Електрически триони.
Най-бързият от представените електроинструменти, незаменимо нещо при работа с груб разрез на шина, трупи, както и при приготвяне на дърва за огрев.Основното предимство на електрическите триони е работата с дървени заготовки с голямо напречно сечение и произволна форма. Но ако говорим за способността за рязане точно и точно, тогава не става въпрос за електрически триони, а отново, за работата на електрически трион, е необходимо масло за смазване на веригата и гумата, което вече замърсява работата.
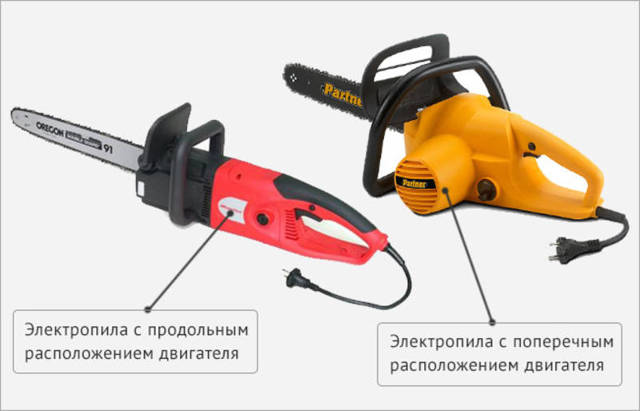
Електрическите триони също имат различни местоположения на двигателя:
- Напречното (класическо) разположение на двигателя е удобно за работа във вертикална равнина, но широките размери са неудобни, тъй като центърът на тежестта се измества наляво.
- Надлъжно подреждане на мотора - Осигурява по -точно и точно рязане и разлика от напречното разположение на двигателя, поради по -тесния дълъг корпус, трионът става по -маневрен. Недостатъкът на надлъжното подреждане е цената, тук скоростната кутия вече е заострен.
Електрическият трион не е напълно удобен за работа с дъски и греди с малки секции, ако трябва да подготвите дърва за огрев, това ще стане (въпреки че има случаи, когато дървата за огрев се събират с циркуляр и дъските от 20-30 мм се нарязват с електрически Отново използването на електрически трион във вашия апартамент ще бъде малко по -различно;) Да, електрическите триони изискват по -малко внимание от грижите, отколкото верижните триони, но има огромна разлика в скоростта, резането на дърва за огрев е по -бързо от електрически трион (но тогава видяхте цената на бензина.) Потребителите често забравят за смяната на задвижващото зъбно колело на електрически трион, което води до повреда на веригата.
Препоръки
Ножовки за дърво са класифицирани не само според целта на използване, но могат да се различават и според други критерии.
- Дължина на острието. Удобството на работника зависи от това колко зъба са разположени върху режещия диск в един ред, тъй като при по -голяма дължина се правят по -малко триони и на такъв трион се забива зъб с по -ниска интензивност. Съществува общ закон, според който дължината на ножа за ножовка за дърво трябва да бъде два пъти по -дълга от обекта, който се реже.
- Размер на зъбите. Размерът влияе пряко върху времето за рязане и е обратно пропорционален на качеството му. Висококачествените и чисти разфасовки се правят с малка ножовка, но с по-ниска скорост и с прилагане на по-големи сили. Трион с голям зъб изразходва по -малко време за рязане, но дава дръпнат ръб и грапава повърхност. Обикновено параметърът на зъбите на ножовки за дърво от чуждестранни производители е TPI (зъби на инч или "зъби на инч"), тоест колкото повече режещи ръбове са разположени на 1 инч от острието, толкова по -голяма е стойността на TPI, по -малък зъб.
Струва си да се обърне внимание на таблицата за съответствие на инчове до милиметри.
|
1 TPI = 25,5 мм |
6 TPI = 4 мм |
14 TPI = 1,8 мм |
|
2 TPI = 12 мм |
10 TPI = 2,5 мм |
17 TPI = 1,5 мм |
|
3 TPI = 8,5 мм |
11 TPI = 2,3 мм |
19 TPI = 1,3 мм |
|
4 TPI = 6,5 мм |
12 TPI = 2 мм |
22 TPI = 1,1 мм |
|
5 TPI = 5 мм |
13 TPI = 2 мм |
25 TPI = 1 мм |
Форма на зъб. Този параметър определя как ще върви разрезът спрямо дървесните влакна от типа дърво и векторите на приложените сили (от себе си или към себе си). Освен това има ножовки за универсално рязане, които имат различни видове зъби.
Марка стомана, от която е направен острието на ножовка









Стоманата се класифицира според много параметри, но си струва да се обърне внимание само на начина на обработка на стоманата - закалена, не закалена или комбинирана (не е закалена цялата ножовка, а само нейните зъби).
При заточване на зъбите острието на ножовката се захваща така, че не повече от сантиметър от зъба да стърчи над менгема. При заточване се препоръчва да изберете триъгълен файл / напречно сечение на файла. За да се осигури подходящо качество, при заточване трябва да се спазва следната последователност:
- заточете левия ръб на всеки четен (най -отдалечен от работника) зъб;
- преинсталирайте платното, като го завъртите на 180 градуса;
- заточете отново левия ръб на всеки четен зъб, който отново ще бъде в задния ред;
- завършете режещия ръб и заточете зъбите.
Струва си да се отбележи, че надлъжните или универсалните триони са фиксирани под ъгъл от 90 градуса. За заточване се използва диамантена пила
Необходимо е да работите с него изключително хоризонтално. В резултат на това изострените ръбове понякога имат следи от надраскване. Такива затупвания трябва да се заглаждат с пила с най -финия прорез или с абразивна лента с минимален размер на зърната.
Колко добре са заточени зъбите на ножовка се проверява, както следва:
внимателно прокарайте ръката си по платното - ако кожата усеща изострен ръб и няма неравности, драскотини - всичко е наред;
по сянка - добре заточените ръбове не блестят, когато върху тях падне светлина, те трябва да са матирани;
пробно рязане - ножовката трябва да върви направо, нарязаният материал трябва да има гладка, равна повърхност, не трябва да има настъргани влакна;
колкото по -фин е прорезът на инструмента, толкова по -остър ще бъде трионът.
Струва си да обърнете внимание на следните съвети от професионалисти:
- препоръчват се само висококачествени комплекти инструменти, които се използват изключително за заточване на зъбите на триона;
- за всеки зъб трябва да има равен брой движения на пила / пила; това правило важи дори ако възникне впечатлението, че е необходимо да се повтори пасажът;
- в хода на едно преминаване е забранено да се сменят ръката и ъгълът, под който се движи инструментът, докато едната страна на листа на ножовка не бъде напълно премината;
- забранено е да се променя страната на файла / файла, тоест е необходимо всяка страна да се предава със същата страна на инструмента;
- Спазването на правилната геометрия на всеки сегмент на рязане на ножовка за дърво дава значителни положителни ефекти - както дълготрайност на използване, така и устойчивост на износване, както и малка загуба на материални отпадъци и равномерно рязане.
Можем да кажем, че не е толкова трудно да обработвате (разреждате и изостряте зъбите) такъв прост инструмент като ножовка у дома със собствените си ръце. Спазвайки общите правила, притежавайки определени практически умения и най -простите устройства, е напълно възможно да дадете на инструмента втори живот със собствените си ръце и да избегнете допълнителни разходи, като закупите нов дърводелски трион.










Как да заточите ножовка у дома, вижте следващото видео.
Разновидности на ръчни триони
 За да получите максимален резултат на минута, трябва да направите 40-50 движения на триона. Когато се движи напред, се извършва натиск; при движението назад той отсъства. Силата на натиск се определя от свойствата на материала, върху който се извършва работата. Например, силата на натиск при работа с меки метали трябва да бъде значително по -малка, отколкото при рязане на твърд метал.
За да получите максимален резултат на минута, трябва да направите 40-50 движения на триона. Когато се движи напред, се извършва натиск; при движението назад той отсъства. Силата на натиск се определя от свойствата на материала, върху който се извършва работата. Например, силата на натиск при работа с меки метали трябва да бъде значително по -малка, отколкото при рязане на твърд метал.
Когато работите с ножовка, така че острието на инструмента да не нарани ръцете ви от напукване, е необходимо да се избягват резки движения, придружени от силен натиск. Освен ръчни триони, се използват и електрически. Когато работите с такава ножовка, от време на време е необходимо да намокрите острието на инструмента с водна емулсия, за да избегнете прегряване.
Ръчните триони са разделени на няколко вида по предназначение:
- напречен;
- лук;
- външен (за изрязване на отвори);
- класически ножовки (надлъжно или напречно рязане);
- ножовки с шипове (за рязане на свързващи шипове).
Триони с лък се произвеждат от:
- лук от твърда дървесина,
- платна с дължина 785-800 мм,
- тетива, която е изработена от ленено или усукано конопено въже с дебелина 3-4 мм.
Те могат да бъдат напречни и надлъжни. За носови и напречни триони ширината на острието е 22-25 мм, а ъгълът на заточване е в рамките на 70-79 градуса, разстоянието между зъбите е 4,5-5 мм.В носовите надлъжни триони режещото острие е с ширина 50-55 мм, дебелина 0,5-0,7 мм, разстоянието между зъбите им е 5 мм, а ъгълът на заточване е 45-50 градуса.
Циркулярите се използват за рязане на материал по извит път. Режещата част на тези триони е с дължина 500 мм, широчина 5-15 мм, разстоянието между зъбите му достига 5 мм, а степента на заточване е 55-60. Обикновено те са заточени направо.
При избора на ръчен трион не само формата, но и обемът на зъбите играе важна роля.
Има 3 вида резци:
- фин зъб-2,0-2,5 мм (за рязане на малки изделия и високоточно рязане);
- среден зъб-3,0-3,5 мм (за обработка на средно големи части);
- голям зъб - 4.0-6.0 мм (за твърдо рязане на трупи и греди).
Има и международна класификация, тя също класифицира ножовки, но не по височината на зъбите, а по техния брой, който е 1 инч от режещия слой. Такъв стандарт се е утвърдил сред местните производители, така че не бива да се изненадвате, ако етикетът на инструмента съдържа чуждестранни обозначения PPI или TPI. Числото зад тези букви ще представлява броя на зъбите на инч дължина. Колкото по -голям е броят, толкова по -малък е зъбът (например PPI 8 или TPI 14).
Верижни триони
Често, когато работите с дърво, не е важна чистотата и точността на рязането, а неговата дълбочина. Точно това е задачата, която решава верижен трион - мощно устройство с електрически или бензинов двигател, предназначено за сеч и рязане на дърва за огрев.
Той има два основни взаимосвързани технически параметъра:
- Мощност на двигателя;
- Дължина на шината.
Пръчка се нарича две плоски плочи, свързани помежду си с малка междина за монтиране на верига за трион. В единия край има задвижвано зъбно колело, а в другия има изрези за обтегача.










Електрически верижен трион
Мощността на електрическите верижни триони варира от 1,5 до 4 kW. При избора на устройство за домакинска работа на сайта е по -добре да спрете на мощност от 1,5 до 2 kW с дължина на трион от 30 до 40 см. Това е напълно достатъчно не само за санитарно подрязване на градината, но и за прибиране на дърва за огрев.
Ако е необходимо, можете да разтворите дъска, дървен материал или дървен материал с такъв инструмент, въпреки че няма да получите високо качество и точност на рязането.
Има два вида верижни триони:
- С странично (напречно) разположение на двигателя;
- С надлъжен моторен монтаж.
Моторна резачка
Основното, което дава на собственика верижен трион, е автономността. С такъв инструмент можете да отидете в гората и да изрежете дърва за огрев там. За такъв значителен плюс ще трябва да платите цена: верижните триони са по -сложни по дизайн от електрическите. Тази разлика се усеща особено при закупуване на евтино устройство „но наемане“. Проблемите със стартиране, карбуратор, пръстени и свещи са чести спътници на такава покупка. Ето защо е по -добре да си купите по -скъп резачка, отколкото да губите пари, когато работите с икономична опция.
Характеристики и устройство
Верижният трион е представен под формата на устройство, състоящо се от двигател, който генерира въртящ момент, и подвижна част на триона, състояща се от направляваща шина и верига с режещ ръб, опънат над нея. Устройството включва също задвижващо зъбно колело, задна дръжка с бутон за стартиране и предна дръжка, снабдена със защитен щит. Двигателят може да бъде надлъжен или напречен. Напречното разположение гарантира, че задвижващото зъбно колело е на същата ос с двигателя и значително опростява дизайна. При това подреждане обаче двигателят е страничен, което причинява определени неудобства при работа в затворени пространства. Моделите с надлъжно разположение нямат такъв недостатък, но струват малко повече. Принципът на работа на агрегата е следният: двигателят предава въртящ момент на задвижващото зъбно колело, което от своя страна премества веригата, затворена в пръстен по протежение на водещата шина.


Основните технически характеристики на верижните триони са мощността на двигателя, скоростта на вала и дължината на шината.
- По отношение на мощността устройствата са разделени на 3 категории: ниска мощност, средна и свръхмощна. Първите имат мощност под 1,5 kW и са предназначени за разрязване, рязане на тънки дървени или пластмасови детайли. Моделите от средния клас са оборудвани с мотор от 1,5 до 2 kW. Те представляват най -голямата група устройства. Използват се в дървообработващата промишленост, при рязане на дърва за печки и камини, както и в строителството и ремонта. Устройствата от най -висок клас са оборудвани с двигател с мощност над 2 kW, благодарение на което се използват при извършване на горскостопански работи и са в състояние да режат трупи с диаметър 30 cm.
- Дължината на шината влияе върху дълбочината на рязане и зависи от мощността на двигателя. Така че гумите с дължина 40 см се използват в комбинация с двигател с мощност над 2 kW, 35 см платна с двигател 1,8 kW, а гумите с размер 30 см са предназначени за устройства с ниска мощност.
- Скоростта на въртене на вала има пряк ефект върху производителността на инструмента: колкото е по -висока, толкова повече детайли устройството може да изреже за определено време. При избора на скорост обаче трябва да се вземе предвид и мощността на двигателя. Двигателят с ниска мощност няма да направи голям брой обороти, всички предимства ще изчезнат.
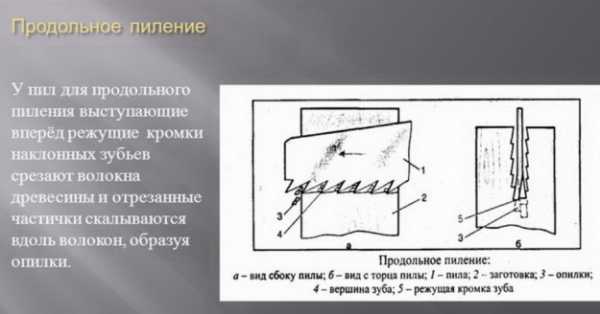
Надлъжно рязане. Особености
Разрязването се извършва по протежение на растежа на влакната. Това рязане изразходва много повече енергия и загрява машината много по-бързо от напречното. Независимо от това, тези разходи са напълно компенсирани от факта, че повърхността на нарязания дървен материал е гладка при разкъсване. Но в случай на напречно изрязване, повърхността е груба и дори нарязана.
Всъщност разкъсването е подобно на нарязването на обувка с брадва, при което клиновото острие разделя влакната, свързани с лигнин, което улеснява по -нататъшното разделяне. В хода на надлъжното рязане на дървен материал или ПДЧ режещата повърхност на инструмента разбива лигнина, след което разрязва влакната с режещи движения.
Често по време на разкъсването се открива вътрешно напрежение в нарязания дървен материал, причинено от неравномерно свиване на влакната, които са компресирани или, напротив, опънати, притиснати от околните влакна и са в това положение до началото на рязането.
Значителен проблем възниква по време на извличането. Той се състои в това, че ръбовете на нарязаната дъска могат да се затворят заедно. Но този проблем може да бъде избегнат. Не си струва да режете дъски, които имат неравномерно разпределени годишни пръстени, тоест външен вид, което показва неправилно сушене. Не е подходящ за разкъсване и напукан дървен материал.









Надлъжното рязане на дървесина трябва да се извършва с марж за освобождаване на вътрешно напрежение. Тази опция дава възможност в бъдеще, с помощта на рендосване или рязане, да се отървете от недостатъците. Не забравяйте, че дисковете, използвани за рязане, трябва да бъдат остри и чисти, възможно най -нови.
Най -добрите марки вериги за верижни триони
Според прегледите на собствениците на тези единици е съставен рейтинг на вериги за верижни триони. По -долу са производителите, които правят най -добрите вериги за верижни триони.
- Stihl е много известна швейцарска марка, която произвежда вериги за триони от високоякостна хром-никелова стомана. Те не се разтягат при нагряване като нормалните. Това се постига чрез използването на специален метод за горещо занитване в производството. В допълнение, този производител е патентовал метода на смазване - „канали“, които се доставят до всички водещи връзки.
- Компанията не проектира вериги, а ги произвежда, използвайки най -добрите патентовани технологии. Благодарение на това се постига висококачествен продукт.Компанията предоставя и широк спектър от услуги на клиентите, като предоставя гаранционно обслужване на своите продукти. Освен това клиентите на компанията имат възможност да закупят оригинални резервни части за механизми.
- Орегон е подразделение на Blount Inc. Компанията се смята за една от най -добрите сред компаниите, които произвеждат триони за моторни триони. Орегон също произвежда различни аксесоари и резервни части за инструменти от други известни марки. Трионните елементи на верижните триони са изработени от специална патентована сплав, а върху зъбите е нанесена хромова сплав. За да се улесни процеса на заточване, върху зъбите има маркировки, показващи ъгъла, под който трябва да се извърши тази операция. В допълнение, веригите имат система, която намалява вибрациите и оригинален дизайн, благодарение на който смазката се разпределя равномерно.
- Carlton е американска компания. Всички елементи на веригата на този производител са с повишена твърдост, тъй като са изстреляни на етапа на производство. Режещите връзки имат дълъг ръб, което прави възможно производството на голям брой заточвания.
- Уиндзор. Компанията е патентовала суперсплав, която е силно устойчива на топлина и не се разтяга. Кованите връзки и запечатаните нитове се използват в уиндзорските трионни елементи, за да се гарантира висока надеждност.
- Веригата е изработена от легирана стомана с хромирани зъби. Последните се заточват по специален начин и върху веригата се нанася хипоидна смазка, което улеснява процеса на рязане. Компанията също така използва метода на изстрелване при производството на вериги, което увеличава здравината на връзките.
Един от най -важните елементи на верижния трион е веригата, която е работната част на инструмента и поема всички товари. Притъпява се достатъчно бързо и също се износва. Продължителността на неговата работа се влияе не само от честотата на верижния трион, но и от качеството на самия продукт.
Именно веригата влияе върху ефективността на верижния трион, затова при избора му трябва да се обърне специално внимание на този елемент

Видове триони
Трионът е рязащ остър инструмент с голям брой остриета, който може да работи при затворен разрез. Вдлъбнатина е доста тесен процеп, който се появява в дървото при рязане на стружки с остри зъби на работен инструмент. Обикновено страничните стени се различават от изрязването, както и от дъното, именно с тях острието влиза в взаимодействие. В зависимост от ъгъла на наклон и местоположението на триона спрямо дървесината се разграничават няколко вида рязане.
- Надлъжни. В този случай равнината е успоредна или приблизително успоредна на дървесните влакна. Режещите рамки работят съгласно този механизъм, както и лентовите и кръгови триони, използвани за рязане на трупи, както и греди в дъски, когато материалът се нарязва в надлъжна посока както по дължина, така и по ширина.
- Напречно. Тук трионът е разположен перпендикулярно или приблизително перпендикулярно на влакната. В този случай самото рязане се извършва ръчно с помощта на напречни триони и ножовки, както и на скосяващи машини. Този метод за обработка на дървесни влакна се използва за рязане на кръгли заготовки, отстраняване на дефекти в дървесината, както и за придаване на дървен материал необходимото качество и размери.
- Смесени. В този случай равнината на инструмента може да бъде разположена в диапазона от 10 до 80 градуса спрямо дървото.
Говорейки за това кой метод на рязане е по -добър, трябва да се отбележи, че напречният се счита за по -опростен, тъй като тази схема няма сложна скоростна кутия, която е необходима за завъртане на оста на 90 градуса, зъбните колела функционират много по -ефективно, благодарение на това напречните триони са по -издръжливи, рискът двигателят да излезе от настройката е много по -малък и като цяло инструментът издържа по -дълго.

