Правила за безопасност при рязане на метал с мелница
Рязането на метални заготовки изисква спазване на правилата за безопасност. Дори със защитни устройства и изтънчен дизайн, инструментът може да причини злополуки, включително нараняване от натрошени метални парчета, запалване от искри и т.н.
И така, основните правила.

Снимка No11: индивидуални средства за защита: очила, слушалки, ръкавици, каска
- Извършвайте цялата работа в лични предпазни средства (ЛПС): брезентови ръкавици, респиратор, очила.
- Не шлайфайте отстрани на колелото.
- Не използвайте огънати или силно деформирани консумативи.
- Уверете се, че острието за рязане на метал не пречи на електрическите проводници, горивата и смазките и други чужди предмети.
- Не се гмуркайте твърде дълбоко, тъй като това може да повреди колелото и инструмента.
- Преди да стартирате оборудването с току -що монтиран диск, тествайте го на празен ход.
- Закрепете детайла с менгеме. Ако го държите в ръцете си, е възможно да нараните ръката от режещия инструмент.
- Изчакайте, докато машината спре напълно, преди да извадите и подмените диска.
Напредък
В момента на включване на "мелницата" тя трябва да се държи с прилагане на сила, достатъчна за преодоляване на началния въртящ момент. Ъглошлайфът, освободен от ръцете в момента на стартиране, може да навреди на здравето на оператора и да повреди готовите повърхности. Дръжте работещата "мелница" изправена, като избягвате рязкото завъртане на тялото й. Бавно приближете въртящия се диск близо до металната част. Потопете без усилия, позволявайки на собственото тегло на устройството да създаде необходимия коефициент на триене.
Когато отрязаното колело е потопено в материала с 10–20%, трябва да обърнете внимание на гладкостта на рязането. Ако ъглошлайфът се потрепва и се опитва да се издърпа напред, може би си струва да промените ъгъла на наклона на тялото му или да намалите натиска на диска върху метала
Ако металната заготовка има вътрешно напрежение, отрежете 90% и завършете процеса на ръка. В противен случай освобождаването на метално напрежение по време на рязане може да доведе до рязко захващане на острието и неговото унищожаване.
В следващия видеоклип ще намерите тестове на режещи дискове за мелница и сравнение на популярни марки.
Абразивни режещи колела за алуминий - абразиви: прахове, пръти, колела и колани
Темата е много стара, но тъй като търсих и намерих, ще се отпиша.
С диаметър 125 мм за алуминий, успяхме да намерим (по отношение на съществуването) следните дискове:
1. Dronco Special CS60ALU 1.2мм
2. Wolfcraft 1669999 1,5 мм
3. GermaFlex 1,6 мм
4. Metabo 616752000 2,5 мм
Wolfcraft не можа да бъде намерен в продажба, затова взех 1 бр от останалите за пробата. Изрязването е направено с мелница, неподвижна, фиксирана върху леглото за ъглошлайфи.
Малкият диаметър (d16 f5mm) прерязва най -добре кръга на Дронков, този на Hermaphlex почти също (незначително по -дълъг). Дронко е много мек като картон. Но при f30 разрезът се оказва неравен, tk. кръгът се огъва, а накрая се получава закъснение при счупването - този диаметър се приема най -добре от този на Hermaphlex. Третият метаболитен кръг се оказа твърде дебел, производителността на рязане е посредствена, трябва да натиснете по -силно. Може би трябва да режат с максимална скорост, но аз се интересувам от рязане на не много големи диаметри и при намалени обороти (за минимален шум, затова едновременно беше взета мелница с електронен контрол на скоростта).
Също така в сравнение с обикновен ливаден диск с хитачи пластир от неръждаема стомана.От него има малко повече шум, леко смачкване, скоростта на рязане е с около една трета по -малка (съдейки по нагряването на детайла, поради омазняването на кръга). Качеството на рязане е малко по -лошо - матови канали срещу огледални в малко по -малък брой специални предложения. дискове. Оборотите бяха изпробвани от 3000 до 9500 оборота в минута.








Изводът е нещо подобно: изрежете с абразив ал. сплавите са напълно възможни и дори не са лоши. Можете дори да използвате обикновени дискове. С цената на тези дискове, които обикновено използвам (с метална шайба в центъра от неръждаема стомана), равна на 39r, и цената на диск Hermaphlex от 69r, по принцип си струва да ги вземете. По -добре рязане, по -тихо, по -бързо. Дронковски за 100r вече не се оправдава, а метабото за 120r още повече. Ако завъртите обикновен диск и „алуминиев“ в ръцете си, можете да видите, че алуминият е по -... порест или по -скоро мек. Не съм се опитвал да го счупя, но изглежда, че с клин е по -вероятно да изтръгне парче, отколкото кръгът да се разпадне. Но не сме забравили и за туберкулозата (две корици, щит).
Нещо като това. Дано е помогнало на някого.
Променено на 5 март 2015 г. от Amid89
Как можете да режете алуминий?
В зависимост от дебелината на метала, алуминият може да се реже с ножици за метал, електрически ножици или ножовка за метал, или с прободен трион или мелница със специален кръг за алуминий и мед, гилотина или фреза. Косачките и триони за рязане са страхотни. Кръговият ще вземе тънък профил, но имате нужда от диамантен диск, предназначен за метал, както и защита от стружки, тъй като такава работа не се осигурява на този вид трион (така че нито главният, нито задвижващият механизъм да бъдат повредени). По правило за циркуляри се използват специални дискове за този метал.
Когато режете алуминий с мелница, не трябва да режете дълбоко, тъй като мекотата на метала води до кръга в него, който просто се забива, има втвърдяване по зъбите. Можете дори да направите рязане не веднага, а първо разходете се няколко пъти по външната страна, без да изрязвате до края.Реженето на алуминий трябва да се извършва бавно, като се избягват изкривяванията. Не забравяйте да носите лични предпазни средства, поне очила и ръкавици. Процесът е доста шумен, разбира се, ако не се използва плазмен нож. Дълги разфасовки се правят под линийка по права линия, но гладки извивки се правят най -често по шаблон. Доста е трудно да се направи дори дълъг разрез с ръчен инструмент.
Ако използвате ръчен трион, мозайка, фрези и циркуляри, тогава се препоръчва да капете машинно масло, керосин, алкохол в мястото на рязане или да охладите метала на това място (можете дори да използвате сгъстен въздух), което позволява инструментът да върви по -свободно, без да се образува голямо „втвърдяване на работата“ “. За същата цел понякога се препоръчва да се натрие линията на рязане с обикновен сапун за пране, стара свинска мас или парафин.
Видове режещи дискове за метал
Техническите характеристики на режещите колела (или по друг начин дискове) за обработка на метал се регулират от GOST R 57978-2017, който предвижда два вида този инструмент: плосък (ISO 41) и с вдлъбнат център (ISO 42). Същият GOST установява диапазони от размери и други стандартизирани параметри и за двата типа. Конструктивно метален режещ диск е структура от сандвич тип, състояща се от редуващи се слоеве от армировъчна мрежа и режещ композит, в който е притисната метална втулка (виж фигурата по-долу).

Укрепващите мрежи обикновено са изработени от фибростъкло и в зависимост от условията на използване на инструмента, те могат да имат различна дебелина и размер на окото. Режещият композит се състои от абразивен прах и свързване. За рязане на метали като абразив се използват прахове от различни видове електрокорунд и силициев карбид, а бакелитовите смоли обикновено се използват като свързващо вещество (въпреки че ГОСТ предвижда и използването на вулканити).
В допълнение към подсилените абразивни колела върху смола, има карбидни дискове за рязане на метал върху неподвижни махало и триони.Такъв инструмент обикновено се използва в магазините за поръчки на металообработващи предприятия; той има високоспециализирано приложение и принадлежи към циркуляри. Друг вид режещ инструмент са диамантени дискове, но в съответствие с ГОСТ 32833-2014 те не могат да се използват за рязане на метали. Понякога режещите дискове, използвани в дървообработването на кръгови машини, се наричат още режещи. Външно те са донякъде подобни на режещите колела за дървообработване. Но всъщност такива триони имат различно предназначение и GOST се класифицират като „циркуляри“.
Мерки за сигурност
Преди да започнете работа, трябва да помислите как ще се извърши рязането (позицията на "мелницата" в пространството спрямо мястото на рязане), да определите вектора на посоката на потока от искри, който ще съпътства потапянето на диска в метала. Отстранете всички запалими предмети и вещества от искропровода. Ако е необходимо, покрийте готовите повърхности, изложени на искри, със защитни средства.
Проверете самия електроинструмент за вода, мръсотия, пясък и проверете целостта на захранващия кабел. Извършете пробен ход, за да проверите дали уредът работи безпроблемно и дали режещият диск може да се върти свободно. Оценете обекта на рязане: той трябва да бъде здраво фиксиран, да няма деформиращо напрежение и да е далеч от електрически проводници.
Очите трябва да бъдат защитени със специални очила, които дават широк и ясен поглед. Не се препоръчват очила с тонирани лещи. Най -безопасният защита на лицето е щит-маска, изработена от прозрачен плексиглас. Ако дискът се счупи по време на рязане, фрагментите му се разпръскват по посока на първоначалната центробежна сила при висока скорост. Тази маска ще предпази предната част на главата от навлизане в нея. Слуховите органи също се нуждаят от защита. За това се използват строителни слушалки или силиконови тапи за уши.
Оборудването на LBM оператора трябва да отговаря на следните мерки за безопасност:
- халати, изработени от устойчив и естествен материал;
- Умерено свободни, но прекалено дълги ръкави са неприемливи;
- ръкавици, които плътно прилепват към ръцете, изработени от здрав материал, който може да задържи основния разрез;
- затворени обувки с композитни вложки за пръсти.
Сигурност
Мелницата е електрически режещ инструмент, при работа с който се нуждаете от специално внимание. Така че, преди да смените режещите или шлифовъчните приставки, трябва да се уверите, че оборудването е изключено от електрическата мрежа.
Ако щепселът е включен, винаги съществува риск от нараняване при случайно натискане на бутона за стартиране.
Когато режете и смилате меки материали като алуминий, имайте предвид неговата здравина. За да извършите работата, не пренебрегвайте правилата за работа на режещите колела. Така че прекомерната ширина на кръга може да причини прегряване на метала и в резултат на това задръстване на дисковете или тяхното подхлъзване. Това в крайна сметка води до нараняване.










Необходимо е също така да се помни за вътрешния диаметър на кръговете за ъглошлайфи. Той трябва да съответства точно на диаметъра на вала на машината. По -големият диаметър ще причини дисбаланс на режещата приставка, нейното неравномерно движение. Работата по този начин вероятно ще доведе до разцепване на диска въпреки подсиленото му покритие, което също води до сериозни наранявания.
Важно е да се обърне внимание не само на марката на производителя, но и на нейната автентичност. На съвременния пазар можете да намерите и фалшификати. Но те могат да се отличават с надписите, които най -вероятно ще бъдат направени с евтина боя.
Ако такъв текст се втрие малко, тогава боята ще стане мътна или напълно размазана. Качеството на стикера върху кръга също е важно. В евтините аналози може да се обели, за разлика от истинските маркови продукти.
Но те могат да се отличават с техните надписи, които вероятно ще бъдат направени с евтина боя. Ако такъв текст се втрие малко, тогава боята ще стане мътна или напълно размазана
Качеството на стикера върху кръга също е важно. В евтините аналози може да се обели, за разлика от истинските маркови продукти.




Следващото видео ясно демонстрира високото качество на продуктите на Cibo.
Характеристики на остриета за рязане на алуминий
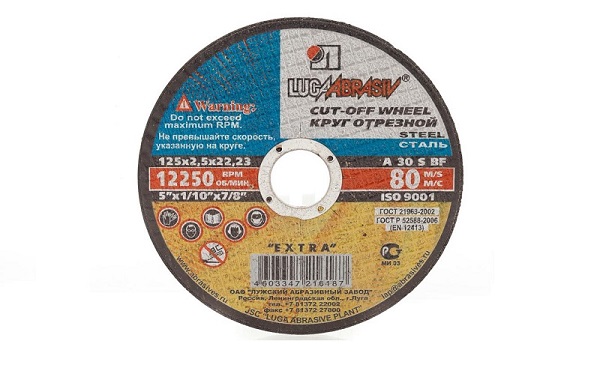
Само ограничен брой производители произвеждат специални остриета за рязане на алуминий, останалите по вид материал обикновено показват по-широка цел, например „за работа върху цветни метали“. Като цяло рязането на алуминий с мелница има смисъл само за някаква еднократна работа. А за големи обеми алуминиеви заготовки машините за рязане и рязане със специални триони за алуминий са много по -подходящи. На снимката по -долу: Работен диск от алуминий Metabo
Обърнете внимание на маркировката на класа на твърдост (O означава „средно твърда“) и сравнете с маркировката на диска Luga

Избор на шлифовъчен диск
На строителния пазар можете да видите голямо разнообразие от специални колела за различни видове шлайфане и полиране с ъглошлайф. Такива дюзи се отличават предимно с вида на покритието:
- от шкурка;
- от гъба;
- плат;
- с филц.
В допълнение към абразивното покритие на колелото, за шлайфане на метални повърхности се използват различни пасти с абразивни включвания. Използването им зависи от това колко гладка е планираната повърхност. За да извършат грубо почистване на алуминий, занаятчиите използват едрозърнести наждачни дюзи. В този случай структурата на шлифовъчния диск не трябва да бъде плътна (с малък брой зърна на единица обем на приставката). Такава работа води до доста груба повърхност, която изисква по -чисто смилане и полиране.

За фино и прецизно шлайфане са подходящи гъбни колела, които могат да се използват заедно с фино зърнени пасти. След тях можете да полирате със сменяеми капаци от филц или плат, които са фиксирани върху специална приставка за мелницата. В този случай се използва паста с минимален размер на зърното. При избора на дюза марката на производителя също е важна. Продуктите, в качеството на които не бива да се съмнява, се произвеждат главно от известни компании, като:










- Bosch;
- Бернер;
- Kronenflex;
- DeWalt.

Работа с мелница. Как да режете алуминий с мелница безопасно и бързо
Здравейте приятели! В тази малка бележка искам да споделя как можете да режете алуминий с мелница, конвенционално метално режещо колело.
Изглежда, какво лошо има в това, вземете го и го отрежете! Да, нямаше го, особено що се отнася до необходимостта от изрязване на дебел лист алуминий.
Факт е, че алуминият е мек метал и когато го режете с мелница, отрязаното колело просто се забива в парче алуминий.
Защо е опасно да се реже алуминий с мелница
Рязането на алуминий е не само трудно, но и опасно! Особено при използване на мелница с висока мощност.Поради вискозитета на алуминия дискът ще се забие и инструментът ще се опита да издърпа от ръцете ви.
И това няма да стане веднага, а само когато разрезът достигне определена дълбочина. И това може да бъде изненада за неопитен потребител на инструменти.И като цяло, с диск, забит в метала, рязането няма да бъде лесно.
Малка история за това как трябваше да режа алуминиев резервоар. И какво се получи от това
Един от моите приятели, след като донесоха работа, беше необходимо да отрежете алуминиев резервоар с мелница. „Това е дребен въпрос“ - помисли си той, за да отрежеш алуминия, няма нищо по -лесно!
Но радостта му бързо изчезна, когато се зае с работа.
Дискът постоянно се забиваше, затънал в този метал. Българинът се опита да се измъкне от ръцете.Резането беше едно мъчение, бизнесът вървеше много бавно. Различни обидни мисли не напускаха главата ми. )))
И така, какво да правя? Трябва да работя, трябва да го направя! По този начин минаха няколко часа упорита работа и на помощ дойде старец, който минаваше.
Виждайки мъките, той започна да се опитва да дава съвети, но понякога съветите се приемат трудно, особено когато нервите вече са на границата. В края на краищата работата, която в началото изглеждаше проста, вече беше доста изтощителна. Следователно първата реакция на съвет е желание да се изпрати по дяволите.
Въпреки това съветът беше даден и в крайна сметка, както каза един приятел, той го последва. Представете си изненадата му, когато след това нещата станаха много по -забавни.
И съветът беше следният: Мястото на среза трябва да се смаже. Например, използваното автомобилно масло ще се справи добре за тази цел. Дискът не се заби, алуминият беше нарязан с гръм и трясък.
Сортове и техните размери
Режещите колела имат по -малка профилна секция - дебелина от шлифовъчните. Творбата използва тяхната крайна част, която в контакт с метала буквално го разтрива. Този тип диск има две конфигурации, които се различават по дебелина: 1,5 и 2 мм. Централният монтажен отвор е еднакъв при всички видове дискове: той съответства на диаметъра на монтажния вал на мелницата. Съществува единен стандарт за тази стойност на евразийския континент. Всички ъглошлайфи с общо предназначение имат същия диаметър на монтажния вал, на който е монтирано заместващото колело.
Единните стандартни диаметри са изброени по -долу:
- 115 мм;
- 125 мм;
- 150 мм;
- 230 мм.
Има специализирани кръгове, предназначени за рязане на продукти от "проблемни" метали: меки, вискозни, високо въглеродни. За да ги разграничат сред другите сортове, производителите използват кодове за маркиране. С помощта на такава нотация можете да определите кой кръг е по -добре да използвате:
- за работа със стомана - стомана;
- за рязане на неръждаема стомана - инокс;
- рязане на чугунени изделия - castiron;
- рязане на меки метали - алуминий.
Какъв диск да режете метал с мелница
За работа с метални заготовки са подходящи отрязани колела с малка дебелина (1–1,2 мм). Те ви позволяват да правите равномерни разфасовки без значителни усилия. За къдрава обработка на тънки валцувани продукти се използват кръгове за мелница за метал с най -малък диаметър.











Снимка № 5: кръгове за мелница за метал (125 мм)
Освен това, когато избират мелница за рязане на ламарина, те се ръководят от материала, който трябва да бъде обработен. Чугунът, стоманата, алуминият и месингът изискват различни дискове. Ще научите информация за предназначението на определен продукт от маркировката на етикета.
За неръждаема стомана. За разлика от други консумативи, дисковете от неръждаема стомана не увреждат защитното фолио върху метала, което предпазва материала от корозия.

Снимка No 6: Режещо колело за мелница от неръждаема стомана
За цветни метали. Има отделни разновидности за рязане на чугун, алуминий, мед, месинг. Към колелата, които работят с меки материали, се добавят добавки против осоляване. Чугунените продукти, от друга страна, имат твърди диамантени включвания.

Снимка No 7: Режещо колело за мелница за алуминий
- За тънки профили и тръби. При рязане на ламарина с мелница трябва да се използват кръгове с подходящ диаметър. Профилираните листове и ламарината се обработват с продукти с малки зъби. Ъгли и фитинги - с по -дебели дискове.
- Грубо. Използва се за отстраняване на драскотини и заваряване на шевове. Дебелината на кръговете е 5-10 мм. Обработката се извършва с наклонена машина под ъгъл 30-40 градуса спрямо повърхността.

Снимка # 8: Шлифовъчен диск за мелница
Четка. Продуктите от твърда тел ефективно премахват ръждата, когато мелницата се върти в различни посоки.

Снимка No 9: Четка за метал
Венчелистче и абразив. Първите се използват за окончателно шлайфане на гладки повърхности. Второто е да се премахнат достатъчно големи издатини и израстъци. Висококачественото смилане включва редуване на два вида кръгове.

Снимка номер 10: кръг на клапата за мелница
Какво е?
Режещи дискове за "шлифовъчна машина" - твърди кръгове от тъмно сив цвят, грапави на допир, с монтажен отвор в центъра, рамкиран от пръстен от поцинкована стомана. Те се различават по материал за производство, размер, конфигурация и други характеристики, определени от вида работа, която трябва да се извърши с помощта на ъглошлайфи. В строителната практика кръговете за метал са широко използвани.
Режещият ефект се създава от високоякостни изкуствени материали, натрошени на малки стружки. Използва се електрокорунд - свръхтвърди, огнеупорни, химически устойчиви съединения на базата на алуминиев оксид.










В съответствие с предвидената цел на кръга, електрокорундът може да се използва на следните основи:
- магнезий-силиций;
- куц титан;
- монокорунд;
- цирконий;
- титаничен;
- хром.
Режещи дискове ъглошлайф за метал - консуматив, който не се доставя от производителя заедно с "мелницата". Производителят на инструмента не носи отговорност за качеството и издръжливостта на консумативите.
Как да използвам?
Работата на отрязващото колело на "мелница" започва със спазване на правилата за монтаж и демонтаж.
Инсталация
Проверете положението на долната контрагайка, върху която лежи дискът. Нейното гнездо трябва да съответства на слота на вала на мелницата. Плъзнете кръга върху вала. Страната, съдържаща данните за маркиране, трябва да бъде видима.
Завийте горната контргайка. Като го държите с ръка, опитайте се да завъртите диска по посока на неговото движение. В процеса на рязане на метал разликата в посоките на въртене на диска и гайката създава ефект на самозатягане. При монтажа не е необходимо да затягате горната гайка с гаечен ключ.
Вдигане
Изчакайте, докато въртенето спре напълно. Изключете мелницата от електрическата мрежа. Поставете „рогата“ на специалния ключ в отворите на горната контргайка и натиснете бутона за заключване.
Завъртете ключа обратно на часовниковата стрелка. Когато гайката се издърпа от мястото си (поради първоначалната сила), тя може да се развие на ръка. Всяка ъглошлайф е оборудвана с конектор за дръжка. Не работете със свалена дръжка.