Как се монтира острието
Първоначално е необходимо да се съсредоточим върху факта, че ножовете на дърводелските инструменти се експлоатират, като правило, при максимални натоварвания. В този случай говорим за максималното напрежение на срязване
Един от ключовите моменти в този случай ще бъдат характеристиките на обработения материал.
Ако този параметър не се вземе предвид, стабилността на ножа на шерхебел по време на работа се определя пряко от размерите на прохода. Това се отнася до максималната дължина на отчупващите се части на отстранените стружки.
С намаляване на този обхват и паралелно намаляване на дълбочината на рендосване, повърхността на детайла, който ще се обработва, постепенно се изравнява. В същото време се наблюдава значително отслабване на срязващото натоварване върху метала, от който е направено острието.

За да разберете как правилно да регулирате ножа на шерхебел, трябва да обърнете внимание на някои важни точки. На първо място, говорим за конструктивните характеристики на този елемент.
Тя включва поддръжка и работни части. В конфигурацията на последното се разграничават следните:
- фаска, образувана от задната страна и осигурява намаляване на силата на рязане на острието в обработваната дървесина; това се дължи на факта, че триенето на тази задна равнина върху повърхността, която ще се обработва, се елиминира;
- ъгъл на гребло - параметър, като правило, идентичен с наклона на режещия елемент към тялото на Шерхебел;
- ъгъл на гърба;
- работен ъгъл - в този случай говорим за разликата между ъглите на наклон и фаска.

Избирайки оптималната стойност на този ъгъл, трябва да обърнете специално внимание на няколко точки:
Физически характеристики и индивидуални характеристики на обработената дървесина. По -специално, въпросът е, че ъгълът се увеличава с увеличаване на твърдостта на материала. Ако работата се извършва с лиственица, бор, трепетлика или липа, тогава се препоръчва острието да се позиционира под ъгъл от 45 градуса (± 5). При обработка на по -твърди видове (дъб, габър, круша и други) този параметър е 60 градуса (± 5). Ако плътността на материала е още по -голяма, тогава ъгълът се увеличава до 80 градуса.
Тип рендосване. По правило за всеки вид дърво има оптимален ъгъл на наклон на острието и самия инструмент по отношение на равнината на детайла. Така че, за бор ще бъде 40-45 градуса. Промяната в този показател определя качеството на рендосване.
Важно е обаче да се има предвид, че в този случай металът ще се нагрява по -интензивно, следователно, той ще се затъпи много по -бързо.
Материалът, от който е направен самият нож, и основните му характеристики
На първо място, вниманието е насочено към твърдостта на стоманата. Най-често при производството на остриета се използват високоскоростни класове P12 и P18.
Между другото, някои занаятчии, когато правят ножове сами, доста успешно използват елементи на триещи се дискове като заготовки.

На подготвителния етап, преди всяка употреба на инструмента, той се конфигурира, като се вземат предвид съществуващите норми и правила. За да направите това, трябва да направите следното:
- поставете инструмента така, че подметката му да сочи нагоре;
- визуално определете колко ръбът на острието стърчи - в ситуация с шерхебел тази стойност трябва да бъде 3 милиметра; може да се използва линийка за измерване на височината на ножа;
- уверете се, че няма дори незначителни изкривявания; острието трябва да бъде разположено строго успоредно на подметката.




За да фиксирате правилно ножа в тялото на инструмента, той ще трябва да бъде разглобен.В ситуации с дървени модели, които имат фиксиращ клин, алгоритъмът на действията включва следните точки:
- плугът се поставя в лявата ръка, като го държи за блока;
- с другата ръка, с чук или чук, се нанасят леки удари по гърба на инструмента, докато клинът се освободи напълно;
- острието е изложено в подходящо положение и клинове;
- с чук клинът се забива до края; в резултат на такива манипулации частта се държи неподвижна;
- проверява се правилната инсталация на режещия елемент.

В ситуации с метални модели цялата описана процедура е възможно най -проста. Както бе отбелязано по -горе, острието на такъв шерхебел е фиксирано с помощта на винтов механизъм. Между другото, това устройство функционира и като чипбрекер или струголомка. Този възел предотвратява отчупването на слоевете дървесина, отстранени по време на рендосването.

Как да инсталирате на машината
Правилният монтаж на фрезата е от съществено значение за постигане на правилното качество и точност на обработката. Също така грешките при монтажа допринасят за бързото износване на режещия ръб.
Инструментът е инсталиран в държача за инструменти строго в центъра. За да го регулирате по височина, арсеналът на стругаря трябва да има метални плочи с дебелина от 1 до 4-5 мм. Инсталирането под центъра ще изтласка частта, което е опасно както за инструмента, така и за работника. Ако режещият ръб е твърде висок, той се прегрява и бързо се износва.
Когато инсталирате режещия инструмент, трябва да следвате прости правила:
- Избършете носещата повърхност на държача на инструмента.
- Фиксирайте инструмента с поне два винта.
- Надвесът на главата не трябва да надвишава 1,5 пъти височината на държача.
- При груба обработка се допуска надценяване на режещия ръб с 0,3-1 мм.
След като инсталирате инструмента, трябва да премахнете тестовите чипове. Ако повърхността е плоска и гладка, чиповете не се увиват около фрезата - можете да започнете работа.









Важно!
Не се допускат повече от три дистанционни елемента. Също така те не трябва да излизат извън държача на инструмента.
Заточване на ножа за ръчно рендосване
Работният ръб на ножа е ръб с малък радиус на кривина. Преди да започнете заточване, трябва визуално да проверите целостта на ръба: върху него не трябва да има метални счупвания. Ако има такива дефекти, тогава ножът ще трябва да бъде съкратен.
За да се поддържа възможно най -нисък радиус на ъгъла, заточването трябва да се извършва на два етапа. Първо се извършва първичното заточване. За да направите това, тъп нож отстрани на фаската трябва да се донесе до периферията на шлифовъчния диск и да се притисне здраво. Броят на оборотите на острилката трябва да бъде на ниво 600 - 700 min -1. В противен случай ще се получи твърде много отстраняване на метал.
Важно е също да не се прекалява с пресоването, защото върху стоманата могат да се образуват синьо-виолетови нюанси, което е неприятен признак за закаляване на метал. Твърдостта на ножа ще намалее и ще има нужда от термична обработка, за да се възстановят якостните характеристики на материала
 Ако няма острилка, можете да направите това. Заточете ножа с груба заточваща лента, която трябва да бъде фиксирана върху работна маса. Заточването се извършва чрез кръгови движения на фаската по повърхността на шината. По време на тази работа си струва да навлажнете ножа от време на време с вода или сапунена вода, за да почистите наточената повърхност и да охладите инструмента.
Ако няма острилка, можете да направите това. Заточете ножа с груба заточваща лента, която трябва да бъде фиксирана върху работна маса. Заточването се извършва чрез кръгови движения на фаската по повърхността на шината. По време на тази работа си струва да навлажнете ножа от време на време с вода или сапунена вода, за да почистите наточената повърхност и да охладите инструмента.
Когато видите заусеници, можете да преминете към втория етап на заточване с помощта на по-фино зърнеста лента, която премахва същите тези заусеници. Детайлността на лентите изглежда така:
- голям размер на зърната от 30 до 180 микрона. Такива пръти са направени от силициев карбид или корунд.
- среден размер на зърното от 7 до 20 микрона. Такива пръти са създадени от стопен корунд или хромов диоксид.
- малък размер на зърното от 3 до 5 микрона. Този материал се използва за окончателно заточване на ножове.
В края на заточване с острие на ножа трябва да го задържите върху парче твърдо дърво. Той ще премахне завинаги фрагментите на заздравяването.
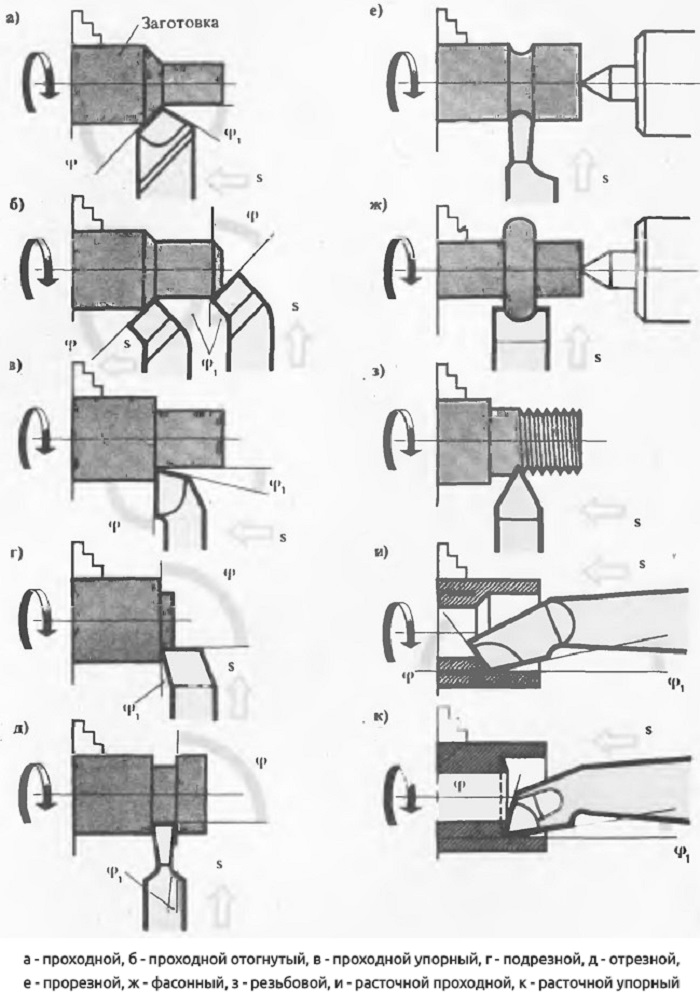
Класификация на фрези за метал според формата на главите, дизайна, посоката на рязане и точността на операциите
Според тези параметри съществуват следните класификации на фрези за метал.
Класификация по форма на главата
Според този параметър резците са разделени на 4 типа.
-
Направо. Държачът и работната глава са разположени или на една и съща ос, или на две, но успоредни.
-
Извити. Държачът има извита форма.
-
Оттеглено. Прегъването на главата настрани се вижда с просто око.
-
Начертано. Ширината на главата е по -малка от ширината на държача. Главата може да се издърпа наляво или надясно. Има и симетрични модели.

Изображение # 3: Класификация на резците по форма на главата
Класификация по дизайн
По дизайн фрезите са класифицирани в три типа.
-
Цял. Такива фрези са изцяло изработени от легирана или инструментална стомана (рядко). Те са евтини, бързо се износват и не са подходящи за работа с твърди материали.
-
Накрайник от карбид. Такива фрези съчетават висока износоустойчивост и средна цена. Припоите обикновено са изработени от стомани VK8, T5K10 и T5K6.
-
Със сменяеми вложки от карбид. Те са по -скъпи от аналозите. Колкото е възможно по -удобно. Режещият инструмент не е необходимо да се изважда, за да се сменят вложките.

Изображение № 4: класификация на стругови инструменти по дизайн
Класификация на посоката на рязане
Има леви и десни резци.
-
Права. Такива фрези за стругове се използват най -често и в процеса на обработка детайлите се подават отдясно наляво. Ако поставите дясната си ръка върху такава фреза, тогава режещият ръб ще бъде разположен отстрани на огънатия палец.
-
Наляво. Сервира се отляво надясно. Ако поставите лявата си ръка върху такъв резец, тогава режещият ръб ще бъде разположен отстрани на огънатия палец.
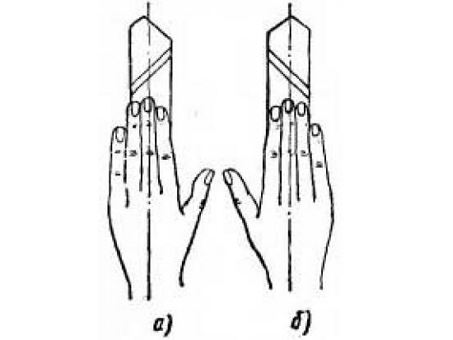
Изображение № 5: леви (а) и десни (б) резци
Класификация по точност на операциите
На тази основа се разграничават следните видове резци.
-
Грубо (грубо). Предназначен за груба обработка на детайли.
-
-
Средно. Точността на обработката е средна.
-
Довършителни работи. Точността на обработката е на високо ниво.
-
Специално Проектиран за извършване на деликатни технологични операции.








Популярни производители
Сред производителите на професионални ножици за метал трябва да се разграничат следните компании:
1. БРУСО - ножиците са изработени от висококачествена стомана, така че всички продукти, независимо от цената (620-1500 рубли), са подходящи за професионална употреба. Поради наличието на голям асортимент, лесно можете да изберете качествен инструмент за дясно или ляво рязане на метал.
"PIRANHA", 250 мм, прав разрез, стомана-CrMo
Във всички модели на тази компания, без изключение, се използва надеждна пружина, която ви позволява бързо и лесно да върнете дръжките на острието в първоначалното им положение.
2. Kraftool (крафтул) - позволяват да се извърши висококачествено рязане на стомана с дебелина до 0,8 мм. Челюстите на инструмента са изработени от кована стомана, която перфектно издържа на постоянно напрежение. Благодарение на тези подобрения в дизайна, рязането на метал се извършва без заздравявания, което може значително да намали разходите по време.
Отличителна черта на инструментите на тази компания е използването на двукомпонентна дръжка, която има специални издатини за пръстите. Този дизайн ви позволява напълно да контролирате процеса на рязане на металния лист, като елиминирате възможността за подхлъзване и нараняване на дръжката. Средната цена е 780 рубли.
3. STAYER - евтин (от 260 до 500 рубли), но висококачествени професионални ножици. С този инструмент можете лесно да режете листове с дебелина до 1 мм.Почти всички модели на тази компания имат лостов механизъм, поради което силата на рязане се увеличава значително.
Пластмасовите дръжки и прорезите на режещите ръбове позволяват стабилна и дълготрайна работа. С ножиците STAYER можете да обработвате както обикновена стоманена ламарина, така и неръждаема стомана, както и цветни сплави.
4. Bison е инструмент на местен производител, който се отличава с добро качество на режещите повърхности поради втвърдяване от високочестотни токове. Цената е 750 рубли.
Ножиците могат да режат плоски метални плочи с дебелина до 0,8 мм. Лесно се намират в продажба както прави продукти, така и такива, предназначени за криволинейно рязане.
Благодарение на висококачествените материали, използвани при тяхното производство, "Zubr" ще служи дълги години без повреди и допълнителни корекции.
5. SPARTA - модел с лост с отлично качество на достъпна цена (215 рубли). Режещата повърхност е изработена от закалена стомана, така че ножиците Sparta имат отлична товароносимост и ви позволяват да работите с метал с дебелина до 0,8.
Удобната дръжка няма да позволи на ръката да се плъзне по време на работа, а в края на рязането инструментът лесно се фиксира в компресирано положение.
6. NVS - професионални ножици, които са чудесни за къдрави изрези. Цена от 1200 до 2000 рубли.
Острието е снабдено с микрозъби, които предпазват метала от подхлъзване при рязане. Благодарение на висококачествената стомана, използвана при производството на режещата повърхност, е възможно да се получи идеално гладък разрез.
Ножиците NVS могат да режат висококачествена стомана с дебелина до 1 мм. Цветните сплави могат да се обработват с дебелина до 1,4 мм.










7. BESSEY - моделът ви позволява да работите с листови материали с дебелина до 1,5 мм. Повишената производителност на продукта се постига благодарение на свързването, което значително увеличава силата на затягане на челюстите.
Ножиците са чудесни за извършване на извити разфасовки и рязане на метал по права линия. Режещите ръбове на инструмента са изработени от закалена стомана, която лесно издържа на големи натоварвания при работа с метали с повишена твърдост. Те искат немско качество - 2500 рубли.
Заключение
Видео:
Както в интернет, така и в обикновен магазин, трябва да обърнете внимание на покупната цена и да не купувате твърде евтини продукти. Въпреки факта, че продуктите на известни марки са много по-скъпи, трябва да дадете предпочитание на проверени във времето производители, за да се застраховате максимално срещу закупуването на нискокачествени ръчни инструменти
Устройството и принципът на действие на инструмента
Ъгълът на рязане в Zinubel е близо до перпендикуляра. Особеностите на действието на този инструмент правят възможно използването му дори за работа с особено твърди скали. Къдростта няма да създаде сериозен проблем. Единственият нож Zinubel, който дори работи с махагон и абанос, има уникален ръб. В областта, противоположна на скосяването, тя е покрита със средно голям прорез. В резултат на това режещият ръб изглежда назъбен. Стъпката на зъбите може да варира значително:
-
малък - 0,75;
-
среден зинубел - 1;
-
голям инструмент - 1,25.

Това устройство обикновено се нарича плоски рендосани самолети. Експертите отбелязват, че ъгълът на рязане за повечето серийни модели е 80 градуса. Когато зъбите преминават по повърхността, те отстраняват много тесни (0,8 до 1 мм) стружки. Такава обработка, водеща до появата на гофрирана повърхност, по -скоро прилича не на рендосване, а на надраскване на материала.
За да доведе дървената заготовка до съвършенство, след като я прекарате с цибула, тя се почиства допълнително с цикъл. Ако смените специален нож в инструмента за стандартен, той ще може да замени мелницата. Блокът при цинубела е скъсен и стеснен.

Смята се, че използването на zinubel е възможно най -нежно.Комбинацията от набраздена повърхност с повдигната купчина увеличава теглителните характеристики. Следователно лепенето става много по -ефективно. За да използвате в режим на смилане, трябва да смените ножа на Zinubel. Вместо стандартния инструмент за това, те поставят двойно острие с прекъсвач за стружки на ръба.
Острието е разположено под ъгъл 50 градуса спрямо подметката. В този случай можете:
-
ругайте лошото;
-
премахване на нередности;
-
изгладете краищата;
-
постигнете перфектно подравняване на прави участъци.

В следващото видео можете да научите повече за този тип инструменти.
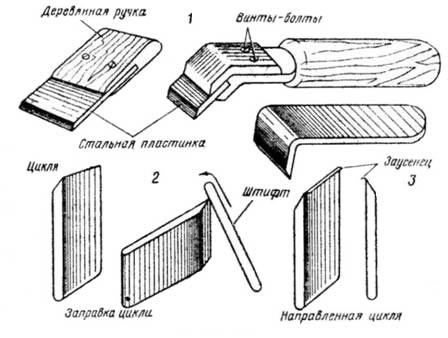
Шлифовъчни части
Шлифоването на готовата част се извършва с шкурка, която се увива около детайла и се държи с ръце (фиг. 31, а), или с шлифовъчен блок (фиг. 31, 6).
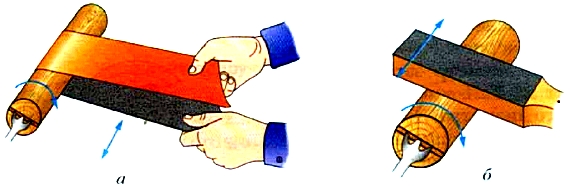
Ориз. 31. Шлайфане на детайл: a - с шкурка: b - с шлифовъчен блок









Понякога върху повърхността на полираната част се нанасят декоративни пръстеновидни ивици. За да направите това, вземете блок от по -твърда дървесина от дървесината на детайла и поставете ръба на шината върху въртящата се част на машината. Повърхността в точката на контакт се нагрява и изгаря малко. Това оставя кръгли кафяви ивици по частта.
Регулиране на ренде
Вземете блока на рендето в лявата си ръка, така че палецът
разположени в горната част на задната част на обувката и четири пръста на подметката близо до разстоянието.
В дясната си ръка хванете ножа за ръбовете, поставете го върху основата с фаската надолу и го плъзнете
при полет до подметката. Основата трябва да е хоризонтална и голяма
пръстът поддържа ножа. Хватка - четири пръста на подметката в размах, голяма на
нож през клина.
Поставете клина в отвора и леко го ударете с чук. Тогава
завъртете самолета с рога към вас, с подметката нагоре, така че да е на разстояние
25-35 см от очите и под ъгъл 35-45 ° спрямо работника.
Намерете позицията, когато подметката е в една равнина, тоест отпред
а задните ребра на подметката се сливат в една линия.
С лек удар с чук избийте ножа със същия размер навсякъде
ширина на подметката в зависимост от необходимата грапавост и дебелина на стружката
(0,2-0,5). Намалете изпъкналостта на острието над подметката, като удряте с чук гърба на обувката,
увеличаване - с удар по нож или по предния край на блока. Непаралелизъм
остриетата и подметките се изправят с удар с чук по десния или левия ръб на ножа. Котва
нож с лек удар с чук по края на клина. Проверява се издатината на острието на ножа под подметката
приблизително. За да направите това, завъртете блока на рендето с подметката нагоре и го задръжте в ръката срещу
светлина, така че предната му част да е обърната към лицето на наблюдателя. В тази позиция
подложки издатината на острието е лесно видима върху лъскавата светла повърхност на подметката
под формата на тъмна лента или тънка равномерна нишка.
Може да се провери правилното прилягане и изпъкналостта на острието над подметката
използвайки пробно рендосване. Ако ножът е поставен наклонено, той ще остане върху обработения
повърхността на задълбочаването на ъгъла, който изпъква повече. В допълнение, стърготините
ще бъде с неравна дебелина по цялата ширина.

Регулиране на рендето: a - проверка на освобождаването и остротата на ножа, b - регулиране
освобождаване на ножа, c - разглобяване с удар, d - издърпване и поставяне на ножа върху
основа (легло), д - техники за закрепване на ножа, д - освобождаване на ножа с удар по блока,
g - освобождаване с удар по ножа, h - изправяне на наклона на ножа и - закрепване на ножа
При чисто рендосване дебелината на слоя, който ще се отстранява, се проверява спрямо стружките.
Ако стружките са меки, като салфетка, рендето е поставено правилно.
Когато настройвате двойно ренде, първо трябва да инсталирате правилно
стругач, който се намира от режещия ръб на разстояние 0,5-2 мм, в зависимост от
върху дебелината на отстранените стърготини и желаната грапавост на рендосването.
Разбивачът на стружки трябва да се завинтва много здраво, така че
работа, стружките не можеха да попаднат между него и ножа.
При необходимост се засажда с малка пила, така че
между него и ножа нямаше празнина. Външната повърхност на стругача трябва да бъде
гладка (смляна върху магаре), така че чиповете да се плъзгат лесно по нея.
По време на работа ножът не трябва да се движи, да трака и да вибрира,
в противен случай той ще се набръчка, ще изстиска чиповете, ще го запуши и самолетът ще трябва да се почиства често.
За да се избегне това, клинът трябва здраво да притисне ножа към основата и повърхността
основата е направена много равномерно, така че ножът да лежи с цялата си равнина.
Регулираното ренде трябва да отговаря на следните изисквания:
1. Абсолютно плътно прилепване на долния ръб на ножа към повърхността
основата (леглото) на равнината, което изключва възможността за вибрации на ножа по време на работа.
2. Много плътно прилепване на стружката към горния ръб на ножа без
хлабини по цялата ширина, но с леко подрязване за приспособяване на отклонението на стружката
когато го обезопасявате. Предният изпъкнал ръб на стругача трябва да бъде шлифован
да блесне.
3. Плътно затягане на ножа с клин по цялата дължина на опората (издатината) на стената
отвор. Ако клинът приляга добре, тогава с лек удар от чука, той ще се вклини здраво
ножът е в блока и със същия лек удар в задния край на блока го освобождава. Кога
трябва да ударите силно и няколко пъти с чук в края на блока, което означава, че клин
не е поставен правилно и ножът е заседнал само отгоре или отдолу или само с един
страни.
4. Разстоянието от острието на ножа до ръба на равнината се удвоява
ножът не трябва да бъде повече от 1,5 мм. С по -голямо разстояние в подметката се залепва петоъгълник
вмъкване (седло).
5. Подметката на рендето се изрязва точно под квадрата, линийка
и под сдвоени линийки, така че подметката да е в същата равнина, а зоната отпред
span нямаше и най -малко износване.
6. Клинът е толкова дълъг, че върху горната повърхност на ножа
нямаше празнина, в която краят на стружките да може да попадне. В добре регулирана равнина
чиповете никога не се забиват.
7. Острието и скосяването на ножа трябва да са прави с леко заоблени
ъгли, добре заточени и под ъгъл, без изпъкналост и вдлъбване.
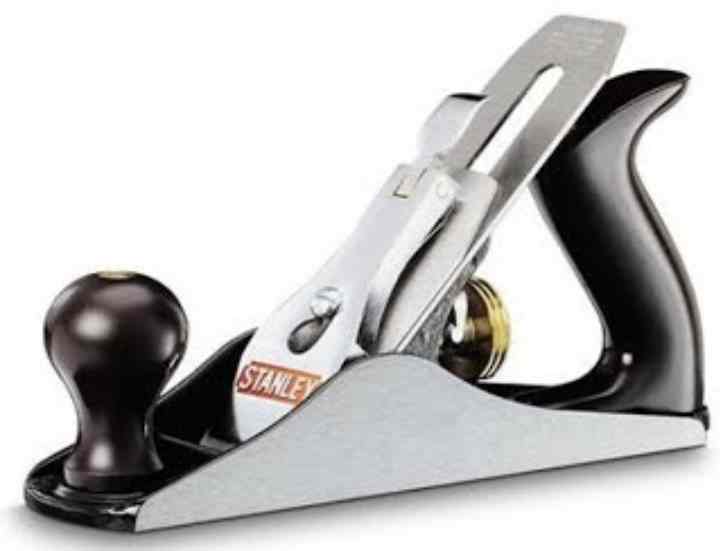
Функции и функции
Самолет (или плуг) е дърводелски инструмент, използван за планиране на дърво. Самият процес на работа е надлъжен разрез на дървена повърхност с нож, за да й се даде желаната грапавост или форма. Освен това инструментът за рендосване се използва за регулиране на размерите на частите, изрязване на канали и удължени вдлъбнатини с различни форми (канали) в тях. Също така с помощта на ренде можете да изрежете фаски, да извършите жлеб (сгъване) по ръба на детайла и да получите издатини по ръбовете на дъските (езици). В строителството този инструмент често се използва при обработка на дърво за подове или тавани.
Самолетът е незаменим за премахване на различни дефекти по повърхността на дърво, грапавост, изкривявания и неравности. Когато използвате висококачествен, добре заточен, правилно подбран инструмент за изпълнението на задачата, се получава гладка, равномерна повърхност по време на процеса на рендосване. След завършване на дървото със специална равнина, детайлът не е необходимо да се шлайфа с шкурка, тъй като рендосаната повърхност е по -лесна за нанасяне върху лакиране, изглежда по -впечатляваща, след като лакът изсъхне и абсорбира по -малко влага.
В допълнение, всеки вид дърво има уникална текстура, която е по -добре видима на отрязаната повърхност, за разлика от тази, обработена с мелница. Днес на пазара се представят както механични (ръчни), така и електрически рендета. По форма и двата вида инструмент могат да бъдат сходни, но в дизайна си имат силни разлики.
Основната разлика между електрическите модели е електрически мотор, който задвижва вал с фиксирани по специален начин ножове.В механична равнина функцията за рязане се изпълнява от един нож, фиксиран в дървена или метална основа, а самият процес на рендосване възниква поради силата на човешките ръце, които извършват редуващи се надлъжни движения на инструмента по повърхността на продукта . Дърводелските майстори, чиято основна задача е бързо да завършат обработката на дърво, избират електрически инструмент.

Електрическото ренде е проектирано да извършва големи обеми работа за кратко време, но това не винаги води до идеално равна повърхност.
В допълнение, електроинструментът повишава изискванията за безопасност, тъй като рискът от повреда на крайниците от режещия ръб се добавя към възможността за токов удар поради неспазване на основните предпазни мерки.
Ръчният самолет е избран от занаятчии, които не обичат прибързаността и вършат работата внимателно. В сравнение с електроинструмента, ръчното ренде премахва по -фините стружки и завършената работа изглежда по -чиста. Освен това е тих и лек.









Важно е също така процесът на почистване след работа с ръчен инструмент да е по -лесен. А електрическият самолет оставя фин прах във въздуха, който е вреден за здравето.
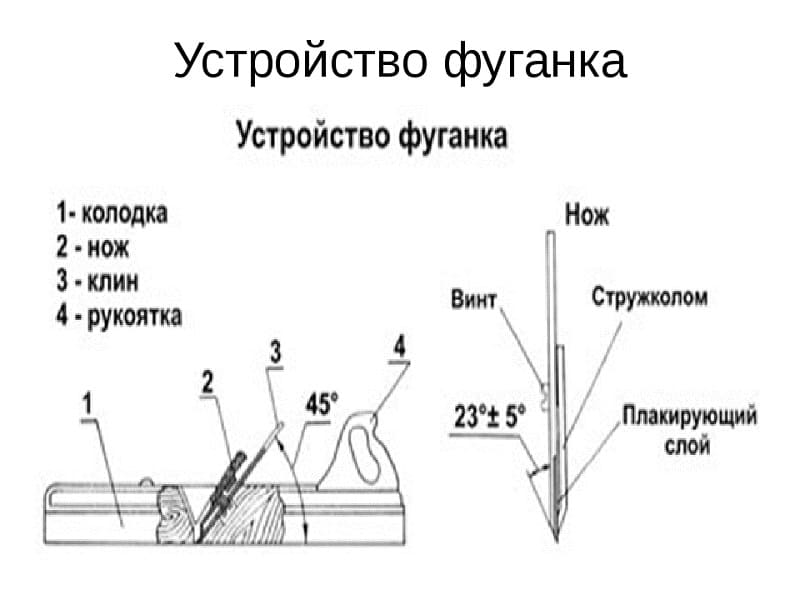
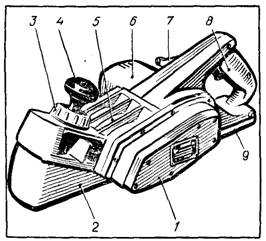
Дизайнът на рендето е доста лесен за изпълнение, но при избора важна роля играе качеството на компонентите. Инструментът се състои от следните части:
- тялото (блок) е един от основните елементи на рендето. Той има гнездо за нож, върху което са фиксирани останалите части. Долната част на тялото (работеща) се нарича подметка. Има модели с метална подметка и дървена. При някои видове рендета блокът има няколко стъпала и специална форма. Дървените кутии са предимно от сухо сухо дърво (габър, круша, ясен, бук, акация);
- ножове (парче желязо, острие) - основната част за извършване на работата, качеството на детайла зависи от това. Има три вида нож. Правото е обикновен нож за рязане на прави повърхности. Заоблен - това е същият нож, но има кръгли ръбове, поради което няма жлебове. Използва се за обработка на големи повърхности, не допуска неравности. Къдрава - помага за постигане на декоративен резултат. По форма той е обикновен нож с набразден край;
- скоба - тази част е отговорна за закрепването на ножа към тялото, изработена от различни материали;
- стругач - разположен между ножа и скобата, предназначен за по -удобен процес на изработка на детайл;
- винт - с него можете да регулирате позицията на ножа спрямо повърхността, която ще се обработва, като по този начин регулирате дебелината на отрязаните стърготини и ширината на едно преминаване;
- жаба - плоча за регулиране на наклона на резците;
- две дръжки за работа: предната за водене на инструмента и избор на дебелината на стружките, задната за преместване на рендето върху работната повърхност. Има разновидности инструменти с една дръжка.
Какво е?
Зензубелът е вид ръчна равнина - инструмент, необходим в дограмата и дърводелството. За разлика от класическото устройство, той се използва за къдраво, а не плоско рендосване. Алтернативно име е извадката. В повечето случаи zenzubel се използва за следните цели:
-
почистване на правоъгълни секции;
-
избор на квартири на дъските;
-
създаване на гънки;
-
почистване и подбор на квартири върху ламели и решетки.

Благодарение на индивидуалния дизайн фрезата или металната част на длетото могат да бъдат поставени под ъгъл от 90 ° спрямо блока. В корпуса на дърводелския инструмент има страничен отвор. Чрез него се премахват ненужните чипове. Формата на ножовете за длето прилича на шпатула, която бута и бързо отрязва дървен слой.

Преди да започнете работа с ренде за фигурно рендосване, линиите за маркиране се начертават върху детайла с помощта на ренде.Първо се отбелязва размерът на тримесечието, след което се взема zenzubel. Самолетът се води добре по маркировките, като премахва първите стърготини, за да създаде малък перваз. В бъдеще можете да предприемате по -уверени и бързи действия.

Поради внимателно използване, длетото се използва за довършителни работи, по време на които е възможно да се постигне необходимата грапавост на работната повърхност и да се регулират размерите на детайла. Една четвърт обикновено се избира с фалцгел
Последният е подобен по структура на zenzubel и също се отнася до фигурни рендета, но има редица индивидуални характеристики. Те включват стъпаловидна подметка.

Правила за работа
Инструментите за струговане са в състояние да изпълняват основната си функция дълго време, докато работната повърхност не се смила. Но неправилната употреба ще съкрати живота на инструмента. За да предотвратите предварително износване, трябва да следвате прости правила за работа:
- Поставете в центъра.
- Колкото по -голям е детайлът, толкова по -голям трябва да бъде фрезата.
- Включете охлаждането, когато работите в тежки условия.
- Заточвайте своевременно.
- Периодично подобрявайте работните повърхности с дребнозърнест камък, без да изваждате инструмента от държача за инструменти.
- Приближете ръчно детайла, след докосване включете автоматичното подаване.
- Когато спирате машината, първо дръпнете инструмента ръчно, след това изключете устройството.
- Изберете правилните условия на рязане.
- Не съхранявайте инструмента на купчина - това ще доведе до стружки и пукнатини по режещия ръб.
- Когато работите с инструмент за отрязване, го преместете възможно най-близо до патронника.
Много видове работа се извършват на струг. За всеки процес е предвидена отделна фреза. Избира се въз основа на обработвания материал, условията на рязане, параметрите за чистота и грапавост. Инструментът трябва да бъде заточен своевременно, да спазва правилата за работа и съхранение.