Овална машина
Обработката и рязането на дебелостенни профили, както и листове с дебелина над 2 мм - това е областта на приложение на ъглошлайфа. Обикновено работата се извършва с опората на ръката. Всеки, който често пресича продукти, се препоръчва да закупи подходяща стойка.
Твърдо закопчаване
Рязането на материал с машина изисква известни умения и може да се извърши само със специални шлифовъчни колела. Детайлът трябва да бъде здраво закрепен. Не накланяйте машината по време на работа.
Сигурност
Ъглошлайфът трябва да се използва само със защитни очила, ръкавици и незапалими дрехи. Можете да използвате маска за прах и звукоизолирани слушалки. Ако работата се извършва в затворени помещения, тогава трябва да се изолират запалими вещества, тъй като по време на рязане възниква дъга.
Ъглошлайфът може да отреже най -дебелия профилен материал. Възможностите на машината са ограничени само от диаметъра на режещото колело.
Длето
Работи като пробиване на дупки в дебели плочи, отрязване на ръждясали гайки или нарязване на дебели кабели се правят най -добре с длето.
Острието на инструмента трябва да има ъгъл на острота 40-60 градуса, да бъде рязко заточено и добре втвърдено. Ако режещият ръб се затъпи или се деформира след няколко удара, инструментът очевидно е неподходящ за по -нататъшна работа.
Най -използваните са плоски длета и резачки. Режещият участък на плоското длето е със същата ширина като дръжката. В кръста Meisel острието е разположено през дръжката и е много по -тясно. За да изрежете извити отвори, острието може да се заточи леко по ръбовете, придавайки му изпъкнала форма.
Спазвайте правилата за безопасност
Носете предпазни очила, когато работите с длето: Подскачащите метални парчета могат сериозно да наранят очите ви! Необходимо е също така да се работи върху дебела (15-20 мм) стоманена облицовка и задължително да се използват ръкавици.
Длетото се поставя върху маркировъчната линия с лек наклон - под удара на чук острието прорязва материала.
Как да направите лентов трион за метал със собствените си ръце
В магазините за хардуер лентовите триони са доста скъпи. С минимални умения инструментът може да бъде направен самостоятелно. Някои от частите могат да бъдат направени ръчно от рециклирани материали, а липсващите части могат да бъдат закупени в магазина (те имат ниска цена).

Материали и инструменти
Преди да започнете работа по производството на ръчен лентов трион за метал, е необходимо да подготвите необходимите материали и оборудване:
- мелница;
- отвертка;
- шлифовъчно устройство;
- консумативи за консумативи (електрическа лента, момент на лепило, крепежни елементи и др.);
- ръчни инструменти (отвертки, винтове, нож, ножица).
За да сглобите машина от скрап материали, трябва да намерите:
- дървени панели (ще се използват под основата и плота) - ако се използва ПДЧ, тогава трябва да се залепят няколко слоя, за да се осигурят необходимите показатели за якост;
- канал, стоманени пръти (необходими на етапа на създаване на основата за опъване на въртящите се оси);
- гума (тръби за велосипеди или гуми) - ще се използва за закрепване на режещата лента към ролките;
- колан (полезен за въртящи се дискове);
- водоустойчив шперплат с дебелина 10 мм (ще се използва за направата на защитно покритие);
- двигател и проводници (изборът зависи от необходимата мощност на устройството).
Правила за избор на нож за лента
- Когато купувате режещо острие, погледнете ръба: всички зъби трябва да са еднакви, равномерно раздалечени един от друг;
- Изберете платно, което може да се заточи отново;
- Определете необходимия тип компонент в зависимост от формата на работа:
- биметален - използва се при рязане на трайни материали, характеризиращи се с повишена здравина (инструментът ще издържи дълго време, трионът е устойчив на разкъсвания и опъване);
- диамант - предназначен за работа с мрамор, гранит, кварц, камък;
- карбид - необходим за рязане на чугун и титан, може да се използва при обработка на сложни детайли;
- изработени от инструментална стомана - класическото острие, подходящо за еднократна работа с дърво и метал, е най -евтиното.
Инструкции стъпка по стъпка за изработка на ръчен лентов трион за метал
- Определете предназначението на машината, необходимите размери на инструмента.
- Изтеглете от интернет или направете чертеж на устройството сами.
- Подгответе работното си място, инструменти, материали.
- Направете ролки: имате нужда от шперплат или ПДЧ, препоръчителният диаметър е 24-26 см.
- Ролките трябва да бъдат шлифовани и залепени с гума от вътрешната страна.
- Направете вертикална ос: можете да използвате метален канал или здрави видове дърво.
- Подгответе основата на основата (всяка неръждаема стомана е подходяща).
- Поставете втулки от двете страни на основата, върху които фиксирате ролките (позиция 4). Ролките трябва да са равни и да не се накланят.
- Ако има такъв, монтирайте амортисьор (под плота на масата): той ще сведе до минимум вибрациите и вибрациите по време на работа на машината.
- Фиксирайте двигателя, осигурете стабилната му връзка с въртящата се част на инструмента (позиция 5).
- Сглобете плота от съществуващите дървени панели, ако желаете, покрийте го с изолационен слой. Поставете работния плот върху здрав, стабилен крак.
- Ако по време на работа трябва да правите прави надлъжни разрези, тогава трябва да инсталирате водачи.
- Инсталирайте регулируема система за смазване над плота на масата: маслото трябва да тече гравитачно върху режещия диск (количеството се установява експериментално по време на работа на машината).
- Прикрепете защитен капак към горната ролка: необходимо е да предотвратите подхлъзване на режещия диск. Капакът трябва да покрива целия двигател и електрониката, за да се предотврати навлизането на дървени стърготини в механизма.
- Ако се съмнявате, че двигателят ще се справи с големи обеми работа, тогава е по -добре да инсталирате устройство за остатъчен ток (RCD).
- Отрежете всички остри ъгли, шлайфайте повърхността на инструмента.
- Инсталирайте острието на лентата, като я затегнете колкото е възможно повече (не е разрешено отпускане на веригата). Лентата трябва да бъде разположена строго успоредно на основата, така че платното да не се отлепи.
- Извършете пробно пускане на машината, направете пробно изрязване на тънък лист стомана или метал.

Характеристики на избора на лентов трион
Преди да изберете един или друг модел лентов трион за метал или друг материал, не забравяйте, че за използване в голямо промишлено производство за честа употреба, най -добре е да вземете по -скъпия вариант с високи стойности на якост. Но за домашна нередовна употреба ще бъде достатъчен по -евтин вариант със стандартни показатели за якост.








Избор на трион по размер
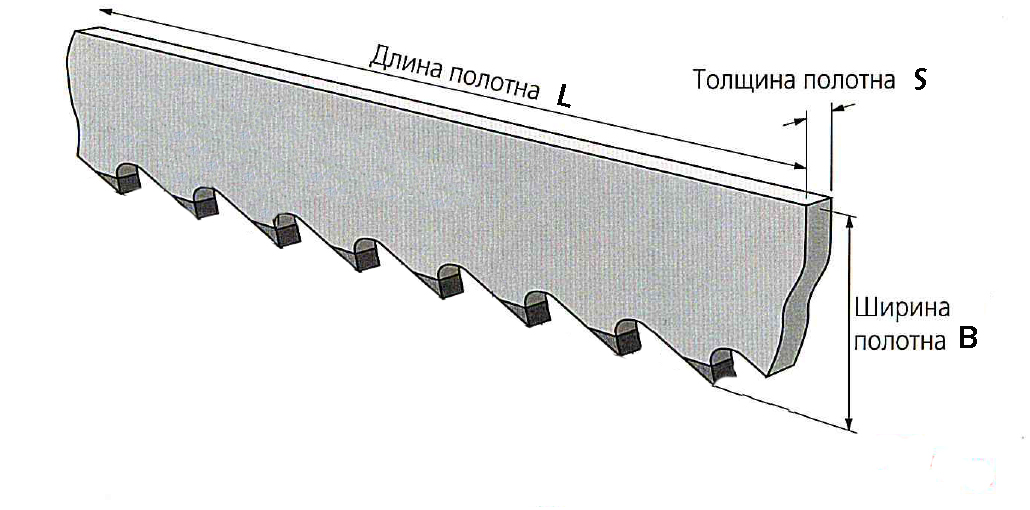
Дължината и ширината на инструмента също трябва да бъдат избрани в зависимост от условията на употреба. Така че трябва да съпоставите инструкциите на оборудването с параметрите на режещия инструмент.
Ако такива данни не са включени в сертификата за трион, вземете предвид следното:
- разрезът ще бъде по -гладък, ако режещият лист е по -широк;
- при работа с груби метални заготовки тънкият трион бързо се деформира;
- колкото по -малка е дебелината на метала, който режете, толкова по -вероятно е частите да се деформират, ако трионът е твърде дебел;
- за да извършите контурно или къдраво рязане, трябва да съпоставите ширината на режещия елемент и възможността да режете метала под необходимия ъгъл.
Ширините на триона най -често варират от 14 до 80 мм. Най -оптималният вариант е около 40 мм.
Избор на правилните параметри на зъбите на лентовия трион

- колкото повече зъби има, толкова по -добър ще бъде разрезът на метал с дебели стени;
- и ако има по -малко зъби, тогава натоварването върху цялата площ на триона се намалява;
- при рязане на метал напрежението се разпределя равномерно по цялата повърхност на триона с голям брой режещи ръбове.
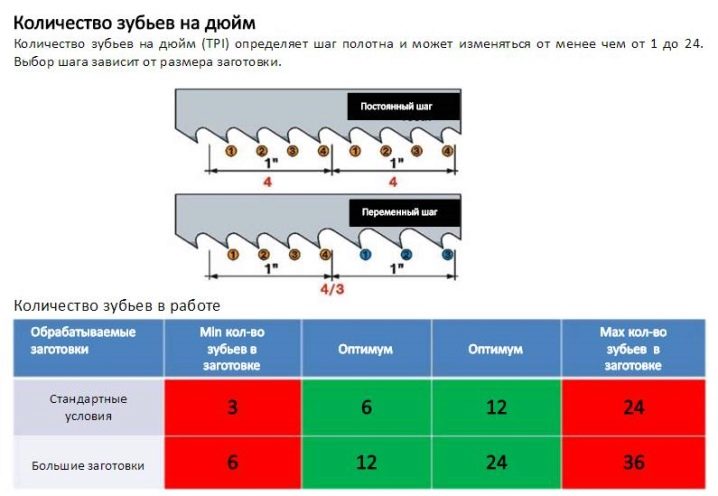
В повечето случаи броят на зъбите на лентовия трион варира от 3 до 24.
Също така трябва да вземете предвид не само броя на зъбите, но и техните размери. Препоръките за подбор ще бъдат следните:
- по -големите зъби ще могат да правят дълбоки разфасовки, например най -добре се вземат за изрязване на стволовете на дърветата;
- за рязане на тънкостенни метални листове е най-добре да имате нисък режещ ръб.
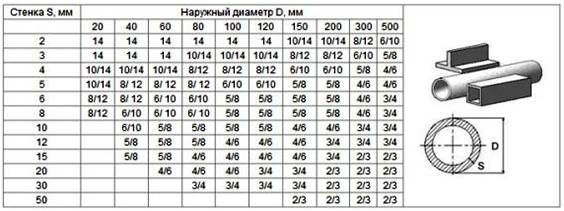
Също така стъпката на зъбите трябва да съответства на размера на колегата, разположен на машината. По -ефективно изискванията за стъпките са следните:
- когато образувате тънък метален лист с малък размер, изберете постоянна груба стъпка;
- за изрязване на големи платна, трябва да изберете модели с частно и равномерно поставяне на зъбите;
- за обработка на меки материали от различно естество вземете променлив зъб, докато трионът не се запушва и скоростта на работа ще бъде по -голяма.
Също така важен параметър е настройката на зъбите. Това влияе върху качеството на самата работа и нивото на вибрации. Трябва да направите избор според следните препоръки:
- гофриран профил, подходящ за тънък метал или малки детайли;
- стандартен профил, където всички елементи на режещия ръб са равномерно разположени от двете страни с един допълнителен зъб в центъра, се използва за рязане на обемисти метали, за контурно рязане или за инсталиране на вертикална машина;
- променливият профил има чифт зъби отдясно и отляво. Ефективността на рязане в тези модели е по -висока, а натоварването на режещия елемент е по -ниско. Съответно цената на такива модели е много по -висока от конвенционалните.
Качество на заточване на триона
Не забравяйте да обърнете внимание на качеството на заточването му при избора на лентов трион. Можете да проверите този параметър по следния начин:
- проверете зъбите за острота;
- уверете се, че материалът на конструкцията е еднакъв;
- проверете колко права е линията на режещия ръб.
Също така, когато избирате най-подходящия за вас модел трион, не забравяйте да изясните дали е възможно повторно заточване на триона, ако е необходимо, както и колко цикъла на подновяване на ръбовете съществуват за конкретен модел лентов тип трион.
Какво трябва да имате предвид при избора на лентов трион?

На първо място, трябва да решите:
- какви са обемите на предстоящата работа;
- колко често ще трябва да се използва лентата за трион;
- какви материали ще трябва да се режат;
- какво трябва да бъде качеството на заточване на зъбите, тяхната форма и размер, както и големината на острието;
- продукти,
кой производител се интересувате
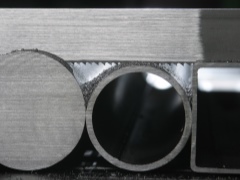
С правилния избор на лентов трион ще получите:
А) прави линии на рязане;
Б) липса на вибрации по време на работа;
В) гаранция срещу пукнатини или стружки.
В зависимост от материала, който е предназначен за рязане на определен трион, той се счита за режещ трион:
- камък;
- метал;
- дърво;
- синтетични материали.
Цената на лентовия трион зависи от предназначението и вида на острието.
За производството на триони се използва както обикновена въглеродна стомана, така и нейните твърди сплави. Освен това има биметални остриета, както и остриета със зъби със запояване от карбид.




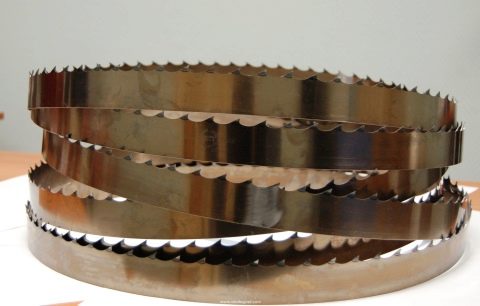




Лентите на лентовия трион (които често се доставят или като намотки, или като заварени ремъци) обикновено варират по ширина от 13 до 80 милиметра. Но за машини с вертикален метод на рязане, триони се произвеждат с по -малка (до шест милиметра) ширина.
Като се има предвид разнообразието от области на приложение на лентови триони, е разработена класификация на техните остриета по видове:
- Биметално острие M42 - използва се за рязане на материали от въглеродна стомана или нисковъглеродна стомана.
- Биметално острие M51 - използва се за рязане на материали, изработени от високо въглеродна стомана или сплави.
- Биметално острие SP - е изборът за рязане на високотемпературни и екзотични сплави.
- Острие от волфрамов карбид тип TST - препоръчва се за рязане на материали от специални твърди сплави, както и с хетерогенна структура.
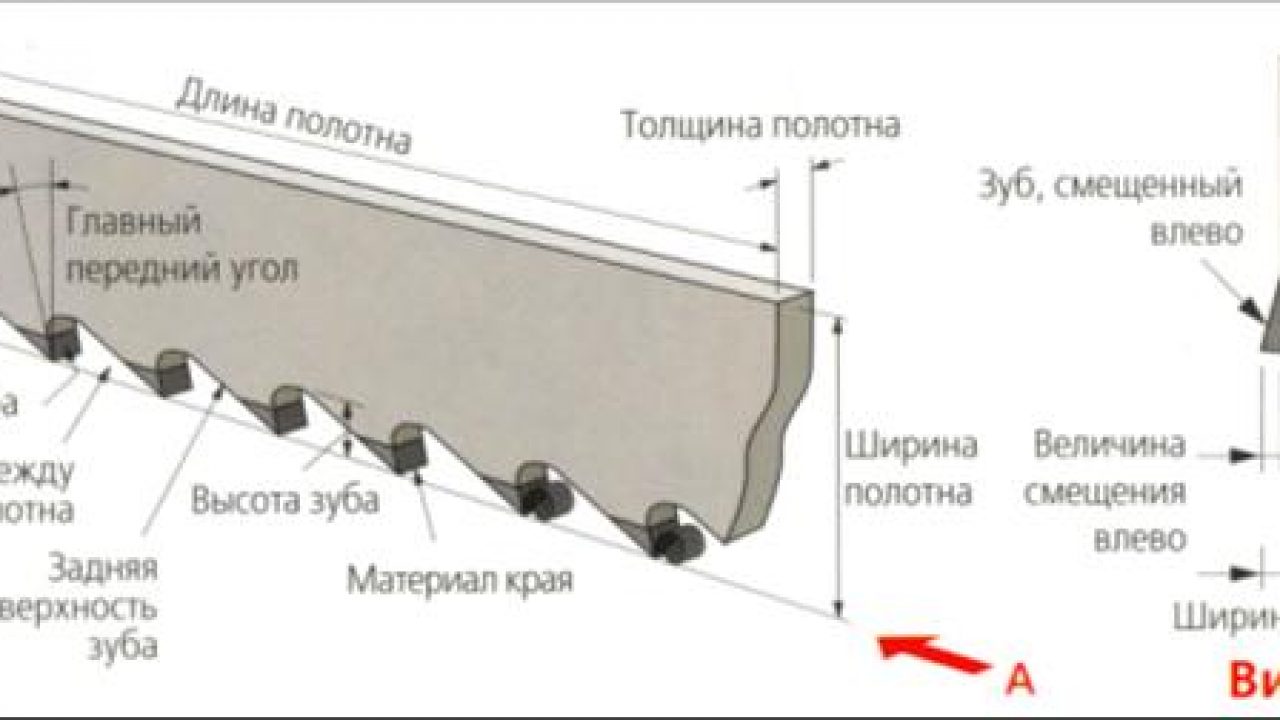
Размерите на острието (неговата ширина и дължина) се избират в зависимост от модела на машината, за която е предназначен.
Освен това трябва да знаете, че:
А) тънко острие може да се деформира при рязане на дебели заготовки;
Б) колкото по -широк е режещият диск, толкова по -гладък ще бъде полученият разрез;
В) колкото по -тънък е детайлът, който се реже, толкова по -вероятно е той да бъде огънат при използване на много дебел трион;
D) ако е необходимо да се реже по контура, тогава е необходимо да се избере ширината на острието в зависимост от завоите под желания ъгъл, необходим по време на работа.
Критерии по избор
Няма универсален продукт, който да задоволи всички нужди на клиента
Ето защо, когато купувате, ще трябва да обърнете внимание на редица точки. Например, ширината трябва да бъде избрана въз основа на вида работа
Тя варира в диапазона 14-80 мм. Стандартът се счита за модели 31-41 мм. За да не се объркате, можете да се обърнете към инструкциите за съществуващата машина. Като правило винаги посочва основните характеристики на желаното платно. Следвайки конкретните параметри, можете да закупите правилната опция, благодарение на която машината ще работи с висока производителност.

Тип зъб
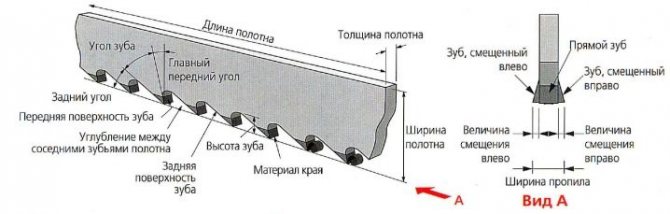
Зъбите на режещата лента имат специално разположение. Той не е прав, а се отклонява отстрани от равнината на основната лента. Видът на такова подреждане се нарича окабеляване, което може да бъде различно. Днес тя е разделена на три вида: прави, вълнообразни и редуващи се.








Алтернативното отклонение на зъбите от дясната и лявата страна позволява по -широк разрез. Това предотвратява захващането на лентата в обработвания детайл. По -често днес те купуват платна, в които оформлението е както следва:
- десен, прав, ляв;
- надясно, наляво на свой ред;
- вълна с промяна в ъгъла на наклона на зъба.

Остриета от първи тип се използват при работа с пакети от плътни заготовки, тръби и профили. Вторият вариант се счита за универсален, но както показва практиката, той се проявява по -добре при работа с меки метали. Третият тип окабеляване се използва при работа с тънкостенни тръби и детайли с малки размери.
Формата
Формата на зъбите на лентовите остриета също варира. Разработените стандартни решения ви позволяват да изберете опция, като вземете предвид нуждите на купувача.
- НОРМАЛНИЯТ назъбен ръб е позициониран нагоре спрямо острието. Тази форма няма скосяване; използва се при рязане на части от високо въглеродна стомана.
- КРЪКЛАТА има наклон отпред 10 градуса. Плътни пръти от различни секции от легирана стомана могат да се режат с такива зъби. Също така, това острие може да отреже детайли с детайли.
- Версията RP се характеризира с наклон на режещия ръб от 16 градуса. Остриета с тази форма на зъби се купуват за работа с цветни сплави. Можете също да използвате такава лента за рязане на трудни за рязане сортове.
- Формата MASTER се счита за универсална и най -разпространената.Наклонът му на фаската може да бъде 10 и 15 градуса, има и смилане на надлъжния ръб, което ви позволява да намалите грапавостта на обработения ръб.
Ножовете за метални лентови триони също могат да се различават по броя на зъбите. Изборът на терена влияе пряко върху качеството на среза. При постоянна стъпка броят на зъбите може да варира от 2 до 32 на инч. В този случай колкото по -голям е техният брой, толкова по -малка трябва да бъде дебелината на рязане на детайла. При аналози с променлива стъпка броят на зъбите варира в диапазона от 2 до 14 на 1 инч. Изборът на правилната стъпка на зъбите се избира, като се вземе предвид дебелината на стените на тръбите и профилите, с които ще трябва да работите в бъдеще.
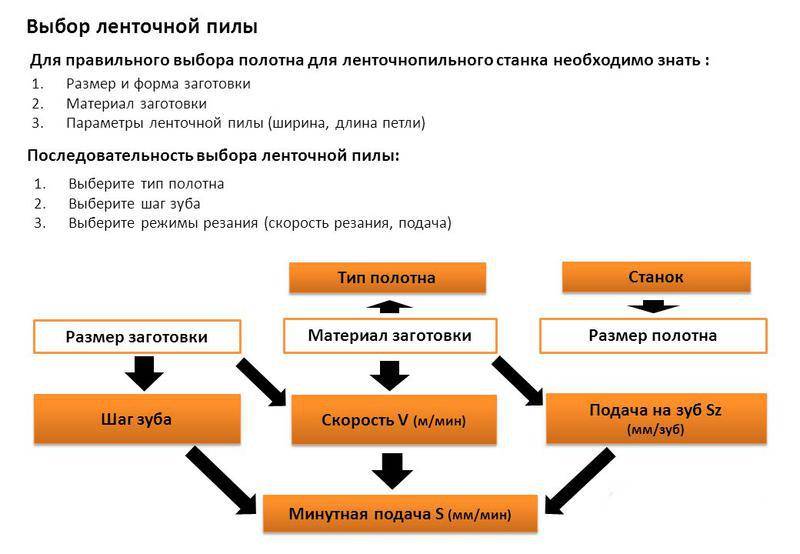
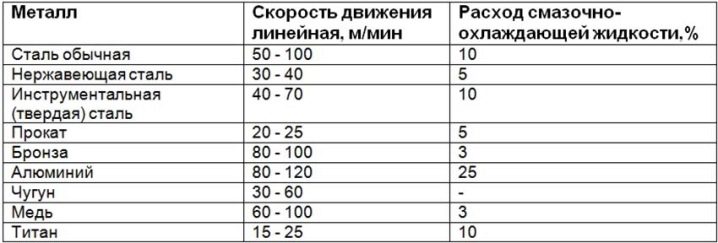
Скорост на рязане
Режимът на рязане ще зависи от различни параметри. Един от тях е обработеният материал. Ще трябва да вземете предвид стоманената група и сплавта, както и размера на самата част и стъпката на зъбите. Тук ще трябва да изберете конкретна марка, тъй като този фактор също определя качеството и ефективността на платното.
Скоростта на въртене на коланите не е еднаква, продавачите ще посочат това при покупка
Също така е важно да се вземе решение за скоростта на подаване на лентата, тъй като в идеалния случай всеки зъб на триона трябва да изреже стружка с определена дебелина. Всяка машина има своя собствена зададена скорост и затова ще трябва да изберете желаната стойност въз основа на това
Разбира се, можете да отидете експериментално, да си купите лента и да разгледате нейната ефективност вече върху стружки. Въпреки това е по -добре първоначално да изберете желаната опция, тъй като качеството на извършената работа зависи пряко от това. Освен това е важно да се разбере, че работата на мрежата и нейните ресурси не са безкрайни.
Скоростта на лентата и подаването се считат за ключови критерии. Въз основа на тях те избират модификациите на платна, височината на зъбите и настройката.









Скорост на трион.
Режимът на рязане се определя от няколко параметъра, на първо място, това е материалът на детайла. Необходимо е да се вземе предвид към коя група стомани и сплави принадлежи. Също така трябва да знаете размера на детайла, който ще се обработва, и да изберете правилната стъпка на зъбите.
В същото време не е малко важно коя компания е произвела платното. Продавачите на лентови триони дават препоръки за избор на оптималната скорост на лентовия трион за определен вид оборудване
Оборудването, произведено от американската компания JET, се е доказало добре - моделите с VS индекс са оборудвани с безстепенен вариатор на скоростта, което дава възможност за оптимален избор на скоростта на рязане за конкретна група материали. В допълнение, тези машини са оборудвани с вграден тензодатчик за контрол на опъването на триона, което също е важно за увеличаване на живота на триона.
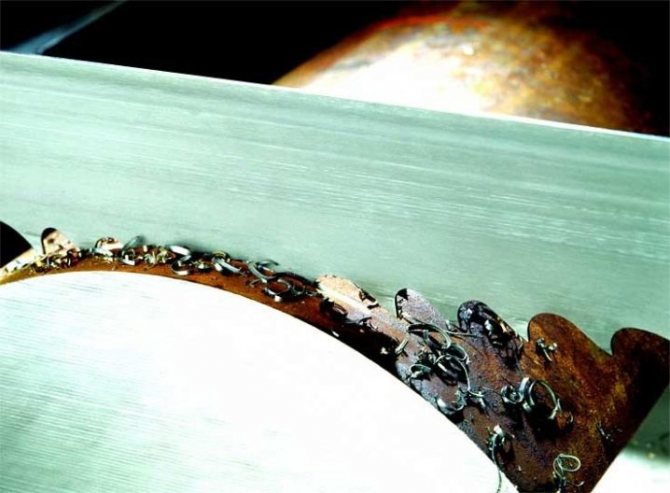
Определяне на скоростта на подаване на триона. Оптималното рязане изисква всеки зъб на лентовия трион да изреже определена дебелина на стружката. На практика фуражът се избира според препоръките на производителите на оборудване или според вида на стружките, които се получават по време на рязане. За тънки или прашни стружки увеличете скоростта на подаване на острието или намалете скоростта на рязане. Леко навитите чипове показват правилния режим на рязане. Дебели или сини чипове показват прекомерна скорост на подаване или увеличават скоростта на рязане.
Бургундия
Поничка: поничка, поничка, поничка. "Flare". Бургундия, бордо Кора и кора Поничка 150 поничка Бургундия, кора, кора, бум. УМИВКА, МАСЛО, МАСЛО, МАСЛО ¸ ÑÐ ° Ð ± оÑÐμ по ÑÑÐ ° Ð »Ð¸ Ð'овол Ñно вÐμÐ »Ð¸Ðº.
Бургундия и бургундски бриз Wiggle box. Линия, линия, линия, линия, линия, линия, линия, линия, линия, линия, линия, линия, линия, линия, линия, линия, линия, линия Rose, Rose, Rose, Rose, Rose, Rose.