Определяне на необходимостта от заточване
Актуалността на този въпрос засяга преди всичко дърводелски инструменти, тъй като работата с дърво не толерира неточности. Ако нещо е отрязано твърде много или изрязването е наклонено и не съответства на посочените параметри, тогава цялата работа ще трябва да бъде преработена.
Следователно характеристики като експлоатация и качество са основни и изискват своевременно определяне. Това важи и за всички видове рендета, или по -скоро техните ножове, които винаги трябва да бъдат заточени и готови за употреба.
За да идентифицирате необходимостта от заточване, трябва да обърнете внимание на следните тънкости:
- Острието на ножа е в постоянен контакт с различни материали, което води до постепенното им притъпяване. Трябва да се помни, че той е разположен под определен ъгъл и неговата острота осигурява точността и правилността на рязането.
- В електрическото ренде ножовете са разположени директно върху въртящия се барабан и имат два режещи ръба. Когато поне един от тях стане скучен, ножът започва да се обръща. Независимо от факта, че такива ножове са изработени от високоякостна стомана (волфрамов карбид), те също с времето успешно стават скучни.
Известно е, че различна форма е индикатор, присъщ на всички видове самолетни модели. Те могат да бъдат прави, заоблени и вълнообразни. Някои любители смятат, че правите ножове са тъпи най -вече, но това не е вярно, този процес може да докосне всяка структура, така че е необходимо да се следи състоянието.
Хората, които поради професионалните си задължения работят почти постоянно с дървообработването, са по -често срещани с това явление. Обикновено промените се отразяват в качеството и скоростта на извършената работа и са придружени от следните признаци:
- затруднено движение;
- повърхностите, с които се работи дълго време, не променят формата си;
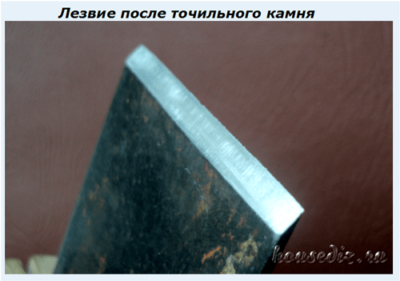
- появата на лъскава лента, подобна на нишка, върху фаската (режещ ръб).
Заточване на ножове за ренде на машината и тяхното регулиране
Ножовете за електрически ренде са консуматив.
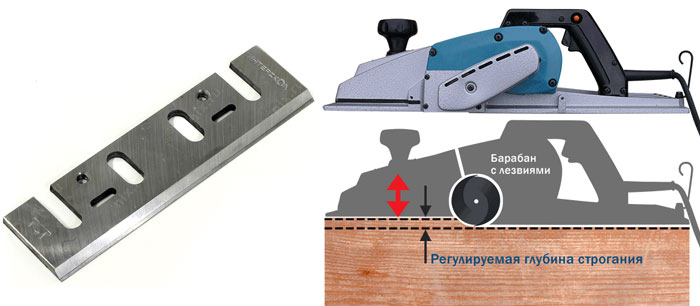
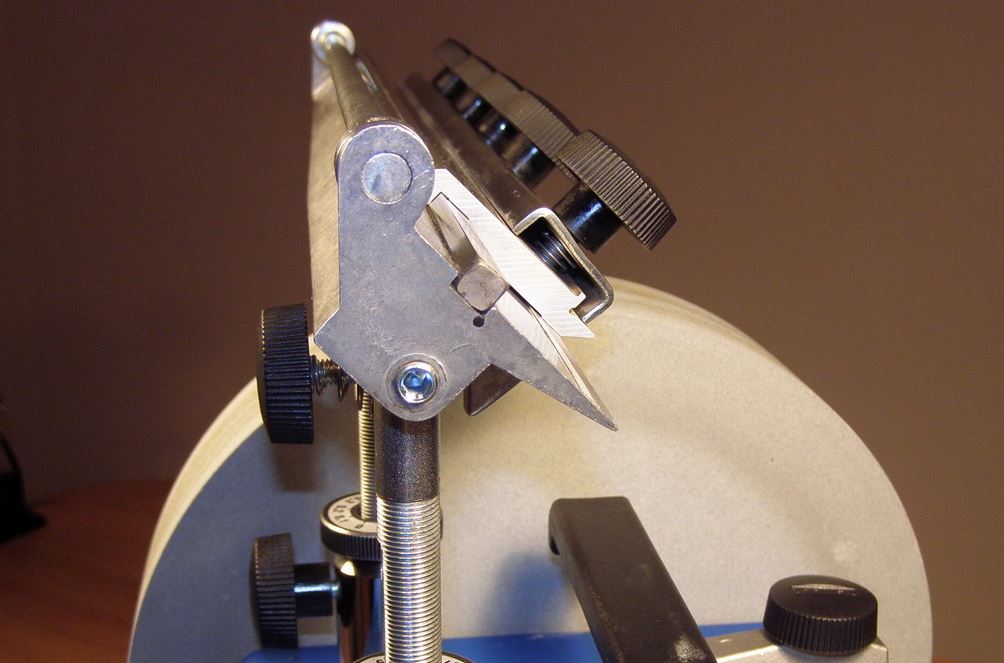
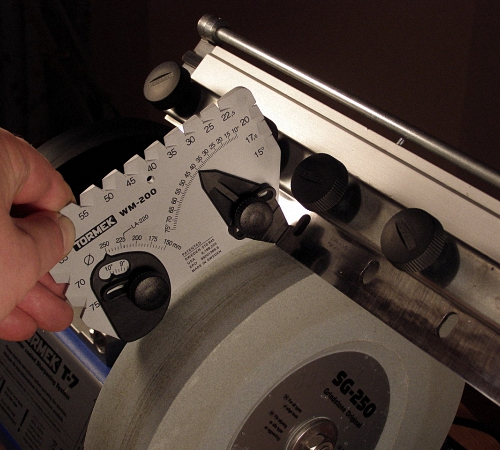
В повечето случаи при заточване на ренде се използва специална машина. Много е лесно да се научите как правилно да заточвате инструмент върху него - просто трябва да прочетете инструкциите. Това оборудване включва машината Tormek (изображение 4). Той е оборудван с мощен двигател, има ниска скорост и може да изостря инструмента за доста дълъг период от време. Високата чистота и прецизното заточване осигуряват водно охлаждане на ръба на ножа.
Заточените ножове се захващат от държачи, които са прикрепени към опората. По време на работа на машината е възможно да се регулира налягането, ширината на фаската, скоростта на въртене на колелото. Машината може да изостря инструменти от всякакъв метал. Самият процес на работа с машината е много прост, просто трябва да следвате някои правила за безопасност.
Често срещан тип ръчно ренде е неговата електрическа версия. Ножовете му са консумативи. Обикновено има 2 от тях. Те са монтирани на специален барабан и премахват горния слой дърво от детайла. Тези продукти са изработени от специален клас инструментална стомана. Те се поддават добре на заточване. За някои модели те са изработени от волфрамов карбид, който е особено издръжлив.
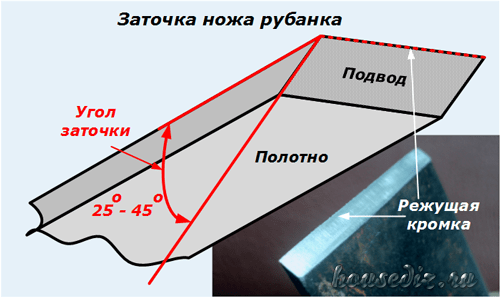
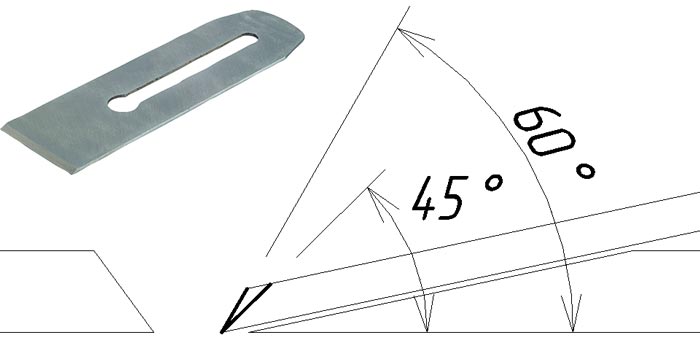
Ъгълът на рендето трябва да се заточи под ъгъл от 45 до 60 градуса.
Ножовете също се различават по своята форма. Те са:
- прав;
- заоблени;
- къдрава.
Правите остриета се използват за тесни детайли и четвъртиране. Заоблените остриета се използват за рязане на широки повърхности. Извивките в краищата правят преходите между линиите на рендето чисти. Вълнообразни къдрави остриета се използват за симулиране на различни остарели повърхности. Преди да започнете работа със самолета, е необходимо да проверите правилната инсталация на ножовете. За да направите това, обърнете рендето с главата надолу и погледнете острието: режещият му ръб трябва да стърчи 0,3-0,5 мм над подметката.
Рендерите Интерскол и Байкал са с много добро качество спрямо другите производители.
Регулирайте ножовете, ако е необходимо. За регулиране винтовете за закрепване се разхлабват, след това регулиращите винтове се завъртат в различни посоки, докато ножовете заемат мястото си. След това остава да ги поправите. Новите електрически рендета обикновено идват предварително настроени от фабриката. Те могат да се използват веднага. Но настройките трябва да се проверяват периодично, защото те могат да се променят в момента, в който острието срещне възел или пирон. След регулиране равнината се проверява на ненужна лента или дъска.
Самолетите Байкал и Интерскол имат много надеждни и издръжливи остриета. Те са малко по -широки от останалите модели, дебелината им също е малко по -голяма. Те се заточват по обичайния начин. Ъгълът на заточване е приблизително 30 градуса. За да бъде качеството на рендосване високо, режещият ръб трябва да е свободен от всякакви зарождения. За да направите това, заточените ножове трябва да бъдат подрязани с помощта на шлифовъчен диск. Парчето желязо е инсталирано в устройството и се премества от едната страна на другата. Налягането върху колелото или точилото трябва да бъде минимално, за да не прегрее детайла. Благодарение на тази манипулация ножът ще получи специална острота.





При фина настройка с използване на различни видове бруски, вода, масло, керосин се използват като охлаждаща течност. Ако брукът има различна структура от всяка страна, тогава първо използвайте грубозърнестата страна, след това финозърнестата. Пробният камък трябва периодично да се изплаква, за да не стане мазен.
Как да заточите рендето
И така, двете страни на ножа са развили ресурса си на острота, пристъпваме към заточване. Като общо правило, от първото движение до завършването на превръзката, ъгълът на контакт между ножа и инструмента за заточване трябва да остане непроменен. Движението на шкурка трябва да бъде през повърхността на рязане.
Има няколко начина:
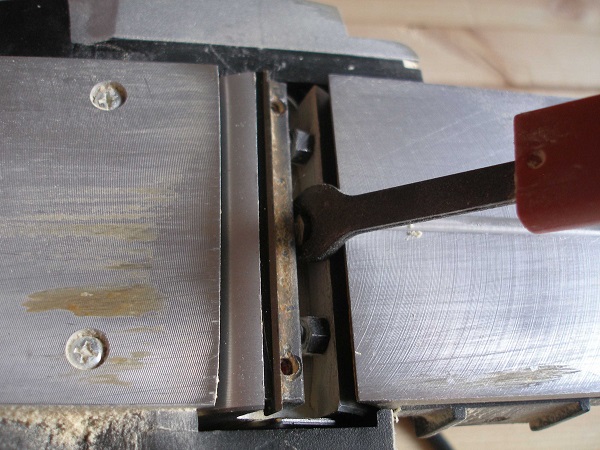
Ръчно заточване с нерегулируема брава
Използва се специално устройство за заточване - държач за нож (джиг). С еднаква сила правим кръгови движения по камъка на бруса или камъка, като внимаваме да обработим целия режещ ръб.

Можете да използвате шкурка, разстелена върху равна повърхност. Тази опция е подходяща само за къси ножове.
Такива държачи често идват с електрически самолет. Съществен недостатък е невъзможността за регулиране на ъгъла на заточване. Ножовете от твърд метал не могат да бъдат заточени по този начин.
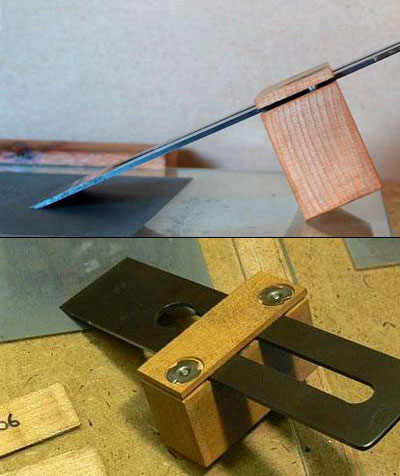
Ръчно заточване с регулируема брава
Този метод е полупрофесионален. Качеството на обработка е на най -високо ниво, но не се използва малка механизация. Стоп с регулируема височина действа като устройство, което фиксира ъгъла. За удобство може да бъде оборудван с ролка.

- Чрез преместване на ножа надлъжно над абразивната повърхност можете да постигнете висококачествена обработка.
- Налягането се регулира от усилието на ръката.
- Такова устройство ви позволява да заточвате ножове с всякаква ширина у дома, всичко зависи от площта на шкурка.
Основното условие е идеално равна повърхност. Удобно е да използвате дебело стъкло като субстрат.Върху нея е фиксирана водоустойчива шкурка, навлажнена с вода. Процесът започва с груба фракция, постепенно преминавайки към "нула". Ъгълът на заточване трябва да бъде около 25-30 градуса, лесно е да се контролира височината на ограничителя.
Недостатъкът на този метод е, че отнема много време. Това се компенсира повече от високото качество на работата. Заточването на карбидни ножове с този метод е почти невъзможно.
Ръчно заточване с шкурка
В този случай ножът е здраво фиксиран, а шмиргелът има способността да се движи по третираната повърхност под постоянен ъгъл.
Ако се уверите, че посоката на движение на шкурка е перпендикулярна на повърхността, която трябва да се заточи, резултатът ще бъде с високо качество. Един от вариантите е показан на диаграмата.

Процесът е трудоемък, но производството на устройството всъщност не изисква финансови разходи. Трябва да се отбележи, че тази опция не е подходяща за обработка на твърди сплави.
Механизирани методи на заточване
Използват се малки шлифовъчни машини с регулируем джиг. Те могат да бъдат закупени в магазина, но цената на такива артикули е висока. Ето защо повечето домашни занаятчии предпочитат да правят такива машини сами.

С помощта на водач, разположен по оста на въртене, ножът се движи през шкурка, без да променя "ъгъла на атака". Заточването се получава с високо качество, разходите за време са минимални. Сменяйки кръговете, можете както да заточвате, така и да редактирате ножове.

Необходимо е да се изострят до появата на едва забележими заусеници, подобни на фолио. Те се отстраняват с пробен камък, който трябва да се носи по обратната страна на ряза успоредно на ножа.






Недостатъкът на този метод е сложността на дизайна и относително високата цена на компонентите. В същото време няма ограничения както по размер, така и по твърдост на фрезите, които се обработват.
Последният етап е изправянето на ножа.
В този случай повърхността се довежда почти до огледално покритие. Остротата на ръба се проверява с хартия. Тя трябва да се реже като бръснач. Редактирането се извършва по същия начин като заточване.
Можете ръчно да коригирате ръба на електрическия самолет, вижте как да направите това в този видеоклип.
Само размерът на зърната на абразива трябва да бъде практически нула. Идеалният вариант е да използвате японска водоустойчива шкурка на последния етап, със зърно от 2000-3000.
Можете да донесете повърхността до огледален блясък с помощта на полираща паста и колело от филц. Но не се увличайте по външния вид, за да не притъпите ръба.
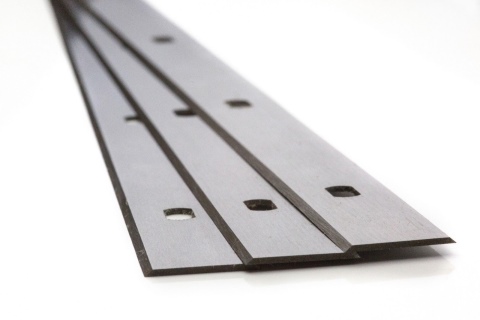
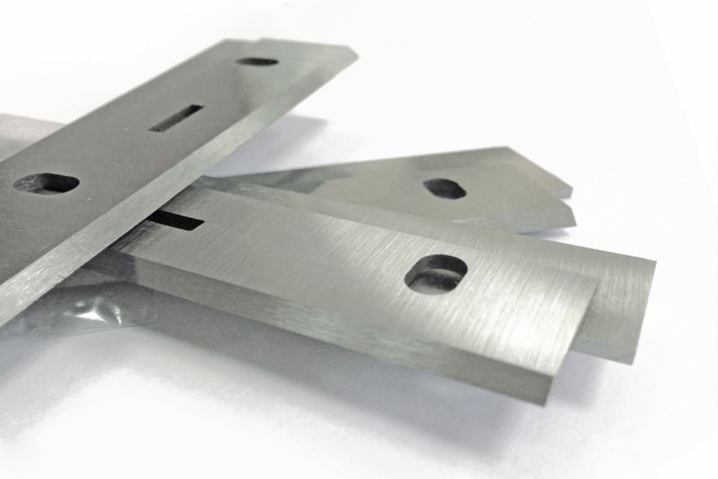
Заточване на ножове за електрически ренде
Основните характеристики на ножовете за рендета от тип задвижване са тяхната двустранност, както и работа изключително по дължината на дървесината. Ако ножовете са изработени от инструментална стомана, те могат да бъдат заточени, докато карбидните ножове ще трябва да бъдат сменени. Когато една част от ножа е затъпена, той се обръща на противоположната страна и продължава да се използва.
Има следните версии на електрически ножове за ренде:
- Прави - те се използват за работа с тесни канали на продукти;
- Заоблени - подходящи за рендосване на по -широки повърхности;
- Къдрави или вълнообразни, които се използват за оформяне на текстурирани повърхности върху продукта.
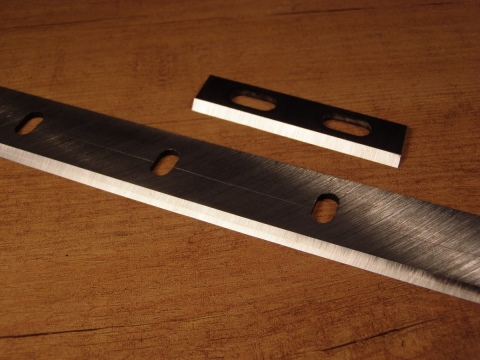
Ножовете също се различават по своя размер, по -специално по дължина. За вносни инструменти стандартният размер е 82 мм, на практика такива ножове се наричат "чинии". Някои местни производители обаче правят ножовете съвместими с инструменти от чуждестранно производство. Електрическите рендета с повишена мощност (предназначени за работа с по -трайна дървесина) са оборудвани с по -дебели ножове с ширина 110 мм. Особеността на такива ножове е наличието на монтажни отвори.
Колкото по -дълъг е ножът, толкова по -лесно се заточва.
Както и в предишния случай, важно е да знаете материала, от който е направен ножът.Процесът на заточване на ножове за електрически рендета е както следва
Първо се определя текущото състояние на режещия ръб. Ако лъскава лента е ясно видима върху скосяването на ножа, тогава такъв инструмент трябва да се заточи. Извършва се под ъгъл на заточване 30 °, като се използва шлифовъчен диск с направляваща джига, предварително навлажнена с вода. Смилането може да се извърши както с бутални, така и с кръгови движения на ножа. В първия вариант движенията трябва да се извършват по работната повърхност на острието. Охлаждането е от съществено значение по време на процеса на смилане: остриетата на електрическите рендета работят с много по -високи скорости и поради това са изключително чувствителни към намаляване на твърдостта. Точно това се случва, ако смилането се извършва в нормален въздух: стоманата се освобождава и твърдостта й пада.

Трябва да се отбележи, че всички модели електрически рендета са оборудвани със специални държачи. След като закрепите нож в такъв държач, е относително удобно да го заточите на обикновен шлифовъчен прът. В процеса на заточване визуално се следи състоянието на повърхността на острието: работният ръб трябва да има огледална повърхност.
След приключване на работата повърхността на шлифовъчния диск или камъка трябва да се почисти старателно от мазнина.
Как да заточите самолет
Първият опит за изправяне на режещия ръб показа добра производителност на създаденото устройство за заточване на дърводелски инструменти, но веднага посочи неговите недостатъци, които бяха признати набързо.
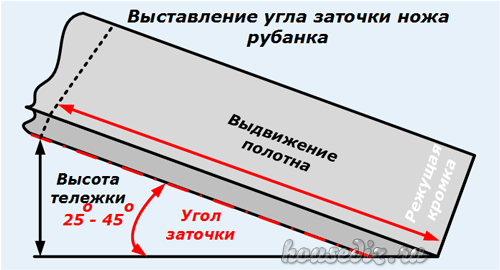
Което усложнява работата на заточващата количка
Относно височината на тялото
За да създадете висококачествен режещ ръб, трябва да зададете правилно ъгъла на заточване. Той се формира чрез удължаване на плосък нож, използван като хипотенуза на правоъгълен триъгълник.

Този фактор трябва да се вземе предвид при създаване на височината на количката. За да оформя най -острите ъгли, трябваше да изтласкам ножа колкото е възможно повече от острилката, а това не е много удобно.










Ето защо при настройката намалих височината на устройството до минимум, отрязвайки част от тялото. Това отне само няколко минути и възможностите и използваемостта на инструмента се разшириха.
Относно ширината на разстоянието между колелата
И тук е допусната грешка. Широка количка изисква голям шлифовъчен камък или шкурка с голяма площ. Не е икономично.
Намалих максимално разстоянието между сачмените лагери и те започнаха да се побират върху домашно изработен шлифовъчен камък, който направих от керамични плочки. С негова помощ е удобно да се извърши довършването на режещия ръб, след като той е изправен върху едрозърнеста кожа.
Други препоръки
По -удобно е да се направи тяло от бар, направен от мен от три съставни части:
- долната, която служи като оста за закрепване на колелата и е прикрепена към горния адаптер;
- среден правоъгълен;
- горната част на фиксираната монтажна плоча.
Долната заготовка с лагери може да бъде направена по -тясна от ширината на режещото острие и да се закрепи с отделни винтове към средната, а шиповете могат да се поставят в средната и горната част. Това ще направи режещия инструмент по -удобен.
Технология на заточване
В това няма нищо трудно, ако рендето е правилно поставено. Нейната равнина на захранванията трябва точно да лежи върху повърхността на точилния камък в момента, в който количката е в работно положение
Трябва да обърнете внимание на:
- плътност и равномерност на повърхностите;
- строго перпендикулярно положение на режещия ръб спрямо посоката на движение на заточващата количка;
- няма пречки по пътя на колелата.
Самото заточване е бързо. Моят асистент, ученик в началното училище, свърши тази проста работа с голям интерес, като разточи подготвеното устройство върху равномерно разстелена лента шкурка.

Той получи сравнително задоволителен резултат: напълно нормален, дори режещ ръб, но не напълно оформена скосена равнина в долната част.

Остава ми още малко работа за отстраняване на посочения дефект. След това той приведе режещата повърхност в добро състояние върху домашен шлифовъчен камък с фино зърно.

Качеството на повърхността се подобри. След това трябва да редактирате върху кожа или гума с GOI паста.
Но дори и в това състояние самолетът започна добре да планира дървесина, създавайки тънки и еднакви стружки.
Завършвайки представянето на материала, искам да насоча вниманието ви към факта, че устройствата за заточване на ножове за ренде, длета и други дърводелски инструменти имат различен дизайн. Най -простите са създадени от обикновен дървен блок, в който се прави ъглов разрез за закрепване на режещото острие.
Този блок се води над точило. Заточването е напълно задоволително, но има допълнително триене на дървесината, която освен това постепенно се смила. И в описания дизайн, търкалящите лагери облекчават това натоварване.







Дизайнът, който препоръчвам, е предназначен за начинаещи без практически опит. Професионалните дърводелци използват скъпи и високо прецизни инструменти.
Андрей Ярмолкевич разказва подробно за тях във видеоклипа си „Заточване на ръчния самолет“.
Полезни стоки
- Остриета за дърворезба
- Инструмент за отваряне на таблет
- Лазерно ниво за 3 режима на работа
Как да направите устройство за заточване и заточване на плосък нож или длето със собствените си ръце
Ако единият ъгъл на уплътнението изпъкне, той се коригира с лек удар с чук по жлезата отстрани на стърчащия ъгъл (фиг. 4в).
След правилното монтиране на парчето желязо, накрая се фиксира с клин. Клинът не трябва да се забива твърде силно, за да се избегне разцепването на раменете.
Ориз. 4 Настройка на рендето: а - правилен захват; б - приемане на избиване на нож (парче желязо); d - корекция на изкривяването на жлезата (изглед отпред)
Регулирането на металните плугове се извършва с помощта на затягащ винт. След настройката инструментът трябва да бъде тестван на дъска. Добре настроен самолет лесно премахва чипове, самолети плавно, без отбелязване или драскотини.
Дърводелство. Уроци на майсторство. Съдържание
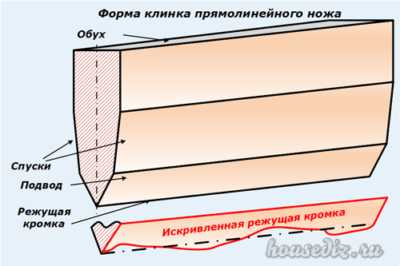
Дизайн на нож
Ръчният нож се състои от работна и поддържаща част. В конфигурацията на работната част на ножа има:
- Фаска, която се образува на гърба на острието. Той осигурява намаляване на силата на рязане на ножа в дървото поради елиминирането на триенето на задната част към материала на детайла.
- Ъгъл на гребло, който в повечето случаи съвпада с приетия наклон на ножа в тялото на рендето.
- Задният ъгъл на самата фаска.
- Работен ъгъл на заточване, който е равен на разликата между стойностите на ъгъла на фаската и ъгъла на наклон на ножа в равнината.
За издръжливостта на разглеждания инструмент ъгълът на греблото е от най -голямо значение: той определя гладкостта на рендосаната повърхност, условията за отстраняване на стружки от зоната на обработка и натоварването върху острието.

При избора на оптималната стойност за даден ъгъл се вземат предвид следните фактори:
- Физико -механични свойства на обработения материал. По -специално, с увеличаване на твърдостта, ъгълът трябва да се увеличи. За обработка на мека дървесина (липа, трепетлика, бор, лиственица) се препоръчва ножът да се постави под ъгъл 45 ± 5 °, за работа върху по -твърда дървесина (габър, дъб, круша) - 60 ± 5 °, а когато обработка на още по -твърди материали - дори до 80 °. Такива препоръки са свързани с абразивното действие, което води до преминаване на стружки, когато те се издигат от зоната за рендосване;
- Тип рендосване. Почти всеки вид дърво изисква определен ъгъл на наклон на рендето спрямо равнината на обработвания детайл. Например, борът е най -добре рендосан, когато инструментът е наклонен до ъгъл на заточване на нож с ръчна равнина 40 ... 50 ° от оста на дъската. По -малко меки сортове се обработват под ъгъл на заточване 25 ... 30 °. Тази техника осигурява по -добро качество на рендосване, но в същото време ножът се загрява повече и следователно става по -тъп по -бързо;
- Материал и твърдост на ножа.За тези цели са най-подходящи високоскоростни стомани P12 или дори P18 (поради тази причина някои домашни занаятчии използват части от триещи се триони за изработване на ножове за ренде, които работят при подобни условия). Строгащите ножове от обикновена инструментална стомана U7 или U8 ще бъдат по -малко издръжливи.
Проверка на подравняването на острието
След заточване ножът не трябва да се пуска веднага. Необходимо е да се провери и регулира положението на острието в рендето. Когато остриетата са обработени и монтирани, е необходимо внимателно да се изследва равнината и да се прецени разстоянието, на което ножът се измества от позицията си. Оптималните параметри са както следва.
- Изпъкналостта на острието не трябва да надвишава 0,5 мм. Ако е необходим груб разрез, тогава режещият елемент може да бъде удължен с 1 мм.
- Голяма пропаст води до големи чипове. За да подобрите качеството на работа, трябва да намалите пролуката между повърхността на дървото и острието. Тогава чиповете ще бъдат минимални и това ще намали износването на метали.
Освен това трябва да се има предвид, че когато сравнявате рендето с други инструменти, то ще се различава от тях по възможността да го използвате за фина обработка. Това може да се постигне само чрез правилно регулиране на местоположението на ножовете в дизайна на инструмента и чрез избор на подходящ ъгъл. Когато всички процедури за заточване и регулиране на ножовете приключат, е необходимо да се оцени работата на рендето. За да направите това, струва си да опитате да обработите повърхността на дървото. Ако по време на обработката стане гладко, това означава, че заточването е направено правилно.
Нюансите на заточване на нож за ръчно ренде във видеото по -долу.
Характеристики на работата
Строгащите ножове се заточват под най -подходящия ъгъл при фабричните условия, но когато се наложи да се заточи инструмент, който е загубил своята острота, е необходимо да се запазят съществуващите характеристики на заточване
Ако работата се извършва без използване на подходящи устройства, тогава трябва да се обърне специално внимание на правилното положение на заточената повърхност, когато е изложена на абразив. Но ако има нужда от промяна на ъгъла на заточване, тук трябва да се използват специални устройства.
Описанието им ще бъде представено по -долу и неслучайно те са предназначени за ръчно заточване, тъй като острилките, задвижвани от електричество, не позволяват постигането на високи резултати. Високите обороти на абразивната повърхност причиняват обработеното острие след следващото заточване да стане меко и скучно за по -кратко време. Редица специалисти отдавна не са използвали електрическа мелница при заточване на инструмент със собствените си ръце.








Преглед на видовете
В зависимост от качеството на ножовете за ренде се определя скоростта на инструмента, както и крайният резултат.
Също така, типът на острието влияе върху начина на обработка на повърхността и формата, която може да се получи в края на работата. Производителите на металорежещи машини произвеждат няколко вида рендета, всеки от които се различава главно по вида на острието, предвидено в дизайна.
Ако класифицираме рендетата според метода на повърхностна обработка, тогава се разграничават следните видове ножове.
Директен
С тяхна помощ е възможно да се обработват детайли с малък размер. Ако желаете, можете да изберете една четвърт, за да извършите необходимата работа. Остриетата са класически прави и под ъгъл, за да създадат желания резултат.

Закръглено
Те са търсени за обработка на повърхности с голяма ширина. Такива остриета се използват, когато е необходимо да се организира чист и плавен преход между равнините за рендосване.

Къдрава
Тази категория включва рендета, ножовете от които ви позволяват да постигнете сложни геометрични форми при обработка на дървена повърхност. Структурно ножовете наподобяват ножовете на класическите рендета, но имат редица характеристики.С помощта на къдрави ножове се създава вълнообразна повърхност, извършва се имитация на "състарено" дърво. За да определят подходящ нож, производителите използват специални маркировки, които могат да бъдат намерени на повърхността. По този начин, когато купувате острие, ще можете бързо да изберете подходящата опция.

Спирала
Осигурете най -точното изрязване. Инсталират се главно в леки модели рендета, които са лесни за работа. Предимството е възможността за регулиране на дълбочината на рендосване. Ножовете, вградени в структурата на дървообработващото оборудване, се различават не само по формата на заточване на повърхността, но и по редица други параметри.
