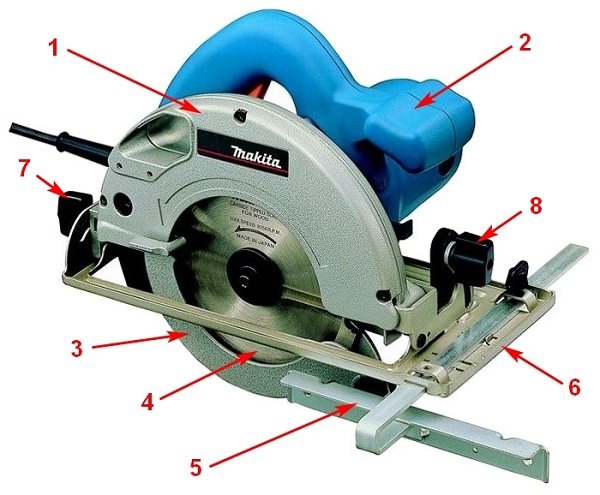
Концепция
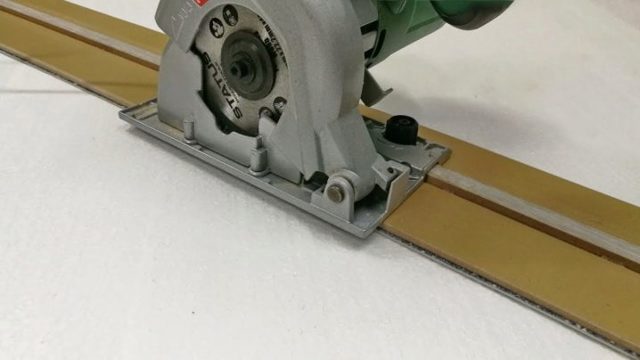
Косачката е инструмент, предназначен да прави прави разфасовки под даден ъгъл. Ъгълът на рязане на триона може да бъде или 90 градуса, или 45. Основното му предимство е, че се справя добре с дълги детайли и необичайни форми на повърхности. Ярък пример за това е пластмасов подов цокъл.
Но този инструмент има и други функции.


Външният вид на това устройство прилича на конвенционален циркуляр (циркуляр), монтиран на подвижно рамо. Тя позволява на дисковете да се спускат не само вертикално, но и под всякакъв ъгъл на наклон. Този инструмент може да реже различни материали:
- дърво;
- метал (по -специално алуминий);
- пластмаса;
- камък.
Изгледи
Дисковете за триони са разделени на два вида: карбидни и монолитни. Това разделение описва разликата, която е очевидна веднага. Факт е, че на някои дискове режещата част е запоена към зъбите, а някои са просто единичен продукт (монолит).
Монолитна
Отличителна черта на монолитните дискове е големият брой зъби. Работейки с такова острие, е много по -лесно да получите чисто изрязване. Но си струва да се отбележи слабата способност на тези режещи колела да поддържат изостряне и необходимостта от периодично разделяне на зъбите.
Заточването на метала не е трудно, но големият брой остриета забавя процеса.
Карбид
Карбидните зъби се считат за по -надеждни, тъй като са по -здрави и не изискват постоянно заточване и закърпване. Тези точкуващи дискове имат най -широкия набор от опции и ви помагат да спестите време благодарение на тяхната надеждност. Съществен недостатък обаче е големият брой нискокачествени фалшификати, дори на известни марки. В такъв продукт запоените краища бързо отлитат. След 5 минути нарязване на напречните сечения на диска могат да се видят само няколко останали остриета.
Но с фалшификатите също може да се бори успешно, ако обърнете повече внимание на правилното изписване на марката, както и на високото качество и трайност на боята, с която е направена маркировката.

Спецификации
Като цяло има два основни показателя, на които трябва да обърнете внимание при покупката

Диаметърът е характеристика, която влияе върху скоростта на въртене на вала на двигателя. Размерът на циркулярите е различен и параметрите на кръга се променят от това. Оптималното съотношение на размер и скорост може да бъде представено в таблици:
| Диаметър mm. | Честота на въртене |
| 80 | 23 800 |
| 100 | 19 100 |
| 120 | 15 900 |
| 250 | 7 600 |
| 350 | 6 300 |
С увеличаване на диаметъра удобната работна честота винаги намалява
Какво да търсите, когато купувате инструмент. На циркуляр с допустим диаметър 100 мм няма да е възможно да се монтират осемдесет диска

Всеки диск е проектиран за определени обороти, разрешени от производителя. Високите обороти са основната причина за изгарянето на метала, след което той променя формата си и става мек.









За да разберете базовата линия, подходяща за работа с добавката, трябва да прочетете информацията на диска. Основните характеристики на марката ще бъдат написани до етикета на марката:
- Диаметър;
- Работна скорост на въртене;
- Допълнителна информация (ниско ниво на шум, антитемпературни материали за покритие).

Визуална проверка на мрежата
За сравнение ще бъдат показани няколко диска, които се различават по външен вид.
Избор на дискове за проверка
Проверка на плоскостта на диска
Геометричната плоскост на диска се проверява с метална линийка.За това между зъбите се поставя линийка отстрани на маркировката на диска и се наблюдават празнините.
Проверка на диска отстрани на маркировката
След това владетел
нанесени на гърба на диска и също така разкриват пропуски.
Проверка на диска отзад
Ако дискът е плосък, тогава
металната линийка приляга плътно върху платното и няма да има празнини.
Проверка на зъбите
Зъбите на диска са с карбиден връх
споен. Геометрията на зъбите трябва да е правилна. Нискокачественият диск има зъби
излизат от строя и имат различни ъгли на наклон. Това може да се види внимателно
изследване на всеки зъб.
Проверка на състоянието на зъбите
Проверка на напитките
Висока температура
режещите плочи са запоени към диска. Припоите се предлагат в различни геометрични размери
форми: скосени, прави, конични, трапецовидни. Всички запояване на диска
трябва да са със същия размер и със същата геометрична форма.
Проверка на напитките
Ако сравните двете
диск: скъп марков и евтин китайски, тогава марковият диск има размер
още трикове. Такъв диск е предназначен за 10-12 заточвания и диск с малки
не е възможно да се изострят повече от 5 пъти чрез запояване.
Сравнение на запояване на дискове
Качеството на разфасовките на избраните
дисковете са еднакви. По -добре е обаче да имате диск с голямо запояване
издържа на големи натоварвания и многократно заточване.
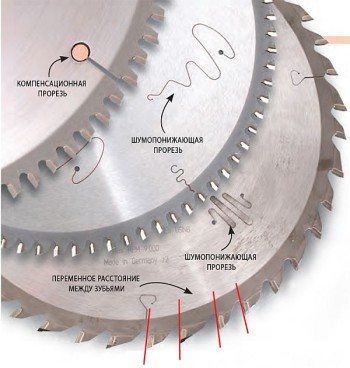
Проверка на дебелината на острието
Острие от стоманено острие
може да бъде тънък или дебел. Изработва се чрез лазерно рязане. Да се намали
На лопатката на диска са направени слотове за компенсиране на шума и вибрациите. Качество
дисковете са снабдени с вълнообразно разширение.
Ако тънкият диск се огъне
под натиска на ръцете дебелият диск не може да се огъне.
Проверява се платното под
натиск на ръката.
Дебели дискове
използва се, когато трябва да направите равномерен разрез с мощен трион. За акумулаторна батерия
циркуляри купуват по -тънки и по -евтини остриета.










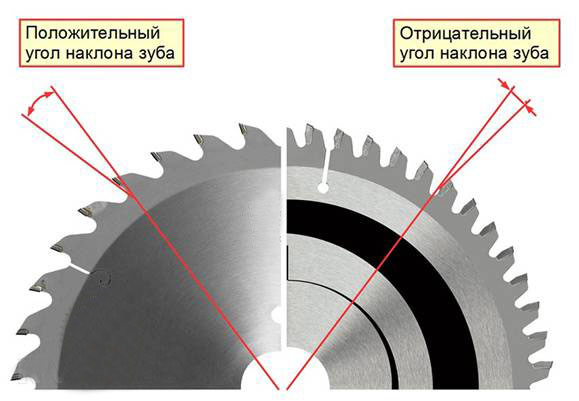
Проверка на ъглите на заточване на зъбите
Зъбите имат много ъгли
но основният е предният ъгъл на наклон. Тя може да бъде положителна или
отрицателен.
Ъглите на заточване на зъбите
От предния ъгъл на диска
възможностите на диска зависят:
- надлъжен разрез - 15‒25 градуса;
- напречен разрез - 5‒10 градуса;
- универсално приложение - 15 градуса.
Ламиниран
повърхности, пластмаса и алуминий се режат с дискове с отрицателен ъгъл. Дървесината се реже с дискове с положителен ъгъл
заточване.
Диск с положителен ъгъл
Надлъжно рязане
изпълнявайте с дискове с положителен ъгъл на заточване и малко количество
зъби. Ако ъгълът на заточване е 18‒25 градуса, тогава рязането ще настъпи бързо, но с
ниско качество.
Рип трион
Обикновено съкращения
дърво по дължината и напречно се произвежда от универсална версия на режещия диск,
например с ъгъл на заточване от 15 градуса.
Универсален диск
Избор по брой зъби
Дисковете на триона се различават
по броя на зъбите. Смята се, че ако зъбите са от 10 до 40, то това е малко
брой зъби. 40 до 80 е средният размер на зъба и 80 до 90 е
това е голям брой зъби.
Груба кройка
се получава от диск с 16 - 24 зъба.
Диск с 16 зъба.
Когато имате нужда от гладка
изрежете, след това изберете диск с 36-48 зъба.
Диск с 48 зъба
Оценка на остротата на зъбите
Опитни потребители
винаги проверявайте състоянието на зъбите. Диск с тъпи зъби не се реже добре,
загрява, следите от трион остават върху дървото.
Извършва се проверка
пръсти. Когато дискът е остър, зъбите хващат кожата и усещат лекота
изтръпване Тъп диск има гладки зъби.
Пръст проверка на диска
Оценка на покритието в мрежата
Така че дискът не
дървените смоли се прилепнаха и не се забиха в среза, острието е гладко
огледално покритие. По него не трябва да има драскотини.
Капак на диска
Изход
Няма универсални дискове. Изборът на всеки диск трябва да се подхожда внимателно.Понякога скъп, но висококачествен трион е по-изгодно да се купи от по-евтин и краткотраен модел.








Въз основа на материалите от майсторския клас от дърводелската работилница "Aquila Workshop", обработен от Виктор Прохоров
Категория: Металорежещи машини
Отидете на групи и Odnoklassniki
Външен диаметър
Този параметър за избор е право пропорционален на размерите на самия капак на триона. Ако вземете диск с голям диаметър, тогава няма да е възможно да го инсталирате на инструмент с корпус с малък диаметър. Работата с твърде малки дискове също е изпълнена с последствия.

Външният размер не влияе върху скоростта на рязане, но определя дълбочината на рязане. В ръчните инструменти се използват режещи компоненти с диаметър 130-250 мм.

При голямо потапяне на острието в повърхността на материала натоварването на двигателя се увеличава. Препоръчва се зъбите да не стърчат повече от 10-20 мм над работната равнина.

Влияние на формата на зъба върху рязането
Значителен качеството на рязането се влияе от формата на зъбите.
- С плосък връх. Трионът за дърво с тази форма на зъб е подходящ за рязане на твърда дървесина. Той издърпва здрави влакна, което позволява ефективно движение при рязане. Най -подходящ за ясен, дъб, бук, бреза. Зъбът е симетричен, без поставяне.
- С изразено окабеляване. Проектиран за силно гризане на дърво. Осигурява висока производителност с мръсни разфасовки. Местата за обработка трябва да бъдат допълнително шлифовани с шкурка.
- Тройни стружки. Такова трионче за дърво е проектирано по специфична система, която съчетава двете предишни технологии. Първо идва фиксиран зъб, който изрязва големи блокове дърво. Следващият зъб отрязва следите от предишния. Това създава висока производителност на рязане, но самият разрез е чист и без стърчащи влакна.
- Глоба. Най -разпространената технология за довършителни дискове е четири зъба с отрицателен наклон и зададен и един за подрязване. Тази технология дори позволява завършване на рязането. Подходящ за рязане на ПДЧ и МДФ при производството на мебели.

Видове дискове
На пазара няма универсални дискове, които да могат да обработват всякакви материали. Основната разлика е формата на режещия ръб. Дори за един вид суровина, като дърво, на пазара има няколко кръга, предназначени за твърда и мека дървесина. Някои са предназначени за работа с мека дървесина (бор, ела, смърч) и твърда дървесина (ясен, бук, череша).

Индикаторът за издръжливост е наличието на победни или диамантени нюанси по зъбите. Това са малки парчета карбидни минерали (волфрамов карбит), които са значително по -твърди от метала и дървото.

Произвеждат се метални монолитни модели въглеродна стомана... Режещите ръбове са закалени термично, което увеличава тяхната плътност и твърдост. Благодарение на това те не притъпяват по -дълго и остават подходящи за нормална работа. Ако ръбът е скучен, той може да бъде заточен с камъни или специални шлифовъчни машини. Много по -евтино в сравнение с победителите. Металът, използван за производството, не трябва да се прегрява. С повишаване на температурата може да настъпи закаляване на стоманата. От това металът ще стане мек, практически неработещ.

Споените модели предлагат по -добри показатели, тъй като накладките са значително по -твърди от конвенционалните метални. Те не изискват допълнително заточване, поради което могат да издържат по -дълго. Но не може да бъде поправен, ако е повреден. Diamond ще спечели и се страхува от прегряване.

Ако запояването е износено, те могат да бъдат заточени. Това изисква гравиране с диамантен диск и допълнително полиране с вулканитно колело или филц с паста GOI.









Маркировка на режещия диск
Към избора на диск винаги
продължете след изучаване на маркировката.
Дисково острие
задължително маркирайте.За да може маркировката да продължи дълго време,
висококачествените дискове го правят с лазер. Дълготрайна боя
изтрит и информация от маркировката е необходима не само по време на закупуването на диска, но и
и с многократната му употреба.
Маркировка на режещия диск
Благодарение на маркировката
потребителят ще разбере:
1. Марката и логото на производителя
До известни марки
включват дискове на марки: Bosch, Hammer, Makita,
„Бизон“, „Атака“ и др. Това са висококачествени дискове. В същото време на пазара
има много средно качествени дискове, произведени в Китай.
2. Предназначение на диска
Циркулярен трион
рязане на различни материали. Това не е само дърво, но и ламинат, каучук,
алуминий, ПДЧ.
3. Размер на външен диск
Размерът е ограничен
под предпазителя на триона. Този параметър определя дълбочината на рязане.
Ръчните триони работят с дискове 130-250 мм.
4. Размер на отвора
Режещото острие трябва
приляга добре на вала. Това е предпоставка за безопасна работа. Дискове
произведени с отвори от 16 до 32 мм.
5. Ширина на рязане
От дебелината на платното
разрезът зависи. Тънкото острие прави тесен разрез, но острието е краткотрайно. На диска
с дебело острие, широк и небрежен разрез. За ръчни инструменти
изберете 3,2 мм диск.
6. Брой зъби
На режещи дискове
броят на резците е различен. Това е необходимо за работа с различни материали и
извършване на различни разфасовки. Смята се за оптимално да има 5 или повече
дискове с различен брой зъби.
7. Скорост на въртене
Параметър в зависимост
възможностите на циркуляра и диаметъра на острието. Определя се от броя
об. / мин. При високи скорости на острието рязането е повече
високо качество.
8. Посока на въртене
Както е посочено от стрелката
материалът се нарязва. В обратната посока не само ще има
рязане, но няма да се осигури безопасна работа с режещия инструмент.










За финал
избора на режещия диск, преминете към инспекции и проверки.
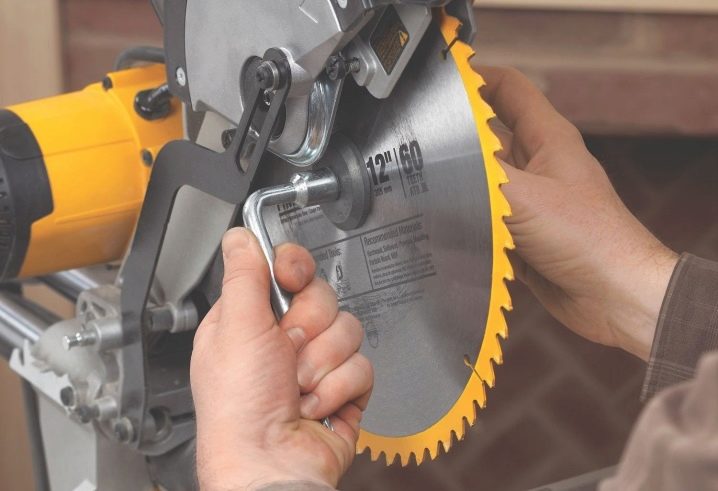
Подмяна на кръг
Когато извършвате ремонт дори у дома, периодичната смяна на материалите изисква и подмяна на режещия диск. Не е трудно да го промените, но все пак си струва да знаете правилната последователност от действия за вашата собствена безопасност.
Необходимо е да започнете, като монтирате защитната пластмасова обвивка (ако има такава) в горната позиция. За да направите това, развийте страничния спомагателен болт, повдигнете конструкцията и след това я фиксирайте със същия болт, само в различно положение.

След това вземете шестоъгълник, който отвива затягащия болт в центъра. В този случай на гърба на триона е необходимо да натиснете бутона на заключващия механизъм на вала, който е запушалка. Той предотвратява движението на вала. Следователно, докато го държите, можете да изтласкате централния болт с помощта на шестоъгълника. След това болтът трябва да се развие (можете да използвате ръцете си), да премахнете страничната запушалка (прилича на широка шайба) и след това диска.
Инсталацията се извършва с главата надолу. Дискът се поставя върху вала, след това се поставя заключваща шайба, след това болтът се завинтва на ръка, докато спре. За да затегнете дюзата, трябва да натиснете бутона и, докато го държите, затегнете централния болт до край с помощта на шестоъгълника.
За информация как да заточите режещия диск, вижте видеото по -долу.