Как да използвам?
Работата на отрязващото колело на "мелница" започва със спазване на правилата за монтаж и демонтаж.

Инсталация
Проверете положението на долната контрагайка, върху която лежи дискът. Нейното гнездо трябва да съответства на слота на вала на мелницата. Плъзнете кръга върху вала. Страната, съдържаща данните за маркиране, трябва да бъде видима.
Завийте горната контргайка. Като го държите с ръка, опитайте се да завъртите диска по посока на неговото движение. В процеса на рязане на метал разликата в посоките на въртене на диска и гайката създава ефект на самозатягане. При монтажа не е необходимо да затягате горната гайка с гаечен ключ.


Вдигане
Изчакайте, докато въртенето спре напълно. Изключете мелницата от електрическата мрежа. Поставете „рогата“ на специалния ключ в отворите на горната контргайка и натиснете бутона за заключване.
Завъртете ключа обратно на часовниковата стрелка. Когато гайката се издърпа от мястото си (поради първоначалната сила), тя може да се развие на ръка. Всяка ъглошлайф е оборудвана с конектор за дръжка. Не работете със свалена дръжка.


Избор на режещи дискове
 Най -често срещаните режещи колела за метал са инструменти с отвор 22,0 и 22,23 мм. Това означава, че е подходящ за шлифовъчни машини с 22 мм вал. Вторият стандартен размер за кацане е 32 мм, но външният размер на кръга ще бъде от 300 мм и подобен инструмент се използва на машини. Има и дискове с отвор 10, 13, 16 мм, но външният им диаметър е 50-100 мм и приложението им е ограничено.
Най -често срещаните режещи колела за метал са инструменти с отвор 22,0 и 22,23 мм. Това означава, че е подходящ за шлифовъчни машини с 22 мм вал. Вторият стандартен размер за кацане е 32 мм, но външният размер на кръга ще бъде от 300 мм и подобен инструмент се използва на машини. Има и дискове с отвор 10, 13, 16 мм, но външният им диаметър е 50-100 мм и приложението им е ограничено.
Колела с диаметър 115 се използват на ъглошлайфи с ниска мощност. Режещ диск за метал за шлифовъчни машини с диаметър 125 и 150 мм се използва за ъглошлайфи със средна мощност. На професионални инструменти обикновено се използват отрязани колела с диаметър 180 и 230 мм.
При избора на дебелина те се ръководят от следното правило: колкото по -тънък е кръгът, толкова по -малко усилия се прилагат за рязане и се отделя по -малко време и обратно, колкото по -дебел е дискът, толкова повече време и усилия ще отнеме. Съотношението на рязане на тънък диск е не по -малко, но е по -безопасно да работите с него. Това се дължи на факта, че тънките продукти имат по -голяма еластичност и способност да се огъват, отколкото дебелите кръгове.
Съвпадение на дебелината на кръговете с най -често срещаните диаметри.
- За външен диаметър 115 mm стандартната дебелина е 1,0; 1,6; 2,0; 2,5; 3,0; 3,2 мм с отвор 22,23 мм;
- За D = 125 мм е предвидена дебелина 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 мм и годни 13, 20, 22, 32 мм;
- D = 150 mm съответстват на дебелина 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 мм и подходящи 13, 20, 22,23 и 32 мм;
- При D = 180 мм, прилягането е само 22,23 и 32 мм, дебелината е 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 мм;
- Същият размер на отвора е предвиден за външен диаметър 230 мм, с дебелина 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 мм.
При избора на твърдост важи принципът - колкото по -твърд е материалът за обработка, толкова по -ниска трябва да бъде твърдостта на абразивния инструмент. За режещи дискове обикновено се използва твърдост CT1, CT2, CT3 - средно твърда (O, P, Q) или T1, T2 - твърда (T, S). Този на пръв поглед нелогичен избор възниква, защото твърдостта на колелото означава способността на връзката да предпазва абразивните зърна от напукване под въздействието на обработения материал. Ако изберете твърде твърд кръг, зърната ще се „омазнят“ и ефективността на рязане ще намалее значително.
Бакелит или вулканит?
 Основната разлика между режещите колела върху вулканитна връзка от бакелитовите аналози е, че поради по -голямата еластичност на вулканита, продуктите могат да имат по -малка дебелина и по -голяма производителност. Те се използват за тънко рязане на метали без рязане. Колелата на вулканитна връзка също могат да работят в присъствието на емулсии, но керосинът ги разрушава. Основният недостатък на вулканита е неговата ниска топлоустойчивост, само 160-200 градуса. Следователно, с увеличаване на натоварването и температурата, дискът започва да работи по -лошо.
Основната разлика между режещите колела върху вулканитна връзка от бакелитовите аналози е, че поради по -голямата еластичност на вулканита, продуктите могат да имат по -малка дебелина и по -голяма производителност. Те се използват за тънко рязане на метали без рязане. Колелата на вулканитна връзка също могат да работят в присъствието на емулсии, но керосинът ги разрушава. Основният недостатък на вулканита е неговата ниска топлоустойчивост, само 160-200 градуса. Следователно, с увеличаване на натоварването и температурата, дискът започва да работи по -лошо.
Отрязаните колела на бакелитова връзка са по-устойчиви на топлина, но при продължителна работа и загряване до 250-300 градуса те стават крехки и искрят. Между другото, правилно е да инсталирате диска на инструмента по такъв начин, че искрите да летят към вас по време на работа. След това, ако дискът бъде унищожен, фрагментите ще отлетят в обратната от вас посока.
Сравнение по производители и цени
В резултат на изпитването на режещи колела на най -често срещаните марки беше определен коефициентът на ефективност на дисковете. Износването на инструмента беше измерено след поредица от разфасовки и също така беше проверена якостта на опън, за което колелата бяха ускорени до скорост, която беше почти два пъти по -голяма от декларираната.
Искам да добавя, че пазарът предлага продукти от много компании, които не са били включени в това тестване. Традиционно висококачествени и евтини джанти се произвеждат от завода за абразиви в Косулински, от завода за абразиви в Красногорск и от Ивановската ISMA АД. Дисковете с марка NORTON имат добри отзиви и средна ценова категория. Изборът винаги остава за потребителя, а промоцията и високата цена изобщо не са показатели за качество.
Сортове и техните размери
Режещите колела имат по -малка профилна секция - дебелина от шлифовъчните. Творбата използва тяхната крайна част, която в контакт с метала буквално го разтрива. Този тип диск има две конфигурации, които се различават по дебелина: 1,5 и 2 мм. Централният монтажен отвор е еднакъв при всички видове дискове: той съответства на диаметъра на монтажния вал на мелницата. Съществува единен стандарт за тази стойност на евразийския континент. Всички ъглошлайфи с общо предназначение имат същия диаметър на монтажния вал, на който е монтирано заместващото колело.
Единните стандартни диаметри са изброени по -долу:
- 115 мм;
- 125 мм;
- 150 мм;
- 230 мм.
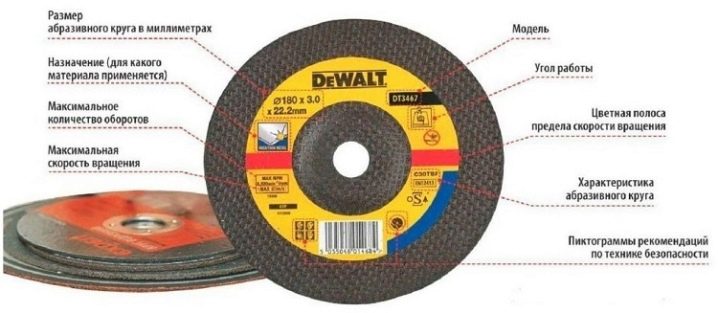
Има специализирани кръгове, предназначени за рязане на продукти от "проблемни" метали: меки, вискозни, високо въглеродни. За да ги разграничат сред другите сортове, производителите използват кодове за маркиране. С помощта на такава нотация можете да определите кой кръг е по -добре да използвате:
- за работа със стомана - стомана;
- за рязане на неръждаема стомана - инокс;
- рязане на чугунени изделия - castiron;
- рязане на меки метали - алуминий.

Какво е?
Режещи дискове за "шлифовъчна машина" - твърди кръгове от тъмно сив цвят, грапави на допир, с монтажен отвор в центъра, рамкиран от пръстен от поцинкована стомана. Те се различават по материал за производство, размер, конфигурация и други характеристики, определени от вида работа, която трябва да се извърши с помощта на ъглошлайфи. В строителната практика кръговете за метал са широко използвани.
Режещият ефект се създава от високоякостни изкуствени материали, натрошени на малки стружки. Използва се електрокорунд - свръхтвърди, огнеупорни, химически устойчиви съединения на базата на алуминиев оксид.
В съответствие с предвидената цел на кръга, електрокорундът може да се използва на следните основи:
- магнезий-силиций;
- куц титан;
- монокорунд;
- цирконий;
- титаничен;
- хром.
Режещи дискове ъглошлайф за метал - консуматив, който не се доставя от производителя заедно с "мелницата". Производителят на инструмента не носи отговорност за качеството и издръжливостта на консумативите.


Напредък
В момента на включване на "мелницата" тя трябва да се държи със сила, достатъчна за преодоляване на началния въртящ момент. Ъглошлайфът, освободен от ръцете в момента на стартиране, може да навреди на здравето на оператора и да повреди готовите повърхности. Дръжте работещата "мелница" изправена, като избягвате рязкото завъртане на тялото й. Бавно приближете въртящия се диск до металния елемент. Потопете без усилия, позволявайки на собственото тегло на устройството да създаде необходимия коефициент на триене.
Когато отрязаното колело е потопено в материала с 10–20%, трябва да обърнете внимание на гладкостта на рязането.Ако ъглошлайфът се потрепва и се опитва да се издърпа напред, може би си струва да промените ъгъла на наклона на тялото му или да намалите натиска на диска върху метала
Ако металната заготовка има вътрешно напрежение, отрежете 90% и завършете процеса на ръка. В противен случай освобождаването на метално напрежение по време на рязане може да доведе до рязко изземване на острието и неговото унищожаване.

В следващия видеоклип ще намерите тестове на режещи дискове за мелница и сравнение на популярни марки.
Мерки за сигурност
Преди да започнете работа, трябва да помислите как ще се извърши рязането (позицията на "мелницата" в пространството спрямо мястото на рязане), да определите вектора на посоката на потока от искри, който ще съпътства потапянето на диска в метала. Отстранете всички запалими предмети и вещества от искропровода. Ако е необходимо, покрийте готовите повърхности, изложени на искри, със защитни средства.
Проверете самия електроинструмент за вода, мръсотия, пясък и проверете целостта на захранващия кабел. Извършете пробен ход, за да проверите дали уредът работи безпроблемно и дали режещият диск може да се върти свободно. Оценете обекта на рязане: той трябва да бъде здраво фиксиран, да няма деформиращо напрежение и да е далеч от електрически проводници.

Очите трябва да бъдат защитени със специални очила, които дават широк и ясен поглед. Не се препоръчват очила с тонирани лещи. Най -сигурната защита за лице е прозрачна маска от плексиглас. Ако дискът се счупи по време на рязане, фрагментите му се разпръскват по посока на първоначалната центробежна сила при висока скорост. Тази маска ще предпази предната част на главата от навлизане в нея. Слуховите органи също се нуждаят от защита. За това се използват строителни слушалки или силиконови тапи за уши.
Оборудването на LBM оператора трябва да отговаря на следните мерки за безопасност:
- халати, изработени от устойчив и естествен материал;
- Умерено свободни, но прекалено дълги ръкави са неприемливи;
- ръкавици, които плътно прилепват към ръцете, изработени от здрав материал, който може да задържи основния разрез;
- затворени обувки с композитни вложки за пръсти.
