Тънкости на избор
Най -важното съображение при избора на оптимални лентови триони е безупречното качество на нововъзникващите дъски. Категорично неприемливи са всякакви „спадове“, „вълни“ и т.н. По мощност тези устройства са разделени на:
- професионален;
- полупрофесионални;
- домашно приготвени.

Полупрофесионалният продукт се препоръчва за малки предприятия и помощни работилници. Такъв инструмент може да работи доста дълго време, включително при рязане на твърд материал. Но ако трябва да обработвате замразена гора с голям диаметър, са подходящи само професионални устройства. Дълбочината на рязане също играе важна роля. Тя е правопропорционална на мощността на двигателя.
Трябва също да обърнете внимание на ширината на прореза. Ширината на обработените дъски зависи от този показател.
Машините, инсталирани в големите индустрии, могат да режат детайли с ширина до 61 см. Необходимо е да се провери степента на заточване на зъбите, което влияе върху равномерността на рязането. Триони, които ви позволяват да променяте скоростта на работа, са очевидно по -добри от обикновените версии.

Но трябва да помним, че домашният инструмент рядко има такава функция. Плащането за спомагателни опции не е много значително, но те се отразяват в удобството за работа веднага. Възможността за бързо опъване на остриетата намалява загубеното време и също така намалява трудоемкостта на работата. Препоръчително е също така да изберете версии с милиметрови везни. Те увеличават точността на рязането, особено ако има 2 или повече спирки.

Приложение и избор на лентови машини
Не можете без лентов трион за дърво, ако имате нужда:
- право / извито рязане на дърво, плоскости на дървесна основа (ПДЧ, ПДЧ, МДФ), мебелни плоскости;
- нарязване на трупи в дъски;
- дъски за рязане на ламели;
- грубо рязане на части;
- нестандартна дограма;
- икономично рязане на скъп дървен материал.

Рязане на дърво
По -лесно е да изберете правилната машина за рязане на дърва, ако предварително решите кои операции са необходими. Необходимо е също така да се реши кои допълнителни функции ще бъдат търсени и коя от тях може да бъде пренебрегната.
- Основното е качеството на режещия ръб. Плюс трион от масивна стомана - той остава остър за дълго време и запазва ивица дори при работа с остриета от изкуствено дърво. Минус - ако трионът вече е скучен, тогава той трябва да бъде сменен, няма да е възможно да се заточи отново. Предимства и недостатъци, противоположни на твърдите остриета, имат остриета, изработени от по -мека никелова стомана. Тези ленти могат да се изострят многократно, да се развеждат и дори да се заваряват, ако се счупят. Никеловите триони обаче също се притъпяват по -бързо.
- Дълбочина на рязане - тоест максималната дебелина на материала, с която лентовият трион може да се справи. За малка работилница ще бъде достатъчна стойност от 150 мм. Дебелината на трион 300 mm или повече е подходяща, ако масивни части ще бъдат нарязани на тънки части на оборудването.
- Скорост на рязане. Препоръчва се да изберете максималната скорост за дървото.
- По време на работа стърготините, натрупани върху задвижващата ролка, могат да причинят подхлъзване на лентата на триона. Стационарните почистващи четки почистват дървесните отпадъци, за да предотвратят замърсяването на ролките. По същата причина е желателен затворен лагерен дизайн.

Машина за дървени ленти
За разлика от многофункционалните дърводелски обработващи центрове, лентовите триони за дърво са относително евтино оборудване, поради което са избрани за средно и дребно производство.
Избираме машината
Кое оборудване за лентови триони за метал е предпочитано - зависи пряко от материалите, които ще се режат, и от условията на рязане
Нека изброим на какво трябва да обърнете внимание преди всичко, преди да изберете машина
- Правилно подбран режещ метал. За рязане на стомана - легирана и нелегирана - са необходими карбонови остриета.За работа с чугун, както и сплави, съдържащи титан и никел, се използват карбидни материали. За рязане на абразивни материали - диамантени триони с висока якост. За рязане при тежки натоварвания-биметално високоскоростно рязане.
- Контрол на мощността и скоростта на електрическото задвижване. За битово и случайно рязане на метал обикновено се използват машини със слаб двигател. Но за мащабно производство производителността зависи от мощността на задвижването на основното движение и от скоростта на подаване на детайла. Следователно тези параметри могат да бъдат решаващи.
- Управление - ръчно или автоматично. При ръчно управление операторът независимо повдига режещата рамка и захваща детайла в менгеме. В случай на автоматично, съветникът настройва програмата. Допълнителни действия - фиксиране на детайла в хидравлична менгеме, подаване в зоната на рязане, повдигане и спускане на рамката на триона - се извършват автоматично. Ръчните машини са търсени за рязане на леки метали в малките индустрии. Автоматично - за серийно рязане в големи предприятия.
- Степента на въртене на рамката / масата / менгемето за ъглово рязане на метал.
- Охлаждане. Обработваният метал и самият режещ механизъм се нагряват много по време на рязане, така че охлаждащата течност, обикновено вода или водни емулсии, се подава до мястото на най -голямо триене. Допълнителен плюс на такова охлаждане е, че дървените стърготини се отмиват и не се носят далеч от мястото на рязане.
- Желателно е да има такава функция като автоматично спиране след края на проходния разрез.
- Общата твърдост на конструкцията. Колкото по -стабилна е машината и по -добре издържа на вибрации, толкова по -точно тя може да реже метал.









Малко компании ще си позволят да избират и купуват машина, независимо от цената й. Цената на оборудването се определя от неговото предназначение, размери, името на производителя и броя на дистрибуторите.
Приложения за лентови триони
Машините с лентови триони се използват за извършване на следните операции:
- За рязане на голямо разнообразие от твърди материали - метал, дърво, скали и така нататък.
- За рязане на детайли, които са листови материали, кръгли метални изделия, тръби, ъгли и така нататък.
- За разделяне на замразени хранителни продукти.
- За работа с материали с повишена якост.
- За рязане на тежки или големи детайли.
В този случай машини за лентови триони, в зависимост от техния обхват са разделени на домакински и промишлени модели. Домакинските опции се използват в домашни работилници.
Индустриалните машини са мощни производствени единици, които от своя страна се подразделят на металообработващо и дървообработващо оборудване, в зависимост от вида на обработвания материал. И всеки от тези типове се състои от голям списък от модели, които се различават по ключови технологични характеристики.
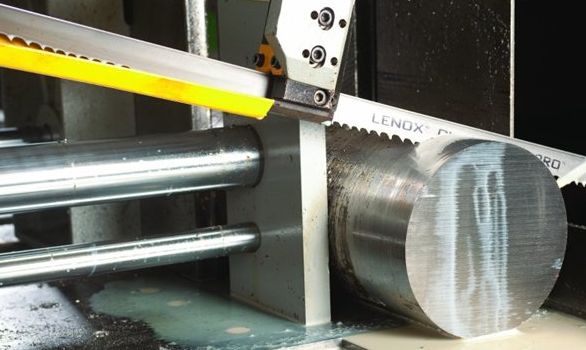
1 Остриета за машини за лентови триони - видове и дизайн
За съвременните металообработващи лентови триони пазарът предлага остриета от въглеродна стомана, както и биметални остриета с пружинна основа и зъби от карбид или високоскоростна стомана. Разнообразието от дизайнерски версии на лентови триони и използването на оптимални режими на рязане позволяват достатъчно висока производителност и значително намаляват разходите за обработка на метал върху оборудване за лентови триони в сравнение с други методи за разделяне на рязане на детайли.
Изработени от качествена висококачествена инструментална стомана, лентовите триони са проектирани да боравят с широка гама от нелегирани и легирани сплави.По отношение на експлоатационните и техническите си характеристики обаче те значително отстъпват на биметалните лентови триони, които са по-широко разпространени, особено при високоскоростни стоманени зъби. Основата на тези остриета е изработена от специална пружинна стомана, която осигурява на трионите здравина и издръжливост.

Режещата (работната) част на зъбите е изработена от високоскоростна сплав М42, която е аналог на 11P2M10K8. Тази стомана, легирана с кобалт и молибден, има висока (до 950 HV) твърдост, износване и устойчивост на червено. Надеждната връзка на основата с режещите зъби се осигурява чрез заваряване с електронен лъч и позволява използването на биметални остриета в най -трудните промишлени условия. Триони с нов дизайн, с комбинирана стъпка на зъбите, са най-приложими за рязане на продукти с променливо напречно сечение, профили, тръби.
Променливата стъпка може значително да увеличи ефективността и стабилността, да намали вибрациите на процеса на рязане на различни детайли с променливо напречно сечение.
Лентови триони за твърди зъби се използват за най -трудните условия на рязане. Те се използват при твърди двуколонови и високопроизводителни лентови триони при рязане на трудни за обработка материали:
- редкоземни метали;
- неферомагнитни сплави;
- леене на желязо;
- сплави като Hasteloy, Inconel, Monel;
- други сплави с високо съдържание на титан и никел.

Избор
Въпреки факта, че външно дизайнът на лентата изглежда прост, тя има много отличителни черти, които показват коя задача платното се справя най -добре и за какво е предназначено. Те включват броя и формата на зъба, както и скоростта на рязане и опцията за настройка.
Брой и размери на зъбите
Когато гледате острието на лентовия трион, трябва да обърнете внимание на броя на зъбите отстрани на режещия ръб. Не е случайно, тъй като равномерността на изрязването зависи от това.
Колкото повече от тях, толкова по -лесно е да направите равномерно изрязване на част с дебели стени. Ако плътността на зъбите е ниска, това се отразява в работното натоварване, доставено на частите (намалява). Когато има много режещи зъби, в процеса на работа напрежението се разпределя по цялата площ на острието.








Що се отнася до размера на зъбите, всичко е просто: колкото по -малки са те, толкова по -малка е дълбочината на рязане. Например, ако острието има малки режещи ръбове, по-добре е да работите предимно с тънкостенни листове. Стандартните зъби са проектирани да работят предимно върху тънки детайли. Такива платна могат да се използват, ако е необходимо къдраво изрязване. Когато се изисква дълбоко рязане, има смисъл да закупите версията с груби зъби.
Стъпка
Тук не всичко е толкова просто: за да закупите правилната опция, трябва да съпоставите стъпката с параметрите на аналога на самата машина. Тук можете да вземете предвид, че за рязане на малки тънки части се произвежда острие с голяма и постоянна стъпка (редките зъби няма да се справят с голяма дебелина). Ако трябва да изрежете голям лист, струва си да закупите лента, чиито зъби са близо един до друг. В случай на работа с мек материал е препоръчително да закупите лента, чиито зъби са променливи.
Електрически инсталации
В зависимост от вида на лентовия трион, зъбите могат да бъдат позиционирани по различен начин. Те имат леко отклонение в страни спрямо равнината на самата пръстенна лента. Качеството на рязането и степента на вибрации по време на работа с определен материал зависят от окабеляването. Освен това от това зависи скоростта на смилане на самия инструмент.
Разводът може да бъде стандартен, групов и вълнообразен. В стандартната версия зъбите са разположени последователно в двете посоки, а третият гледа към центъра.Острието с това окабеляване се използва за изрязване на размерни метални секции на хоризонтално оборудване, както и за контурно рязане и рязане на суровини на машини, оборудвани с вертикално подаване.
В профила за групово рязане зъбите гледат последователно надясно и наляво. Скоростта на въртене на такова острие е по -висока (в сравнение с други аналози). В допълнение, той не създава колосални натоварвания върху детайлите и има високо качество на рязане. В набор от вълни зъбите гледат последователно в двете посоки, но в същото време няколко елемента могат да гледат във всяка посока наведнъж. Това оформление е полезно за рязане на тънки материали и малки детайли.
Скорост на рязане
Полезността на острието за решаване на планираните задачи зависи от скоростта на рязане и подаването. И тук ще трябва да надградите върху вида материал, който се обработва. За да изберете правилната опция, трябва да надградите върху избора на конкретен производител, тъй като всеки зъб трябва да отреже стружки с определена дебелина от обработвания детайл. Острието се избира въз основа на характеристиките на оборудването за лентови триони, тъй като всяка машина има своя собствена скорост на рязане и подаване на материал.
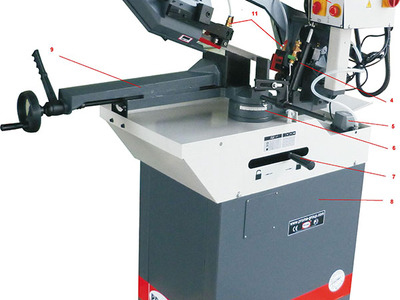
Принципът на работа и възможностите на машината за лентови триони
Основният елемент на задвижващия механизъм за повечето модели лентови триони е лента, която е опъната върху два маховика. Лентата започва да се движи веднага след включване на машината - от този момент вече е възможно да се заредят детайлите и да се извърши тяхното рязане.
Металният лентов трион е проектиран по такъв начин, че по време на процеса на рязане се осигурява равномерно разпределение на натиска върху детайла, което прави възможно да се получат много точни разфасовки с помощта на такова оборудване. Удобно, рязането с лентов трион може да се извърши както перпендикулярно на оста на оборудването, така и под ъгъл, който не надвишава 60 градуса. Получаването на рязане под ъгъл се осигурява или чрез промяна на положението на самото режещо острие, или чрез завъртане на подвижната рамка, върху която е фиксирано това острие, или чрез завъртане на работната маса.
По време на работа режещият диск се нагрява много, което в крайна сметка може да доведе до повреда. За да се предотврати това, към мястото на рязане се подава режеща течност (охлаждаща течност), която не само предпазва работния диск от бързо износване, но също така предотвратява навлизането на метален прах и дървени стърготини в околния въздух. Като такава течност може да се използва обикновена вода или специален състав, който осигурява не само охлаждане на инструмента, но и неговото постоянно смазване.









Отделни компании, участващи в производството на лентови триони, оборудват своите модели със специални четки, с помощта на които работното острие постоянно се почиства от метални стърготини и прах. Благодарение на това просто допълнение стана възможно да се получи по -гладко изрязване, да се осигури надеждна защита за оператора и значително да се удължи експлоатационният живот на инструмента.
Металният трион може да бъде оборудван с няколко основни типа триони:
- от въглеродна стомана - за рязане на нелегирани и легирани сплави;
- от биметални сплави, които се използват за специални режими на рязане;
- от карбидни материали - за рязане на трудно обработваеми метали (чугун, сплави със значително съдържание на титан, никел);
- с диамантено покритие - за рязане на абразивни материали.
Степени на автоматизация
Ръчният метален трион е подобен по дизайн и механизъм на конзолен. В този клас лентови триони трионът се премества от физическото усилие на работника или от собственото тегло на самата рамка. Техните предимства:
- Доста ниска цена както на самото оборудване, така и на неговата поддръжка и експлоатация.
- В повечето случаи рязането може да се извърши под ъгъл до шестдесет градуса.
Недостатъци:
- Ръчният метод за спускане на рамката на триона причинява вибрации на триона по време на работа, което намалява експлоатационния живот на машината.
- В повечето случаи няма визуален контрол върху степента на напрежение върху самия трион и механизмите, отговорни за почистването на работната платформа.
- При ръчна работа е необходимо периодично да регулирате задвижващите ролки на ножовете.
Най -често такива ръчни устройства за рязане на метал на лентов трион се използват от малки промишлени предприятия.
Полуавтоматични лентови триони за метал, при които механизмите се задвижват от хидравлично задвижване. От ръчната работа операторът трябва само да подава заготовките.
Работата с детайл в полуавтоматична машина се извършва, както следва:
- След стартиране на лентовата машина, детайлът се задържа автоматично.
- Специфична скорост на рязане и налягане се осигуряват от специален хидравличен цилиндър.
- Повдигането на трион след достигане на долната точка на рязане се извършва автоматично.
Автоматичните машини се използват главно в големи предприятия за рязане на голям брой заготовки. Основното предимство на това устройство е, че няма нужда от използване на физически усилия - работникът трябва само да постави детайла в менгеме и да зададе необходимите параметри за обработка.
Ако възникне необходимост, тогава лентовите машини от този тип лесно се прехвърлят в режим на ръчно управление.
Видео: JET MBS -56CS - трион за метал.
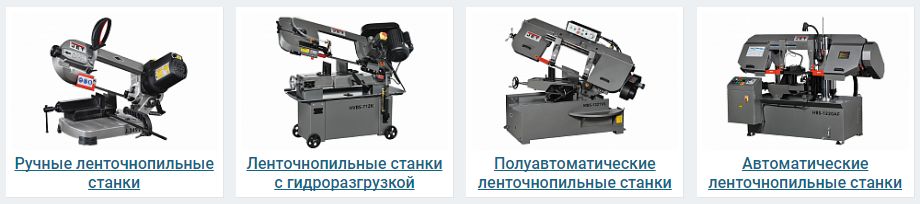
Степени за автоматизация на лентови триони
Машините за рязане на ленти, чието производство е установено, включително от руски предприятия, могат да имат различна степен на автоматизация.
Ръководство
Спускането на рамката на триона, което е направено под формата на конзола, в такива машини може да се извърши или чрез усилията на обслужващия ги оператор, или от теглото на рамката, тогава такива машини се наричат гравитационни. За регулиране на скоростта на подаване на рамката, за осигуряване на нейното повдигане и фиксиране в началната точка се използва специален хидравличен цилиндър с байпасен клапан, който се нарича хидравлично разтоварване. Операторът фиксира и маркира детайла, той също така задава скоростта на спускане на рамката на триона.









Ръчните машини се използват най-често в малките индустрии. Предимствата на такова оборудване включват:
- ниска цена, лекота на използване и поддръжка;
- възможност за рязане под ъгъл.

Ръчен настолен лентов трион HT150M
Ръчните машини също имат редица недостатъци.
- Методите за спускане на трионната рамка често не избягват вибрациите по време на процеса на рязане, което значително ще намали живота на режещия диск.
- В ръчните машини често е невъзможно визуално да се контролира степента на опъване на платното, а също така няма и механизъм за почистването му.
- Необходимо е редовно да се проверяват и регулират ролките, които задвижват режещия диск.
- Невъзможно е да се контролира и регулира налягането, упражнявано от режещото острие върху детайла. Хидравличният цилиндър в механизма за спускане и повдигане на режещия диск позволява в много малък диапазон да променя само скоростта на спускането му.

Ръчен лентов трион Pilous ARG 130 Mobil
Полуавтоматичен
Следните технологични операции са автоматизирани в полуавтоматични машини за лентови триони: спускане и повдигане на рамката на триона, затягане на детайла в менгеме и освобождаването му след края на процеса на рязане. Задачата на оператора при работа с такава машина е само да постави детайла в затягащия механизъм. Нарязването на детайл в полуавтоматични машини е както следва:
- автоматично фиксиране на детайла след стартиране на лентореза;
- рязане с дадена скорост, при която налягането върху детайла и силата, упражнявана върху него, се осигуряват от специален хидравличен цилиндър;
- автоматично повдигане на рамката на триона и освобождаване на детайла, след като режещият диск достигне долната точка на рязане.

Полуавтоматичен метален трион YOURTIME
Полуавтоматични машини за лентови триони, които могат да имат версии с една колона, двойна колона и конзола, се използват за оборудване на дребномащабно производство.
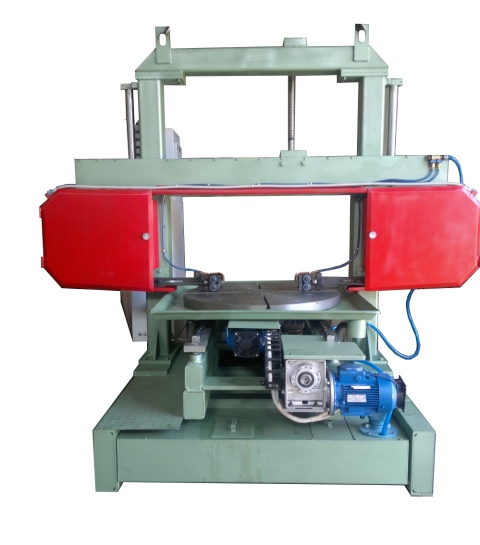
Автоматично
За оборудване на големи промишлени предприятия, където е необходимо да се режат голям брой от същия тип заготовки, се използват автоматични лентови триони за метал. Такива машини, които могат да бъдат едноколонови, двуколонови, конзолни, вертикални и портални, позволяват автоматично да се извършват следните технологични операции: фиксиране на детайла в менгеме, спускане и повдигане на рамката на триона, промяна на ъгъла на наклона и завъртане на масата, регулиране на силата на рязане, налягането и скоростта на подаване на рамката на триона. Ако е необходимо, тези машини за лентови триони могат да бъдат превключени в режим на ръчно управление.
Автоматичните машини могат да работят в трисменен режим и да извършват същия тип операции (нарязване на дълги заготовки на фрагменти с определена дължина) без присъствието на оператор.

Автоматична машина за рязане на лентови триони PMS 530/530 ACN