване до 1000 мм. Общите диапазони са 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm и 0-630 mm. Когато купувате или поръчвате дълбокомер, можете да разберете неговия обхват чрез съответната конвенционална маркировка. Например модел, измерващ дълбочина от 0 до 160 мм с отчитане в кръгова скала, ще има обозначението SHGK-160.
В зависимост от устройството на устройството, важните параметри, също регулирани от GOST, са следните.
- Стойности за отчитане на нониус (за модификации на типа ShG). Може да бъде равно на 0,05 или 0,10 мм.
- Разделянето на кръговата скала (за ШГК). Зададените стойности са 0,02 и 0,05 мм.
- Стъпката на дискретност на цифровото устройство за четене (за ShGT). Общоприетият стандарт е 0,01 мм.
- Измерване на дължината на рамката. Не по -малко от 120 мм. За модели с обхват на измерване до 630 мм или повече, необходимия минимум е 175 мм.
В техническите условия, установени от GOST, се определят стандартите за точност на това устройство.За устройства с нониус границата на грешка е 0,05 mm до 0,15 mm, в зависимост от обхвата на измерване. Устройствата с кръгла скала имат допустима грешка от 0,02 - 0,05 мм, а цифровите - не повече от 0,04 мм.
Устройство и принцип на действие.
5.1. Калиперът има две везни и устройство с микро винт за фино регулиране на рамката. Основната скала е маркирана на лентата с деления от 1 мм, втората скала е върху нониуса, който е фиксиран върху рамката. Рамката се фиксира със заключващ винт. Плавното движение на рамката се осигурява от пружина, разположена вътре в рамката.
5.2. Външните размери се измерват с долните челюсти. Горните челюсти се използват за измерване на вътрешните размери. И двата чифта челюсти се използват за маркиране на работа.
5.3. Размерите се преброяват по метода на директна оценка на съвпадението на делението на скалата с деленията на нониуса.
Фиг. 1. Схема за измерване
5.4. Измерването с помощта на нониусен апарат на различни конструктивни елементи (диаметър на отвора или вала, разстояние от центъра до центъра, дълбочина на отвора и т.н.) се извършва, както следва: с отключен винт 5, преместете нониуса 6 по протежение на пръта 1, донесете измервателните повърхности на пръта в контакт с повърхностите на измерваните части и нониус 2 и 3 или измервателен прът 7, свързан с нониуса.В това положение е необходимо да се заключи рамката на нониус 6 с винт 5 и да се извади отчитането от скалата на устройството.
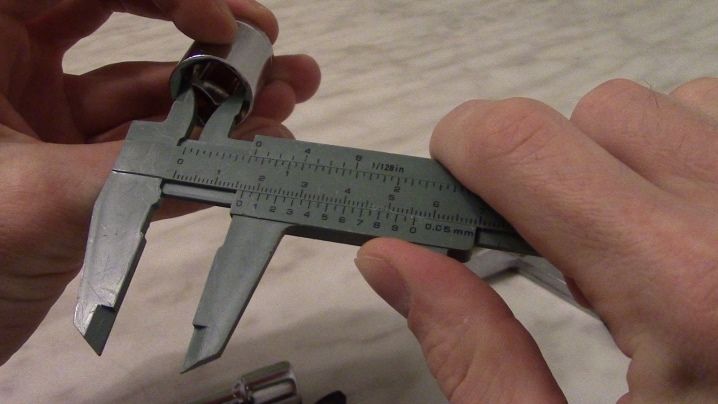
Практически примери
Качеството на измерването зависи както от индивидуалната квалификация на специалиста, така и от способността на човешкото око да оцени обекта на измерване. Именно поради тази причина класът на точност на шублерите е ограничен до 0,05 мм деление - по -малка нониусова скала почти не се възприема от зрението и може да доведе до грешка. Въпреки че има и шублери с повишена точност - до 0,02 мм. Основната скала на това устройство има градуиране от 0,05 мм.
Примери за измерване:
- Измерване на външния диаметър на втулката. Целият брой деления на основната скала е 33, съвпадащият риск на нониуса е 0,05. Външният диаметър на втулката е 33,05 мм.
- Измерване на вътрешния диаметър на втулката. Резултатът е 27,30 мм.
- Проверката се извършва чрез измерване на дебелината на стената - 2,80 мм. Преизчисляването за първите две измервания дава (33.05-27.30) / 2 = 2.90 mm.
- Измерване на височината на втулката с челюстите на инструмента - 40,40 мм.
- Измерване на височина с дълбокомер - 40,40 мм.

Какво обяснява получената грешка от 0,05 при измерване на дебелината на стената? Има три причини:
- грешка в инструмента;
- изработка на частта. Втулката не е била отстранена по време на отделянето, което е довело до ненадежден резултат при измерване на вътрешния диаметър и резултатът от измерването трябва да принуди стругаря да коригира това отклонение;
- третата причина е точно формулирана от големия създател на Ренесанса Микеланджело: „Компасът трябва да бъде в окото, а не в ръката, защото ръката работи, а окото преценява“. При измерване дълбокомерът може да бъде инсталиран не строго вертикално, полученото измерване би се оказало ненадеждно.
Ръководството за инструменти предписва прости правила как правилно да се измерва с шублер - при измерване (включително дълбочина) инструментът трябва да се монтира строго по протежение на оста на детайла, челюстите трябва да бъдат здраво притиснати към измерената повърхност и каретата трябва да бъде фиксирана с винт.
 Онлайн наръчниците на машиностроителя, достъпни за всички, показват, че горните допустими отклонения на размерите от ± 0,3 и ± 0,15 mm за валове в диапазона от размери от 50 до 1000 mm съответстват на квалификациите за точност от h8 до h12. Съгласно тези квалификации се изработват неподходящи части от оборудване и машини - втулки, оси, фланци, капаци. С помощта на нониер не е възможно да се смила шейката на вала, за да се побере лагер с качество K6 и допуск до +0,02 мм.
Онлайн наръчниците на машиностроителя, достъпни за всички, показват, че горните допустими отклонения на размерите от ± 0,3 и ± 0,15 mm за валове в диапазона от размери от 50 до 1000 mm съответстват на квалификациите за точност от h8 до h12. Съгласно тези квалификации се изработват неподходящи части от оборудване и машини - втулки, оси, фланци, капаци. С помощта на нониер не е възможно да се смила шейката на вала, за да се побере лагер с качество K6 и допуск до +0,02 мм.
При производството на части в рамките на 8-12 класа на точност се използват други модификации и видове шублери. Уредът за дълбочина вместо челюстите е снабден с опорни крака за монтаж по ръбовете или раменете на отворите.Каретката с височина с инсталиран писар позволява да се използва за маркиране на размерите на височината.
По съвкупността от своите характеристики, шублерът намери своето място в хералдиката и емблемологията, характеризирайки присъствието си върху гербовете на някои градове или върху емблемите на отдели и структури като символ на техническото въоръжение.
Първоначално публикувано 2018-04-06 09:29:21.
Съвети за подбор
Придобиването на всеки измервателен уред е много важен и отговорен въпрос, поради което към избора му трябва да се подхожда с особено внимание.
Първото нещо, на което трябва да обърнете внимание, когато купувате устройство, е класът на точност и условията, при които се очаква инструментът да се използва.

Когато купувате шублер, предназначен за фини бижута, е по-добре да се спрете на къси миниатюрни проби с дължина 12-15 см. За тях е много по-удобно да измерват малки предмети, без да се страхуват да повредят повърхностите си.
Ако на първо място е удобството на извършената работа, както и скоростта на измерванията, тогава е по-добре да изберете електронно-цифров или модел с посока. Що се отнася до класа на точност, за домашна употреба е достатъчно устройство с отчитане от 0,1 mm, а за професионални проби се изисква много по -висока точност: скалата за четене на такива устройства трябва да има стъпка от 0,05, 0,02 и дори 0,01 mm

Следващият важен критерий ще бъде изборът на производителя. Експертите препоръчват закупуването на продукти от известни марки, които ще действат като гарант за надеждността, точността и високото качество на измервателните уреди. Ако измерванията се планират да се извършват при трудни външни условия, по -добре е да закупите устройство, на което везната ще бъде гравирана върху метала, а не боядисана с боя. Най -добрите професионални модели са немски, японски и швейцарски модели, които по принцип не могат да бъдат евтини. Но такъв шублер ще издържи повече от дузина години и ще бъде наследен от внуци.
По време на покупката трябва да проверите наличието на придружаваща документация, посочваща класа на точност и марката стомана, а също така да се уверите, че няма люфт между неподвижни и движещи се части. В допълнение, нулевите маркировки на двете скали с плътно притиснати челюсти трябва задължително да съвпадат. В случай на неправилна работа на инструмента, прекалено стегнато или, напротив, лесно движение на измервателната рамка и челюстите, както и при наличие на дефекти и повреди, покупката на устройството трябва да се изостави.
Как да използвате шублер, вижте по -долу.
Как да вземете показания?
Най -интересният въпрос по отношение на работата с шублер е премахването на стойностите, получени в резултат на измерване.
Тази статия обсъжда нониер с точност 0,1 мм. Тоест, той може да измери размерите на част с точност от десета от милиметъра.
Помислете за процеса на отчитане на показанията на шублера при измерване на външния диаметър на тръбата, който извършихме по -горе (вижте точка 1).
За да определим целия брой милиметри, трябва да разгледаме коя стойност по скалата на щангата отговаря на нулев риск по скалата на нониуса. Виждаме, че нулевият риск е между 26 и 27 мм по основната скала. Тоест, външният диаметър на тръбата е 26 мм, но все още трябва да се определят десети.
За да направим това, трябва да видим кой от рисковете по скалата на нониуса най -много съответства на рисковете по скалата на мряната
Виждаме, че това е седмият риск от нониус, който най -близо съответства на риска в основната скала (в този случай от четири сантиметра, но стойността на основната скала е незначителна), така че броят на фракциите е 0,7 mm
Така външният диаметър на тръбата е 26 + 0,7 = 26,7 мм, което е абсолютно правилно, тъй като това е внесена тръба с диаметър ¾ инч, което съответства на стойността, която получихме в милиметри.
Правилото за определяне на размера с шублер може да се формулира, както следва:
Целият брой милиметри се определя от стойността на рисковете по скалата на лентата, разположена вляво от нулевия риск на нониуса, а части от милиметрите се определят от стойността на рисковете от нониуса, които най -близо отговаря на риска по основната скала. Ако нулевият риск на скалата на нониуса съвпада точно с всеки риск в милиметровата скала на пръта, тогава стойността на размера се изразява като цяло число
Защо възникват грешки при измерването
Най -честите грешки, които намаляват точността на резултатите от измерванията с изправния инструмент:
- Прекомерният натиск върху рамката ще доведе до нейното изкривяване спрямо щангата. Същият ефект се получава, ако при измерване с долните челюсти нониус шублера се сваля от горните.
- Монтаж на челюсти върху филета, фаски и филета.
- Изкривяване на позиционирането.
- Ненормално калибриране на инструмента.
Първите три грешки най -често възникват поради липса на опит и изчезват с практиката. Последното трябва да бъде предотвратено на етапа на подготовка за измервания. Най -лесният начин е да зададете "0" на електронния шублер: за това има бутон (на фиг. 6 бутонът "ZERO"). Индикаторът за час се нулира, като завъртите винта, разположен в долната му част. За да калибрирате нониуса, разхлабете винтовете, закрепващи се към рамката, преместете го в желаното положение и го фиксирайте отново.
Деформациите на елементите на шублера и износването на измервателните повърхности правят инструмента неизползваем. За да се намали броят на отхвърлянията в производството, шублерите се подлагат на периодична проверка в метрологичните служби. За да проверите точността на инструмента и да придобиете умения в домашна среда, можете да измервате части, чиито размери са известни предварително, например пробивни стебла или лагерни пръстени.