Принципът на работа на лентови триони
Основният принцип на лентовите триони е да се режат детайлите с помощта на непрекъснато движещ се затворен стоманен трион.
Благодарение на този принцип лентовите триони имат редица предимства:
- Разфасовките се извършват бързо, точно и чисто.
- В работата се вземат материали с различна твърдост, включително особено здрави метали.
- Устройствата се справят добре с детайли с повишена дебелина.
- Оборудването ви позволява да извършвате редица доста сложни видове рязане, включително извити.
- Движението на острието в машините се извършва по посока на работната маса, поради което отблъскването и изхвърлянето на детайла към оператора е изключено.
- Разрезът е направен много тесен, така че тук има малко дървени стърготини, като по този начин се запазва оригиналният материал.
- Много лентови триони са по -евтини от циркулярите, които имат сходни характеристики.
- Устройствата са доста компактни, те се нуждаят от малка площ за работа. Има и опции за работния плот.
- При извършване на операции машините излъчват малко шум, което им позволява да се използват в работилници, разположени например в близост до жилищни сгради.
Предимства и недостатъци на използването на лентов трион при ремонт
Причините за широкото използване на лентови триони в малкия бизнес и частната практика са:
- Ниски разходи за инсталиране на устройството: инструментът е компактен и не изисква специална основа; не е необходимо специално обучение за сглобяване на машината;
- възможност за рязане на части с голям диаметър;
- лекота на използване;
- простота на дизайна;
- висока производителност, включително възможност за регулиране на разфасовките, равномерно изрязване на метала, минимални загуби на материал по време на рязане, прецизност на обработката;
- нисък топлопренос във въздуха (няма внезапен скок на температурата в помещението).
Недостатъците на използването на лентов трион по време на строителни и ремонтни работи са:
- Високо ниво на шум (не се препоръчва работа в близост до жилищни помещения);
- значителни вибрации при ръчни инсталации (машините с ЦПУ не са налични за лична употреба и са представени само в големи индустрии);
- големи размери на инструмента: трионът не може да се използва в малка стая, необходимо е допълнително място за съхранение на детайли.
Класификация на лентови триони
По конструктивни характеристики лентовите триони са:
- Конзолен (махален) лентов трион - при неговото производство се използва специален трион, който се издига и спуска поради ротационното действие на пантите. Този тип се използва за рязане на тръби от неръждаема стомана, предварително опаковани профили, валцувани продукти.
- Едноколонен - те се основават на хоризонтална трионна рамка, която се спуска по вертикална колона. По отношение на конструктивните параметри той е подобен на машина за радиално пробиване. Основното предимство на този тип е възможността за рязане на метални изделия под ъгъл.
- Двуполюсни - използвайте също хоризонтална трионна рамка, която се движи по 2 вертикални колони. Връзката с леглото се осъществява с помощта на твърд затворен контур. Предимството на двуколоновите триони се счита за високи нива на сериозност на конкуренцията; инструментът може да се използва за рязане на всеки метал.
- Портални машини - състоят се от фиксирана работна зона и подвижна портална порта за рязане, върху която е възможно да се обработват материали с големи размери (плочи, отливки).Предимството на инструмента е неговата компактност: тъй като порталът се движи по линейните водачи на работния плот, оборудването не изисква много свободно пространство.
- Вертикален лентов трион за метал - предназначен както за прави, така и за извити рязания по външните и външните контури. Принцип на работа: детайлът не се захваща в менгеме, а се държи ръчно в работната зона.
- Ротационен (ъглов) - позволява ви да режете метал под различни ъгли спрямо оста на детайла. Техният дизайн се основава на въртяща се рамка на триона, която се върти около вертикална ос. Това ви позволява да регулирате ъгъла на рязане с едно движение.
По степента на автоматизация
Ръчно (гравитация) - рамката на триона се задвижва от използването на физическата сила на работника, както и собственото му тегло.
| Предимства | недостатъци |
| 1. Съотношение цена-качество (ниска цена на оборудването с висока производителност на инструмента).
2. Възможност за регулиране на ъгъла на рязане (до 60o). |
1. Значителни вибрации по време на работа, което води до бързо износване на оборудването.
2. Липса на надеждни автоматични почистващи механизми. 3. Необходимостта от ръчен контрол на нивото на наклона на ролките. 4. Липса на автоматичен контрол на силата на натиск на оборудването върху детайла. |






- Полуавтоматични триони-всички операции (затягане-отваряне на менгемето, спускане-повдигане на лентата на триона) се извършват автоматично с помощта на хидравлично задвижване. Задачата на работника е само да контролира движението на метала. Обработката на продуктите е възможна под ъгъл от -60 ° до + 60 °. Подходящ за рязане на тежки метали, включително твърди заготовки от чугун, цветни сплави, неръждаема стомана.
- Автоматичен лентов трион за метал - използва се в голямо промишлено производство. Задачите на оператора са минимални: той трябва само да зададе параметрите на обработката на метал, когато поставя детайла в менгеме. По -нататъшният процес е автоматизиран, процесът на рязане се контролира от CNC. Оборудването се характеризира с най -висока производителност, както и с висока точност.
По функционални характеристики
- Класове I - триони се използват в мащабно промишлено производство за преработка на всички видове метал (металургични заводи, производствени цехове, тежко машиностроене и др.). Ширината на лентата е не по -малка от 27 мм. Режещите повърхности се характеризират с висока якост, която осигурява ниски нива на износване, ниска цена на рязане.
- Клас II е популярен тип лентови триони. Те се използват в холосто производство на машиностроителни предприятия за рязане на цветни метали, легирана стомана, топлоустойчиви сплави, титан. Ширината на лентата е от 20 мм.
- III клас - най -често представен с конзолни триони. Те се използват в малки индустрии, занимаващи се с производство на тръби, профилно валцовани продукти. Инструмент с ниска производителност и високо износване на зъбите. Ширина на мрежата - от 17 мм.
- IV клас - малки, леки устройства, използвани за рязане на части с диаметър не по -голям от 50 мм. Лентови триони от клас IV не се използват в промишленото производство. Те са търсени в сервизи и за лична употреба. Ширината на лентата не надвишава 13-15 мм.
Отличителни черти на машините за лентови триони:
- Диаметър на ролката. Колкото по -голям е той, толкова по -малък е радиусът на огъване на режещия инструмент, което води до по -малко напрежение в режещия диск и в крайна сметка по -дълъг експлоатационен живот на диска. Режещите ролки за машини от професионалната серия са: 400 мм, 500 мм, 600 мм и повече.
- Максимална височина и ширина на рязане. Тези параметри показват кой максимален детайл можете да обработвате. По правило професионалното оборудване има височина на рязане от 250 мм и повече, ширина от 390 мм и повече.
- Размер и оборудване на работния плот. Колкото по -голяма е работната маса, толкова по -удобно е да се работи с обемисти детайли, а доброто й оборудване значително разширява функционалността на машината. Работните маси са: 580x420 mm, 630x485mm, 700x600mm. Също така, на машини от професионалната серия, масата трябва задължително да се наклони в диапазона от 0-45 °, за да се извърши рязане под ъгъл. Оборудването може да бъде както следва: ограничителна линийка, ограничител за рязане на малки детайли, устройство за извършване на кръгови разфасовки, автоматично подаващо устройство, допълнителни маси, които увеличават работната площ на машината и много други.
Характеристики на оборудването
Когато избирате машини за лентови триони за обработка на дървени заготовки, трябва да обърнете внимание на масата, мощността, височината и ширината на рязане, размерите на работния плот, възможността за накланянето му. В WoodTec можете да закупите лентов трион за дърво с мощност 1,5 и 3 kW на най -добра цена.
Наличен LS 40NEW с височина на рязане 250 мм и ширина 390 мм, модел LS 50NEW с височина на рязане 300 мм и ширина 480 мм и LS 60NEW с височина на рязане 350 мм и ширина 580 мм
В WoodTec можете да закупите лентов трион за дърво с мощност 1,5 и 3 kW на най -добра цена. Моделът LS 40NEW се предлага с височина на рязане 250 мм и ширина 390 мм, моделът LS 50NEW с височина на рязане 300 мм и ширина 480 мм и LS 60NEW с височина на рязане 350 мм и ширина от 580 мм.
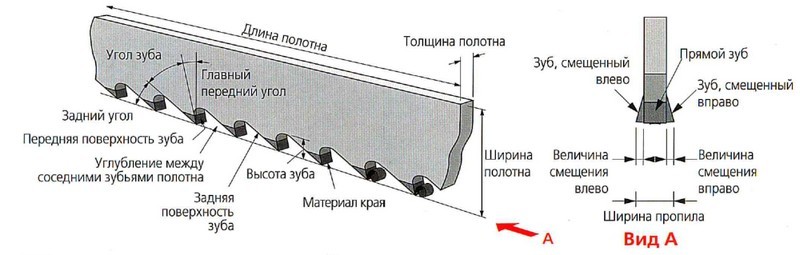
Основните причини за преждевременната повреда на острието на колана.
А)
- Счупване (избиване) на зъби
- Стъпка на триона е твърде плитка.
- Смолата на триона е твърде груба.
- Заготовките не са здраво фиксирани.
- Скоростта на триона е твърде ниска, което води до надрязване.
- Твърде голямо налягане на подаване, което води до рязко нарязване на триона в материала.
- Отпускането на триона ще доведе до неговото подхлъзване.
- Плъзгане (спиране) на триона при натоварване, което води до рязко нарязване на триона в материала.
- Трионът на триона липсва, неработещ или износен
Б)
- Пукнатини в каналите на зъбите.
- Затруднено движение на триона в водачите и ролките поради замърсени ролки или намален хлабина в направляващите.
- Разликата между водачите е твърде голяма.
- Водачите са твърде далеч от детайла.
- Страничните релси захващат триона в областта на зъбните канали.
- Слабо затегнатите странични релси причиняват накланяне на триона
- Неправилно напрежение на триона.
V)
- Пукнатини отстрани на задната част на триона.
- Износване на горния опорен лагер в водачите
- Високо подаващо налягане.
- Износени странични водачи.
- Острието е притиснато към рамото на ролката.
Ж)
- Пила (вибрация)
- Извита заварка.
- Видях терена твърде далеч.
- Липса на зъби (счупени).
- Захранващото налягане е твърде ниско или високо.
Д)
- Преждевременно тъпи зъби.
- Скоростта на рязане е твърде висока за материала.
- Смолата на триона е твърде фина или прекалено груба
- Режещият диск не е успореден на посоката на подаване.
- Дефекти по страничните релси.
- Разхлабени или износени водачи.
Д)
- Неперпендикулярно изрязване.
- Режещият диск не е успореден на посоката на подаване.
- Голяма празнина в водачите.
- Повърхността на масата не е перпендикулярна на триона.
- Щангата не е перпендикулярна на триона.
- Напрежението на триона е твърде хлабаво.
- Страничните водачи са разхлабени.
Е)
- Изгорени стружки.
- Голям фураж.
- Четката за почистване на триона не работи.
- Тупият трион.
- Без охлаждане.
Съвети за употреба
Важно е да се отбележи, че ще трябва да бъдете внимателни при работа с лентовия трион. Редовната поддръжка включва окабеляване и внимателно заточване. Тези манипулации са доста сложни и при липса на трудов опит е препоръчително да използвате помощта на сервизни центрове.
Можете да заточите триони с работна лента със специални колела. Изборът на устройства за заточване се извършва в съответствие със здравината на зъбите на инструмента
Тези манипулации са доста сложни и при липса на трудов опит е препоръчително да използвате помощта на сервизни центрове. Можете да заточите триони с работна лента със специални колела.Изборът на устройства за заточване се извършва в съответствие със здравината на зъбите на инструмента.









Но геометрията на заточващите части се определя и от технологичните параметри на триона. Преди заточване се уверете, че зъбите на инструмента могат да режат повърхности възможно най -равномерно. Поемайки такава работа, не можете да правите глупаци. Трябва да се провери достатъчното ниво на охлаждащата течност в смилащия механизъм. Точността на регулиране на зъбите зависи от това. Когато заточването приключи, трябва да инспектирате лентовия трион. Всички неравности, отломки и частици трябва да бъдат отстранени. Заточването на инструмента се изисква строго в очила, докато носите респиратор. Препоръчва се да се даде предпочитание на шлифовъчни машини от професионален клас.
Поставянето на зъбите е също толкова важно, колкото и заточването им. Задачата на такава манипулация е да се намали силата на триене. Сложните видове окабеляване се извършват само от обучени професионалисти. Също така е наложително да регулирате лентовия трион. Тази процедура е необходима за всяка новосглобена машина, а също и след смяна на острието. Почистването на ролките е задължително. Той е необходим дори при стабилна защита от прах. Настройката включва и необходимото напрежение на платна. Отслабва се, ако планират да не работят 2-3 дни.
За правилното заточване на лентови триони за дърво, вижте следващото видео.
Нека блокираме рекламите! (Защо?)
Скорост на трион.
Режимът на рязане се определя от няколко параметъра, на първо място, това е материалът на детайла. Необходимо е да се вземе предвид към коя група стомани и сплави принадлежи. Също така трябва да знаете размера на детайла, който ще се обработва, и да изберете правилната стъпка на зъбите.
В същото време не е малко важно коя компания е произвела платното. Продавачите на лентови триони дават препоръки за избор на оптималната скорост на лентовия трион за определен вид оборудване
Оборудването, произведено от американската компания JET, се е доказало добре - моделите с VS индекс са оборудвани с безстепенен вариатор на скоростта, което дава възможност за оптимален избор на скоростта на рязане за конкретна група материали. В допълнение, тези машини са оборудвани с вграден тензодатчик за контрол на напрежението на триона, което също е важно за увеличаване на живота на триона.
Определяне на скоростта на подаване на триона. Оптималното рязане изисква всеки зъб на лентовия трион да изреже определена дебелина на стружката. На практика фуражът се избира според препоръките на производителите на оборудване или според вида на стружките, които се получават по време на рязане. За тънки или прашни стружки увеличете скоростта на подаване на острието или намалете скоростта на рязане. Леко навитите чипове показват правилния режим на рязане. Дебели или сини чипове показват прекомерна скорост на подаване или увеличават скоростта на рязане.








Класификация
Разделянето на видове инструменти за лентови триони се извършва според няколко основни параметъра. Това е предназначението на платното. При избора се взема предвид за кой материал е предназначен продуктът:
- Триони за дърво. Достатъчната износоустойчивост и качеството на заточване са важни. Частта след обработката трябва да има гладко изрязване с минимален толеранс за довършителни операции. За дървообработващи операции острието се произвежда в специална версия. Изчислени са стъпката на зъбите, ширината на колана и якостните характеристики на стоманата. При влошаване на производителността се допуска ремонт и заточване.
- Триони за метал. В зависимост от здравината на материала, който се обработва, се избира модел на лентовия трион с необходимите параметри, като достатъчността на здравината на режещата част, дължината и стъпката на зъбите.
- Универсални платна. Те са предназначени за работа с материали с различна структура и здравина. Един трион може да работи както върху метал, така и върху дърво. Въпреки че има очевидни предимства, има и значителни недостатъци. Такива платна ще се възпроизвеждат на специализирани продукти с тесен фокус.Препоръчително е да използвате такова оборудване за лентови триони само за разнообразна работа в работилници и малки магазини, където такъв избор ще бъде напълно оправдан. Малко по -лошо представяне се компенсира от гъвкавостта. Не е необходимо да се настройва отново оборудването на лентовия трион и да се сменя острието. Предлагат се няколко версии с различни видове режещи ръбове и стъпки на зъбите, изработени от различни марки стомана. По ширина остриетата са разделени на стандартни размери от 6 до 54 мм.
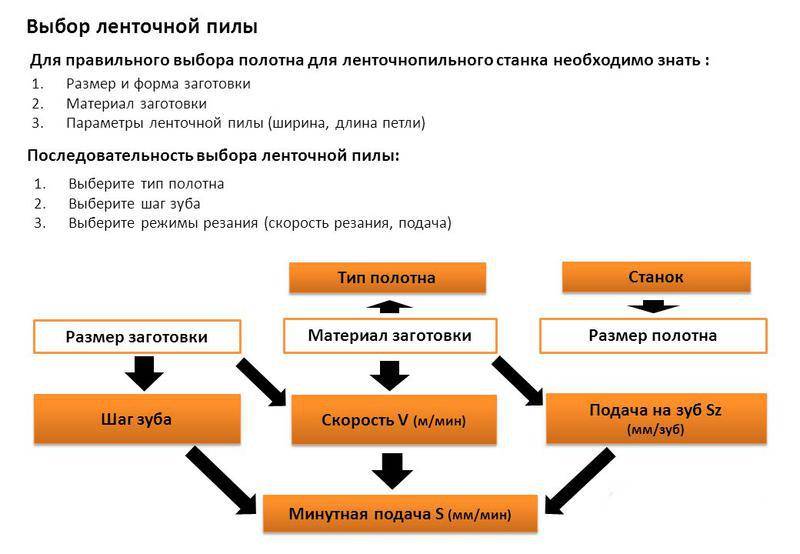
Избор на лента за трион
Качеството на режещата част е от немаловажно значение. В зависимост от материала на производство, платна се класифицират, както следва:
-
Биметални. Отличен за работа с карбиди до 45 HRC. Списъкът включва неръждаеми стомани, високотемпературни и киселинноустойчиви стомани.
Биметалните лентови триони са широко използвани и набират популярност поради своята гъвкавост и отлични показатели.
- Остриета от инструментална стомана. Много голяма група инструменти за лентови триони. Повечето производители не разкриват тайни на състава, а продуктите са представени от много различен дизайн и химичен състав. Платната са евтини, издръжливи, когато се използват разумно. Повечето триони за дърво са изработени от инструментална стомана. Ремонтиране и повторно заточване.
- Карбидни триони. Те имат особености по време на работа. На първо място, изборът на такова острие се дължи на необходимостта да се режат трудни за обработка метали със здравина до 65 HRC. Такива триони са неефективни при рязане на вискозни и меки материали. Те изискват деликатно отношение. Прекомерното ударно натоварване не пада. Споените карбидни зъби могат да паднат. Ремонтът на този тип лентови триони изисква квалификация и специално оборудване. Така че за заточване са подходящи изключително диамантен абразивен инструмент и специална машина за поддържане на геометрията на острието, стъпката и ъглите.
- Диамантени триони. Най -издръжливите продукти в този клас. Диамантеното прах е чувствителен към режимите на обработка. Острието е предназначено за използване в специални лентови триони със задължително течно охлаждане. Използва се във високоспециализирани индустрии за обработка на ултра здрави стомани, стъкло и камък. Продуктът е скъп и ремонтът на режещия ръб е невъзможен, поради което се използва само в тесно насочени зони.
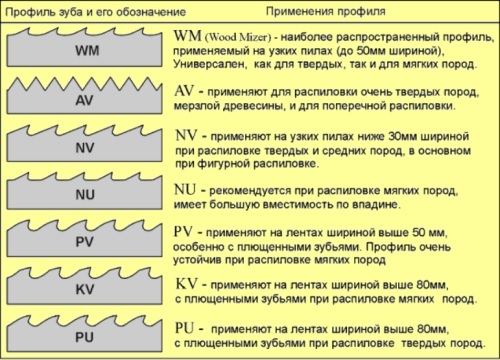
Видове платна
Тънкости на избор
Най -важното съображение при избора на оптимални лентови триони е безупречното качество на нововъзникващите дъски. Категорично неприемливи са всякакви „спадове“, „вълни“ и т.н. По мощност тези устройства са разделени на:
- професионален;
- полупрофесионални;
- домашно приготвени.
Полупрофесионалният продукт се препоръчва за малки предприятия и помощни работилници. Такъв инструмент може да работи доста дълго време, включително при рязане на твърд материал. Но ако трябва да обработвате замразена гора с голям диаметър, са подходящи само професионални устройства. Дълбочината на рязане също играе важна роля. Тя е правопропорционална на мощността на двигателя.








Трябва също да обърнете внимание на ширината на прореза. Ширината на обработените дъски зависи от този показател.
Машините, инсталирани в големите индустрии, могат да режат детайли с ширина до 61 см. Необходимо е да се провери степента на заточване на зъбите, което влияе върху равномерността на рязането. Триони, които ви позволяват да променяте скоростта на работа, са очевидно по -добри от обикновените версии.
Но трябва да помним, че домашният инструмент рядко има такава функция. Плащането за спомагателни опции не е много значително, но те се отразяват в удобството за работа веднага. Възможността за бързо опъване на остриетата намалява загубеното време и също така намалява трудоемкостта на работата. Препоръчително е също така да изберете версии с милиметрови везни. Те увеличават точността на рязането, особено ако има 2 или повече спирки.
Популярни модели
Компанията Jet произвежда около 50 вида металорежещи машини и около 15 устройства, предназначени за обработка на дърво. Най -популярните модели за дърводелство на руския пазар са следните единици.
- JWBS-10 е един от най-евтините и прости триони с мощност 0,37 kW, една скорост на рязане и максимална ширина на детайла, който се реже 25 cm на дълбочина до 10 cm.
- JBS -12 100001021M - 0,8 kW домакински модел. Максималната скорост на мрежата е 800 м / мин. Наличието на скоростна кутия ви позволява да регулирате скоростта на обработка (налични са 2 опции за скорост). Размерите на работната маса за този модел са само 40х48 см, а максималната ширина на ряза, направен с негова помощ, е 30 см. Възможно е накланянето на работната повърхност под ъгъл до 45 °.


- JWBS-15-M е полупрофесионален модел с мощност 1,8 kW и скорост на рязане 760 m / min, което позволява обработка на детайли с височина до 35,6 cm.
- JWBS-18-T е полупрофесионална машина, задвижвана от промишлена електрическа мрежа с мощност 3,5 kW. Той има две работни скорости - 580 и 900 м / мин, което прави възможно използването на устройството за обработка на дървесни видове с различна твърдост. Максималната височина на обработваните детайли е 40,8 см, а ширината им трябва да бъде не повече от 45,7 см. Наличието на Т-образен жлеб позволява изрязване на части със сложни форми.
- JWBS-20-T е мощен (6 kW) професионален агрегат с две скорости на обработка (700 и 1280 метра в минута). На машината могат да се монтират остриета с ширина от 3 до 38 мм, максималната дълбочина на рязане е 40,6 см, а ширината е 50,8 см. Такъв набор от характеристики позволява устройството да се използва за рязане и разделяне на всякакъв вид дървесина в големите индустрии.
Такива инсталации за обработка на метал са най -популярните сред руснаците.
- J-349V е битова преносима (по-малко от 20 кг) машина с мощност 1 kW с плавно регулиране на скоростта на обработка (от 30 до 80 m / min), въртяща се (до 60 °) рамка и максимум диаметър на детайла 12,5 см.
- MBS -56CS е домакинска бюджетна машина с мощност 0,65 kW с три скорости (20, 30 и 50 метра в минута), въртяща се рамка (от -45 ° до 60 °) и максимален диаметър на обработваните детайли -12,5 см.
- HBS-814GH е полупрофесионален модел с мощност 0,75 kW, скоростната кутия ви позволява да задавате скорости на 34, 50 и 65 m / min. Диаметър на детайла - до 20 см.


- MBS-1213CS е полупрофесионална версия с мощност 1,5 kW с плавен контрол на скоростта в диапазона от 40 до 80 m / min и максимален диаметър на детайла 30 cm.
- HBS-2028DAS е професионална полуавтоматична машина с мощност 5,6 kW с цилиндър под налягане и плавно регулиране на скоростта на лентата от 20 до 100 m / min. Диаметърът на детайлите е до 51 см.
- MBS-1012CNC е професионална CNC машина с мощност 1,1 kW за високо прецизна обработка на метал и камък.

